卸壓放炮與傳壓介質①
2012-01-24 12:36:12張戰
超硬材料工程 2012年2期
張戰
(韶關賽普超硬材料科技有限公司,廣東韶關512000)
2010年以來,因北京門頭溝趙家臺葉蠟石材料趨于緊張,金剛石合成用大型壓機自2010年以來又新增兩千余臺且大型壓機配套技術以Φ45合成柱以上腔體為主,因此,無論從葉蠟石材料的用量上或是對葉蠟石材料質量要求上都有了很大提升。雙重壓力下的結果是2010年以來卸壓放炮成了金剛石行業提到的最為廣泛的技術詞語。自上世紀70年代末期金剛石合成用傳壓介質定型為北京門頭溝趙家臺葉蠟石粉壓塊以來,30多年來傳壓介質方面的研究工作幾乎停滯不前,雖然也有技術改良但對傳壓介質存在于金剛石制造業中的核心技術問題卻研究不夠:什么樣的葉蠟石可以作為傳壓介質?傳壓介質需具備那些必備的熱學性能?傳壓介質的標準?傳壓介質(葉蠟石塊)的檢驗方法等等方面的研究工作很少。金剛石合成要求傳壓介質(葉蠟石塊)必須做到萬無一失,因為萬有一失的頂錘消耗量就會超越正常的生產定額。在一個沒有標準,沒有檢驗方法的行業——傳壓介質(葉蠟石塊)制造業上要求傳壓介質(葉蠟石塊)必須做到萬無一失實屬天方夜潭。金剛石合成2010乃至2012年大型壓機卸壓放炮成為常態也是必然結果。30多年來傳壓介質方面的研究工作缺失已經成為金剛石行業進一步發展的重大技術障礙,掃除這一技術障礙對金剛石行業的貢獻將等同于上世紀90年代末期設備大型化的巨大貢獻。
1 傳壓介質所需葉蠟石標準
1.1 傳壓介質用葉蠟石組成
北京門頭溝趙家臺葉蠟石自20世紀70年代末由早期的金剛石行業專家選定為金剛石合成用傳壓介質以來,關于趙家臺葉蠟石的具體分析報告在70年代乃至2006年的文獻中都能詳細查閱到:化學組成以化學成分分析檢測為主。而表1,是目前行業內正在使用的各家傳壓介質(葉蠟石塊)制造商的材料分析,從化學成分分析檢測報告上看與北京門頭溝趙家臺葉蠟石均具有可比性,特別是在燒失、氧化鋁、氧化硅以及鈣、鎂、鉀、鈉等方面差距不大。

表1 各地葉蠟石礦石材料化學成分分析檢測報告(%)Table 1 Analysis and testing report of chemical compositions of pyrophyllite in various places(%)
從大量的葉蠟石化學成分分析檢測報告來看,用作傳壓介質的葉蠟石燒失應控制在5.5%~7.5%之間,氧化鋁應控制在27%~35%之間,氧化硅應控制在47%~65%之間,其它氧化物盡量不超過3%。但總的來說化學成分并不代表葉蠟石能不能用作傳壓介質,葉蠟石的礦物學組成相對葉蠟石化學成分來說尤為重要,表2是目前行業內正在使用的傳壓介質(葉蠟石塊)的礦物學組成分析,從中可以看出用作傳壓介質的葉蠟石的相對優劣(主要指標)。結合高壓合成實驗以及文獻資料綜合分析,相對優良的適合大腔體高壓合成的葉蠟石原礦石的礦物學組成標準擬定為表3。用作傳壓介質的葉蠟石原礦石的礦物學組成范圍標準,其中最最重要的是葉蠟石礦物相本身占比范圍為45%~80%,低于45%或者高于80%均不適合用作大腔體高壓合成的傳壓介質;其次是原礦石的石英含量范圍以及非晶相物質含量占比。當上述三項礦物相均符合表3擬定的礦物學范圍標準時,葉蠟石原礦石才可作為大腔體高壓合成傳壓介質的備選材料。當然,能否最終用作大腔體高壓合成的傳壓介質,葉蠟石原礦石的熱學性能仍需滿足傳壓介質對葉蠟石原礦的熱學性能要求。
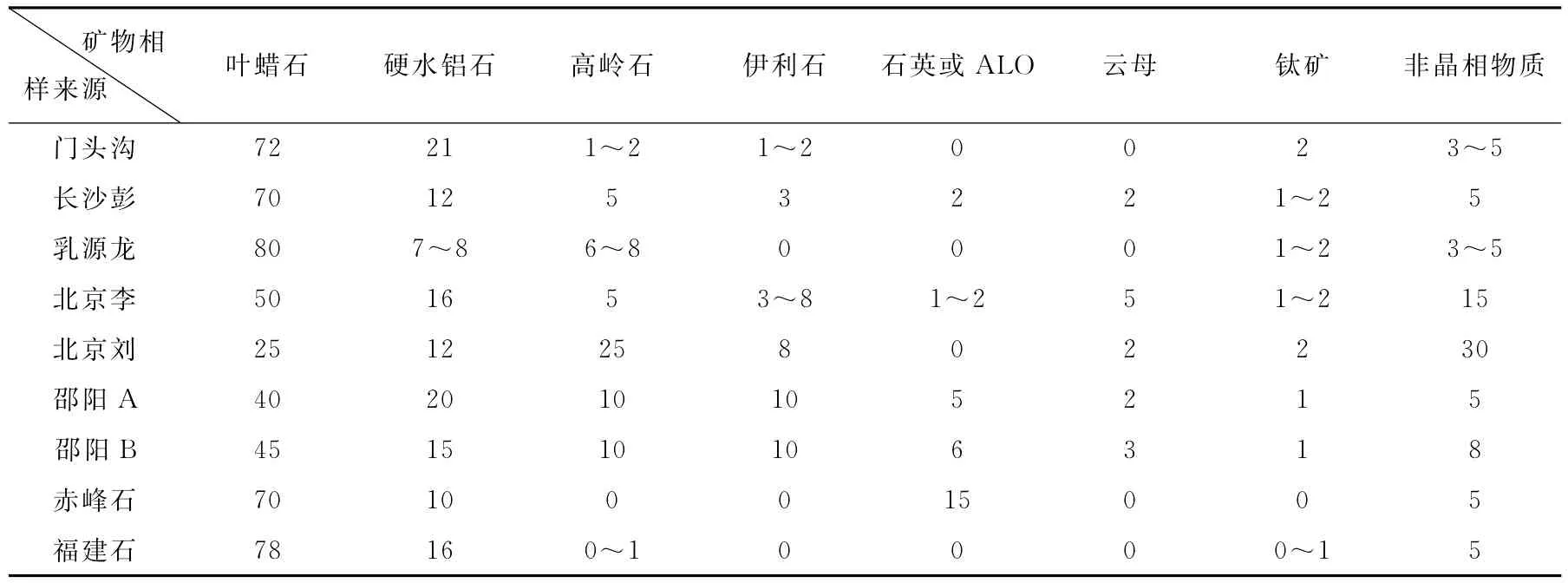
表2 目前行業內正在使用的部分傳壓介質(葉蠟石塊)的礦物學組成分析匯總(%)Table 2 Summary of composition analysis on mineralogy of some pressure medium(pyrophyllite blocks)currently used in the industry

表3 用作傳壓介質的葉蠟石原礦石的礦物學組成范圍標準(%)Table 3 Standard of mineralogy composition range of pyrophyllite crude ores as pressure medium
1.2 傳壓介質熱學性能指標
當用白云石襯管加葉蠟石外殼作為高壓合成的傳壓介質時,葉蠟石原礦石的作用主要是傳壓及密封,當然也有隔熱絕緣作用。白云石襯的主要作用是隔熱及部分分解后形成內增壓,當然也有傳壓。在高壓合成的各個階段,內外壓需達到平衡,一旦失衡高壓放炮就不可避免。葉蠟石原礦石的傳壓及密封力取決于葉蠟石原礦石的礦物學組成及其物理性能。高壓合成是一個內增壓從無到有再逐漸減小的過程,突然的內增壓激增或密封力迅速下降都會造成高壓放炮,內增壓從無到有再逐漸減小但回不到起點,原因是分解的白云石不可能逆轉,大量的二氧化碳壓縮氣體形成內增壓,壓縮氣體的能量雖然隨溫度的降低而減小但外爆能量一直存在,升壓、保壓、缷壓無論哪個階段只要內外壓不平衡都會放炮。葉蠟石原礦石在作為傳壓介質時形成的密封邊的密封力不但要大到足以抵消高壓合成時內增壓的從無到有,而且當缷壓時傳壓介質所形成的密封邊還必須要有足夠的彈力用于抵消外力減小。用作傳壓介質的葉蠟石原礦石如果沒有足夠的“壓縮彈性”,卸壓放炮就會經常發生。那么葉蠟石原礦石的哪些物理性能與足夠的“壓縮彈性”有關?首先是葉蠟石原礦石的壓縮回彈變量,大的壓縮回彈變量是足夠的“壓縮彈性”的前提條件,此乃“壓縮彈性”之根;其次是相變起始點,太低的礦石相變起始點肯定沒有足夠的高溫合成所需的“壓縮彈性”,葉蠟石原礦石的相變起始點必須高于560℃,原因是高壓合成時用作傳壓介質的葉蠟石局部受熱已達500℃以上,特別是大腔體,葉蠟石局部受熱及高于500℃以上的區域加大而且頂錘溫度明顯高于相對小腔體;再次是葉蠟石原礦石的熱膨脹情況,用作傳壓介質的葉蠟石原礦石應該具有熱脹快冷縮慢的特殊性能。
在尋找大腔體高壓合成用傳壓介質所需的葉蠟石礦石的過程中,對多種葉蠟石礦石進行了壓縮回彈變量、相變情況及熱膨脹情況分析,也試圖分析葉蠟石礦石的“壓縮彈性”,力圖尋找到具有足夠壓縮回彈變量、較高相變起始點、熱脹快冷縮慢的特殊性能的葉蠟石原礦石,從而找到大腔體高壓合成傳壓介質所需的葉蠟石原礦石。在此過程中也做了多次臨界卸壓放炮試驗,以測定大腔體高壓卸壓放炮之葉蠟石原礦石所需的“壓縮彈性”極限值。表4是我們近期做的部分葉蠟石材料原礦石及不同廠家葉蠟石塊的熱學性能測試,溫度范圍是從室溫到1000℃,線熱膨脹系數(×10-6)。檢驗設備:綜合熱分析儀;設備型號:DIL402EP;設備廠家:德國耐馳儀器設備有限公司檢測條件:升溫速度,10℃∕分鐘。
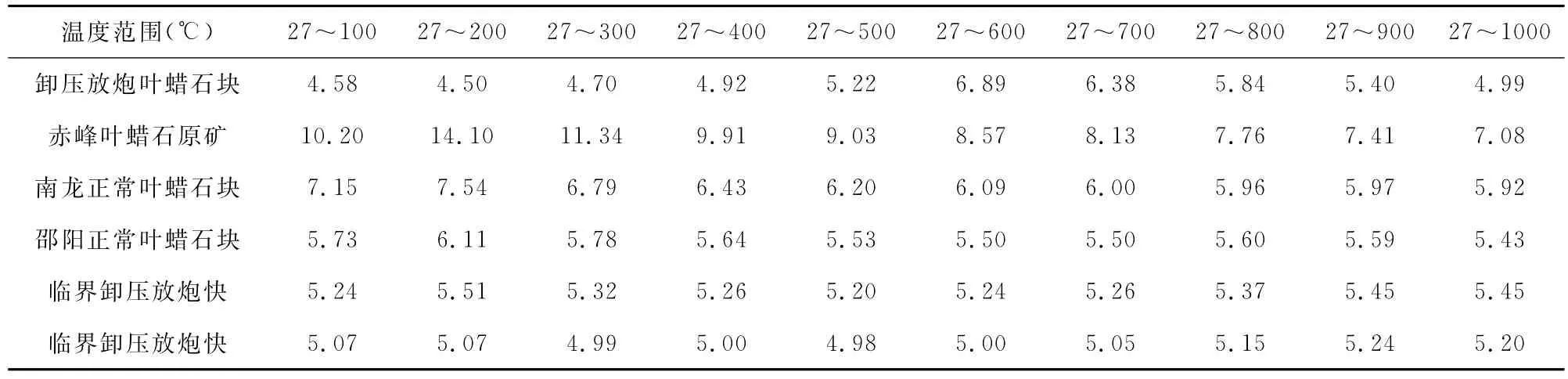
表4 部分葉蠟石原礦石及不同廠家葉蠟石塊的熱學性能測試Table 4 Thermal performance test on some pyrophyllite crude ores and pyrophyllite blocks from different manufacturers
線熱膨脹系數(×10-6/℃)太低時,用作大腔體傳壓介質的葉蠟石塊進入不穩定狀態,極限值在(0℃~500℃)5.50×10-6/℃;具有太高的線熱膨脹系數的葉蠟石原礦石也不適合作為傳壓介質的主材料,極限值應該在(0℃~500℃)7.50×10-6/℃;上限的確定仍需更多的高壓合成實驗數據。
1.3 制造工藝
滿足傳壓介質基本要求的葉蠟石原礦石經表面清洗后晾干,經鄂式破碎至20mm;錘破至7~8mm;對輥破碎至2mm以細。篩分成粗、中、細三種粒度;粗粒1~2 mm;中粒0.5~1mm;細粒0.5mm以細;粗、中粒按1∶1混合均勻,加水玻璃;加水玻璃應均勻慢速,再次混合半小時后加30%細粒度葉蠟石原礦石粉,再次混合一小時;取出混合均勻的物料過篩后放置到適當容器內存放12小時以上;壓制前再次混合一小時(用不同的混料機),過篩后涼置2~3小時使用。水玻璃比例6%~7%較適宜。
壓制好的復合葉蠟石快經整形至合適尺寸后進爐第一次焙燒,第一次焙燒的目的是分解水玻璃及脫水,分解水玻璃及脫水如同粉末冶金技術中的脫膠,粉末冶金技術中的脫膠有以下三個要素:
(1)風道設計,風道必須均勻,針對每一件產品盡量做到均勻風;此乃第一要素。
(2)脫膠時間,足夠的脫膠時間才能保證產品從內到外一次脫膠干凈,此乃第二要素。
(3)脫膠溫度,脫膠溫度與脫膠時間關系密切,溫度高時間短,但過高溫度有可能外熟里生,不利于完全分解水玻璃及脫水,此乃第三要素。
傳壓介質上壓機前要進行二次焙燒,二次焙燒的目的是調整復合葉蠟石快的硬度及傳壓性,廠家不同工藝各異。
1.4 傳壓介質的技術標準
綜合以上分析數據及大量的實驗結果,韶關賽普超硬材料科技有限公司就有關大腔體金剛石合成用傳壓介質的技術標準概括如下:
用作傳壓介質的葉蠟石原礦石需滿足如下技術條件:
(A)化學組成;
燒失5.5%~7.5%之間,氧化鋁27%~35%之間,氧化硅47%~65%之間,其它氧化物均不超過3%。
(B)礦物組成;見表5

表5 用作傳壓介質的葉蠟石原礦石的礦物學組成范圍(%)Table 5 Mineralogy composition range of pyrophyllite crude ores as pressure medium
(C)線熱膨脹系數(×10-6/℃)
下限:極限值(0℃~500℃)5.50××10-6/℃;上限:極限值(0℃~500℃)7.50×10-6/℃;
(D)葉蠟石原礦石的壓縮回彈變量(線性,加壓15MPa)回彈變量大于1.5%;
(E)葉蠟石原礦石的相變起始點高于560℃
用作傳壓介質的葉蠟石復合塊需滿足如下技術條件:
(A)尺寸偏差
用作傳壓介質的葉蠟石復合塊的外形尺寸及內孔尺寸都十分重要,同一規格同一批次的復合塊的外形尺寸及內孔尺寸需保持一致,要求:同一規格同一批次各尺寸控制在0.1mm之內;同一規格不同批次各尺寸控制在0.3mm之內;葉蠟石復合塊的外形尺寸對壓機的調整對中精度有較大影響,內孔尺寸對工藝控制精度有影響。
(B)重量偏差
同一規格同一批次的復合塊的重量應控制在1.0%之內,例如總重400克的葉蠟石復合塊重量偏差應控制在4克之內;同一規格不同批次的復合塊的重量應控制在2.0%之內,例如總重400克的葉蠟石復合塊重量偏差應控制在8克之內。
(C)0℃~500℃彈性變形量
用作傳壓介質的葉蠟石復合塊0℃~500℃彈性變形量大小對高壓合成的穩定性有很大影響,如果500℃葉蠟石復合塊失去“溫度彈性變形”,傳壓介質就失去加熱后的高壓密封性,卸壓放炮就不可避免,如果葉蠟石復合塊0℃~500℃彈性變形量太大或者太小,傳壓介質的高壓密封性能就不好確定,理想的0℃~500℃線彈性變形量大小范圍是0.85%~1.25%。
(D)1050℃失重
用作傳壓介質的葉蠟石原石燒失應控制在5.5%~7.5%之間(1250℃),葉蠟石復合塊1050℃失重大小與復合塊中白云石的用量有關,傳壓介質中的純葉蠟石層的1050℃失重控制技術指標為:5.5%~6.5%為安全范圍;6.5%~7.2%為臨界范圍;大于7.3%不安全。
(E)標準化制造工藝流程
用作傳壓介質的葉蠟石復合塊的制作工藝流程雖然簡單但十分關鍵,有關標準化制造工藝流程本文已詳述,其中包括:選礦;洗礦;破碎;過篩;混料;壓制;整形;焙燒共八個環節,其中需要強調的是混料標準化操作及焙燒的三個要素,只有經過標準化制造工藝流程生產的葉蠟石復合塊才能用作傳壓介質。
2 卸壓放炮分類
總結25年來的高壓合成工作,有關卸壓放炮的發生情形大至可分為如下十種類型,其中的大部分卸壓放炮是我們一線高壓合成時直接碰到的,少部分來源于行業技術交流。
(1)實心塊不加熱,加壓高于50MPa后卸壓放氣炮;
(2)預熱塊加熱后停熱24小時后卸壓放氣炮;
(3)冷錘、熱塊正常高壓合成后卸壓放氣炮;
(4)熱錘、冷塊正常高壓合成后卸壓放氣炮;
(5)Φ60腔體加熱合成完工后,停熱10秒沒有缷壓直接放氣炮;
(6)Φ60腔體加熱合成完工后,停熱15分鐘后卸壓仍然放氣炮;
(7)正常工作狀態的壓機,用新料塊實驗,前兩班正常,第三班開始卸壓放氣炮;
(8)正常工作狀態的壓機,用冷塊實驗,前十快正常,后開始卸壓放氣炮;
(9)高轉化率時容易卸壓放氣炮;
(10)大腔體比小腔體容易卸壓放氣炮。
3 卸壓放炮內因
針對上述十種類型的卸壓放炮,我們逐一進行技術分析,目的是找出其內在原因及規律,卸壓放炮不同于超壓階段及保壓階段高壓放炮,高壓放炮除去特殊原因后均與葉蠟石密封不佳有關系,而卸壓放炮原因特殊,畢竟已完成超壓階段及保壓階段的艱巨密封任務,找出共性即可找到解決方案。十種類型的卸壓放炮內因剖析如下:
(1)所用的實心塊彈性變形量小,回彈能力差,缷壓時密封力迅速下降,當原有加載力減弱(缷壓)時,密封力下降速度大于加載力減弱,失衡后放炮。
(2)預熱塊加熱后,經24小時已徹底冷卻,由葉蠟石所形成的密封邊回彈能力下降,當原有加載力減弱(缷壓)時,密封力下降速度大于加載力減弱,失衡后放炮。若沒有經24小時徹底冷卻,密封邊回彈能力仍可與加載力減弱相抗衡,不會卸壓放炮,可見葉蠟石所形成的密封邊回彈能力與頂錘表面溫度有關。
(3)合成后頂錘溫度低,導致葉蠟石表面溫度低,密封邊回彈能力下降,當原有加載力減弱(缷壓)后,密封邊回彈量不足,密封邊回彈能力與溫度成正比。
(4)低溫的葉蠟石吸走頂錘表面熱能,密封邊溫度降低,回彈能力下降,當原有加載力減弱(缷壓)時,密封力下降速度大于加載力減弱,失衡后放炮。同樣,密封邊回彈能力與溫度成正比。
(5)停熱導致合成快整體溫度下降,葉蠟石塊收縮,快速失去回彈能力,密封邊回彈能力與溫度關系密切,已接近臨界狀態,此時,只有有效增加密封邊回彈能力才有可能減壓,提高密封邊回彈能力的方法是要么換葉蠟石原礦石;要么提高減壓時密封邊的溫度。
(6)葉蠟石表面溫度低,回彈能力弱,不利于原有加載力減弱(缷壓),停熱導致合成快整體溫度下降,腔體內壓縮氣體壓力降低沖力減弱,同時密封邊回彈能力減弱導致密封力減弱,其速率大于壓縮氣體壓力降低沖力減弱速率,當原有加載力減弱(缷壓)時,失衡后放炮。
(7)合成后頂錘溫度逐漸降低,由葉蠟石所形成的密封邊溫度下降,回彈能力減弱,逐漸降到失衡后放炮。
(8)條件相對7更極端,由葉蠟石所形成的密封邊溫度下降,回彈能力減弱更快,缷壓放氣炮來得更早。
(9)從原理上講,只有大幅度增加合成壓力才能提高轉化率,大幅度增加合成壓力就提高了對用作傳壓介質的葉蠟石復合塊的回彈能力的要求,低轉化率時能用的葉蠟石逐漸轉化為不可用,解決方法要么是換葉蠟石原礦石,要么是提高減壓時密封邊的溫度。
(10)相對于Φ40以下的小腔體,大腔體金剛石合成時,六只頂錘及12條密封邊所形成的高壓高溫區域加大,理論上說高壓高溫區域加大后,外圍條件變數加大,提高了對用作傳壓介質的葉蠟石復合塊的質量要求,等同于提高轉化率,回到問題9。
綜上所述,用作傳壓介質的葉蠟石復合塊的回彈能力是缷壓時密封力大小的內在決定因素,回彈能力不足足以造成卸壓放炮。另外,葉蠟石復合塊的回彈能力與密封邊溫度高低關系密切,解決卸壓放炮的方法是要么更換葉蠟石原礦石,提高葉蠟石復合塊的回彈能力;要么提高減壓時密封邊的溫度,盡量不降低葉蠟石復合塊原有的回彈能力。
4 結論
根據文獻資料、材料成分及性能分析報告、實驗數據、理論分析結果、高壓合成實驗結果等綜合分析,金剛石合成2010乃至2012年大型壓機卸壓放炮成為常態的內在原因是:2010年以來,因北京門頭溝趙家臺葉蠟石材料趨于緊張,葉蠟石材料自身性能變差,金剛石合成用大型壓機自2010年以來又新增兩千余臺且大型壓機配套技術以Φ45合成柱以上腔體為主,無論從葉蠟石材料的用量上或是對葉蠟石材料質量要求上都有了很大提升,一方面性能變差,一方面質量要求提高,用作傳壓介質的葉蠟石復合塊的安全回旋余地大幅度的減小。為解決上述矛盾,韶關賽普超硬材料科技有限公司就有關大腔體金剛石合成專用傳壓介質所需用葉蠟石原礦石、葉蠟石復合塊等方面做了大量的研究、實驗、分析工作,創新性的提出了用作傳壓介質的葉蠟石復合塊的回彈能力是缷壓時密封力大小的內在決定因素,回彈能力不足是造成卸壓放炮的主要原因。另外同時也指出:葉蠟石復合塊的回彈能力與密封邊溫度高低關系密切,回彈能力與密封邊溫度成正比。并在國內乃至國際上首次制定了“傳壓介質的技術標準”,對傳壓介質用葉蠟石原礦石首次提出了具體的數字化的明確要求,有關葉蠟石復合塊也有了第一個企業標準。傳壓介質(葉蠟石塊)制造要求傳壓介質(葉蠟石塊)作到萬無一失不再是天方夜潭,用標準化的傳壓介質(葉蠟石塊)制造方法控制缷壓放炮已經成為現實。新的質量更加穩定的更適合大腔體金剛石合成用傳壓介質所需的葉蠟石原礦石在數字化的明確的“傳壓介質的技術標準”的要求指導下,必將迅速進入超硬材料行業。
