車輪殘余應力測試方法研究
2012-05-31 09:55:30王廣科
中國機械工程 2012年12期
關鍵詞:深度
丁 濤 王廣科
安徽工業大學,馬鞍山,243002
0 引言
火車輪踏面殘余壓應力的大小及其沿輪輞的分布是評價車輪質量的一個重要指標。通過熱處理方法使車輪踏面產生殘余周向壓應力,能夠阻礙裂紋的形成及發展,從而延緩疲勞裂紋的形成,這對于提高車輪的使用壽命,改善車輪的運行性能十分有利。文獻[1-3]研究了車輪制造過程中殘余應力的形成以及車輪運行過程中車輪內部應力的變化和殘余應力的作用,分析了車輪周向拉應力對車輪表面裂紋的影響,指出殘余周向壓應力的存在對提高車輪服役性能具有重要的作用。國外關于車輪產品要求的標準中,都對殘余應力進行了嚴格的規定。我國鐵路車輪標準中也規定了車輪踏面的殘余應力必須為壓應力。因此,殘余應力的測試成為檢驗車輪質量的重要內容。殘余應力的測試比較復雜,許多研究者對車輪殘余應力的測試方法進行了研究,如采用云紋干涉測試方法[4-5]和超聲波方法[6-7]對車輪殘余應力進行測試。云紋干涉測量法測試比較復雜,需要采用數值分析技術對測試數據進行處理,超聲波測量法需要特殊的設備且對被檢材料的均勻性要求較高,上述方法還缺乏統一的標準和規范。目前,工程實踐中應用較廣泛的是機械測試法[8],按照歐洲車輪測試標準[9]測量殘余應力。歐洲車輪測試標準規定的殘余應力的測試步驟較多,需要3個步驟,5次切割,每個步驟都需要在不同位置粘貼應變片,測試過程受周圍環境及人為因素的影響也較大。本文采用徑向鋸切的方法研究車輪中殘余應力的變化規律,對鋸縫附近的應力/應變情況進行比較分析,采用數值分析方法仿真鋸切過程,探討在減少鋸切次數的情況下依然能夠記錄充分的應變數據來計算殘余應力的方法,為工程應用提供依據。
1 模型建立
采用徑向鋸切的方法研究殘余應力的變化情況時,可根據一般鋸切時鋸刃的寬度來設定鋸縫寬度,根據本文的測試,可設鋸縫寬度為4.7mm,如圖1所示。隨著鋸切過程的進行,殘余應力將逐漸釋放,周圍的應變狀態將發生變化,鋸縫的寬度也會發生變化。通過對車輪徑向鋸切進行仿真分析,觀察鋸切過程中鋸縫的變化與鋸切深度的關系,研究鋸縫附近殘余應力的變化規律,探討殘余應力的試驗測量方法。
有限元仿真分析車輪徑向鋸切過程可通過生死單元功能實現,使鋸縫單元的自由度從總體剛度矩陣中消失。利用MSC.Marc中的生死單元可以仿真分析整個鋸切過程,從而跟蹤分析鋸切過程中各個部位的位移和應力狀態。
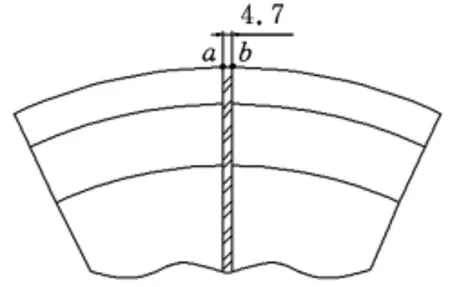
圖1 鋸縫位置
根據文獻[3]規定的測試方法對車輪的殘余應力進行測試,并對實際測試過程進行仿真分析。車輪殘余應力的測試是通過幾道切割工序完成的。通過切割,使輪輞中存在的殘余應力不斷釋放,同時利用應變片在每一道切割工序中測出表面幾個確定部位的局部變形,進而計算殘余應力狀態的變化,最后通過應力的疊加得出總的表面應力。根據測得的應力,采用線性內插法得到輪輞內部應力分布。測試結果和仿真分析結果見圖2。
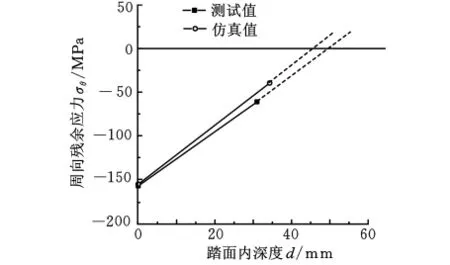
圖2 殘余應力與踏面內深度的關系
從圖2可以看出,利用仿真分析方法得到的結果與實際測試結果非常接近,說明采用有限元中的生死功能單元可以模擬殘余應力測試中的鋸切過程以及應力應變的變化規律,從而為殘余應力測試方法的研究奠定基礎。
熱處理過程的仿真分析采用二維模型進行,熱處理模擬結束后,保存計算結果網格及輪廓形狀,生成新的模型文件。然后利用Menat中的旋轉擴張功能將二維模型轉變成三維模型,生成后的模型如圖3所示,共計55 883個單元,61617個節點。
車輪經過淬火、回火熱處理后,在車輪內部會形成殘余應力,此類殘余應力為宏觀殘余應力,也即第一類殘余應力,形成的殘余應力視為車輪生產過程中的最終殘余應力。以熱處理過程仿真模擬結果(圖4)作為分析的初始條件。車輪輪輞踏面的殘余應力為殘余壓應力,踏面向內,隨著深度的增大壓應力逐漸減小,一定深度后轉變為殘余拉應力。取車輪截面進行二維熱處理模擬分析,此時坐標為直角坐標,x為軸向,y為徑向,z為周向。二維模型擴展成三維模型時要進行坐標轉換,將直角坐標轉換為圓柱坐標,具體是:(0,0,0)為中心點,(0,0,1)方向為徑向,(0,1,0)方向為周向,(1,0,0)方向為軸向,這樣更便于分析計算。

圖3 三維網格劃分
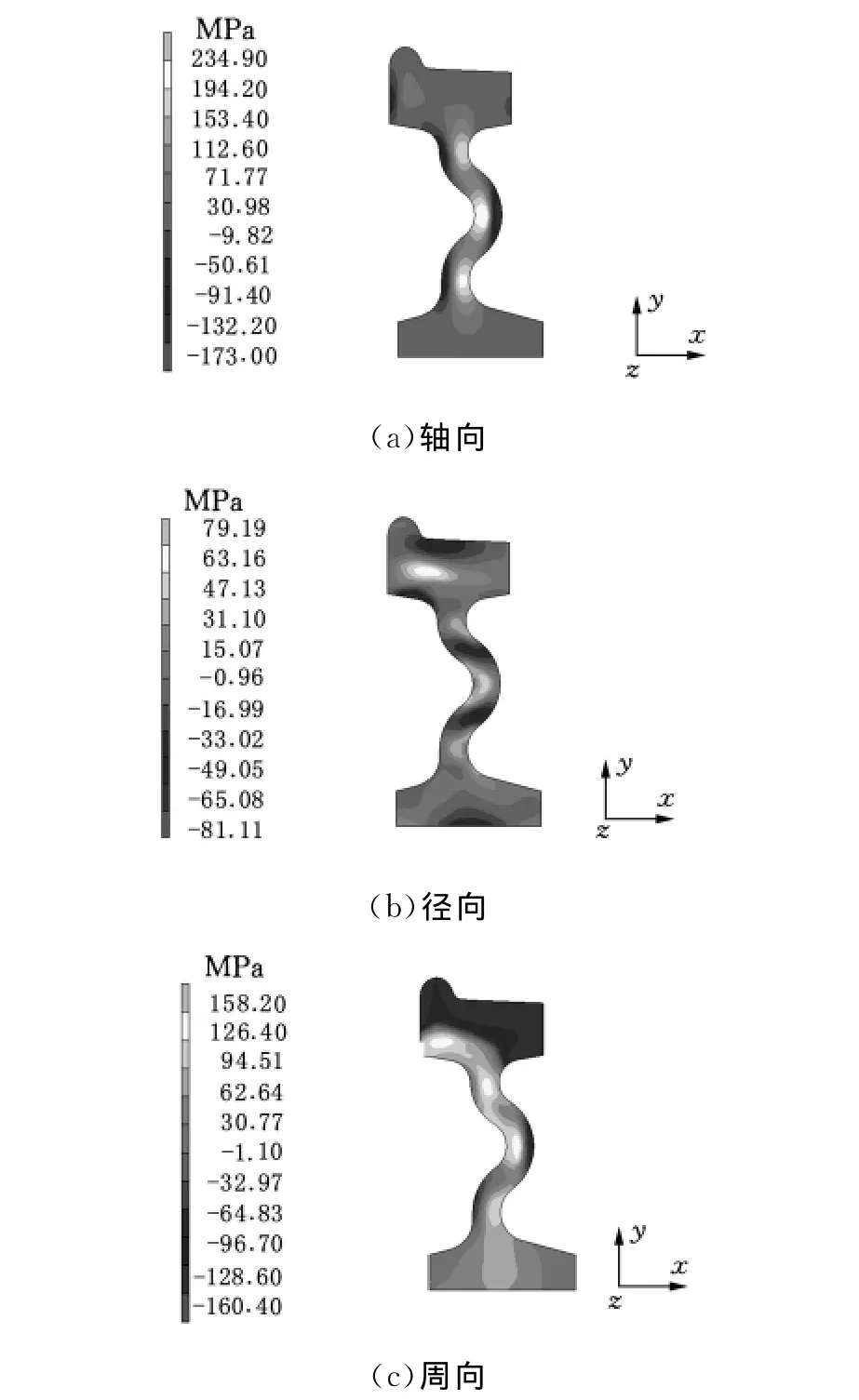
圖4 熱處理后車輪殘余應力分布
2 結果分析
2.1 鋸縫位移的變化
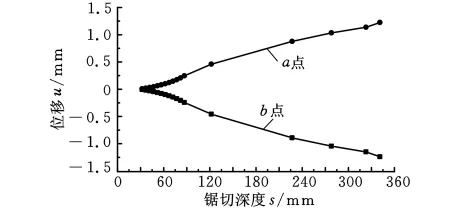
圖5 輪緣上鋸縫兩側a、b點處周向位移變化
考慮車輪的軸對稱性,鋸切位置可在圓周車輪踏面的任意位置,如圖1所示。圖5所示為輪緣上鋸縫兩側a、b點(圖1)的周向位移與鋸切深度之間的關系。隨著鋸切深度的加大,車輪中的殘余應力得到釋放,會引起鋸縫位移的變化。車輪材料為彈塑性體,鋸切中產生的少量塑性應變可不予考慮。車輪輪輞內部主要為周向殘余壓應力,所以殘余應力釋放后a、b兩點相向移動,表現為鋸縫寬度減小。隨著鋸切深度的增大,鋸縫寬度逐漸減小,鋸縫寬度與鋸切深度呈一定的線性關系。初始殘余應力的大小不同,鋸切后殘余應力釋放產生的位移及鋸縫寬度的變化也必然不同。實際鋸切中出現的夾鋸條現象與上述計算結果相符。
2.2 踏面上殘余應力的變化規律
踏面上應力測量位置如圖6所示,測點A1、A2、A3、A4、A5距鋸縫的距離分別為0、19mm、38mm、57mm、125mm。A1~A5點的位置是根據研究需要確定的,沿輪緣寬度的測試位置可根據需要確定,也可按照文獻[3]的測試規范確定。由于應力在輪輞內周向分布是一致的,故在鋸切過程中,鋸縫兩側應力狀態應呈對稱分布,因此,本文取鋸縫一側進行分析。
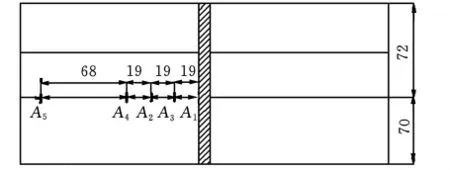
圖6 踏面上殘余應力測量位置
圖7為各個測點的周向殘余應力隨鋸切深度變化的歷程圖,由圖7可知,在鋸切開始階段,離鋸縫越近,周向應力釋放量越大;相反,離鋸縫越遠,應力釋放量越小。當鋸切深度達到輻板輪輞與輻板連接處時,距離鋸縫57mm范圍內踏面上周向殘余壓應力基本上不再變化。受車輪整體應力平衡的影響,應力狀態由原來的周向壓應力轉變為周向拉應力,在距鋸縫38mm處周向拉應力最大,依次向兩側遞減。隨著鋸切的進行,鋸切深度增大,周向拉應力有所減小。距離鋸縫125mm處(點A5)的周向殘余壓應力沒有完全釋放,鋸切深度達到輪輞與輻板連接處時,應力釋放速度放緩,釋放量變小,直至徑向鋸切完畢,應力值再沒有大的變化。
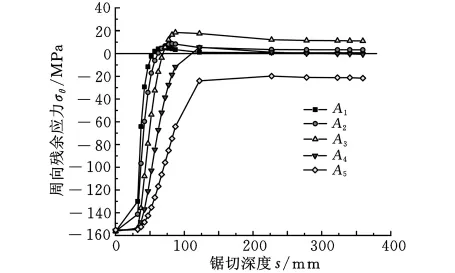
圖7 鋸切深度與應力變化的關系
圖8所示為徑向鋸切仿真模擬完成后,踏面上各點的最終應力狀態。由圖8可看出,鋸縫邊上的應力值為正,為拉應力。隨著離鋸縫距離的增大,拉應力值逐漸增大,在距離鋸縫38mm處即A3位置拉應力達到最大值。然后隨著離鋸縫距離的繼續增大,踏面上拉應力值逐漸減小,直至在A4處過渡到壓應力,并且隨著距鋸縫的距離越來越大,壓應力值越來越大,受徑向鋸切的影響越來越小。
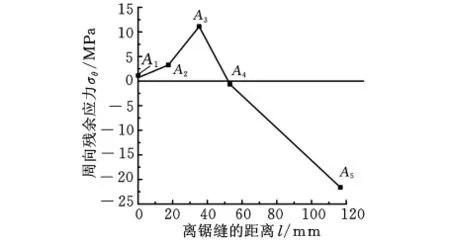
圖8 鋸切結束后踏面上應力分布
圖9所示為車輪初始殘余應力σ0不同時,在徑向鋸切過程中A4點處殘余應力的釋放情況。從圖9可看出,雖然車輪所受的原始殘余應力狀態不同,但在踏面上A4點處的殘余應力的釋放規律一致。在鋸切深度達到踏面下125mm處(即輪輞與幅板連接處時),A4點處的殘余應力隨鋸切深度的增大基本不再變化,因此可認為在該位置的殘余應力基本釋放完畢。因此,在A4點處粘貼應變片,測試鋸切過程中應變的變化,按照彈性力學理論即可計算車輪踏面上周向殘余應力的大小[10]。
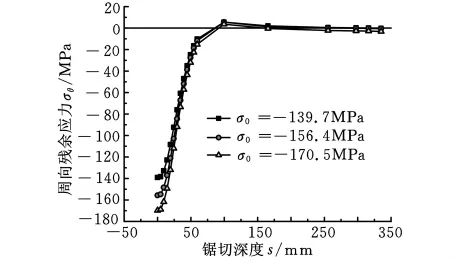
圖9 不同初始應力狀態下車輪A4點處周向應力變化與鋸切深度的關系
3 結論
(1)由試驗結果分析可知,隨著鋸切過程中應力的釋放,鋸縫寬度逐漸變小,說明車輪中存在周向殘余壓應力。車輪鋸縫處的位移和輪緣處的鋸縫寬度與鋸縫深度均呈一定的線性關系。
(2)徑向鋸切到輪輞與輻板連接圓弧處時,鋸縫附近57mm內踏面上殘余應力基本釋放完畢,應變和應力值不再產生大的變化,說明此時所有的應變和應力信息已經固定,得到的應變信息已經比較充分。因此殘余應力的測試采用徑向鋸切法,只需進行一次徑向切割,鋸切到輪輞與輻板的交界處即可,從而簡化了測試方法。
(3)按照徑向鋸切方法,在距鋸縫57mm的位置粘貼應變片,徑向鋸切到輪輞與幅板連接圓弧處時停止鋸切,記錄下應變片應變值的變化,然后依據胡克定律便可計算出踏面上的殘余應力。
[1] 沈曉輝,趙亞瓊,安濤,等.熱處理工藝對車輪殘余應力的影響[J].鋼鐵,2007,42(10):68-71.
[2] Liu Shuangqin,Perlman B,Gordon J.Residual Stresses in Passenger Car Wheels[C]//Proceedings of International Mechanical Engineering Congress and Exhibition.Chicago,2006:1-9.
[3] Gordon J,Jones J A,Perlman B.Evaluation of Service-induced Residual Stresses in Railroad Commuter Car Wheels[C]//Proceedings of International Mechanical Engineering Congress and Exhibition.Anaheim.CA:ASME,1998:13-18.
[4] Czarnek R.Development and Application of an Improved Method for Experimental Determination of Release Fields in Cut Railroad Car Wheels[J].Wear,1996,191:95-100.
[5] Wang B S,Chiang F P,Wu S Y.Whole-field Residual Stress Measurement in Rail Using Moire Interferometry and Twyman/Green Interferometry via Thermal Annealing[J].Experiment Mechanics,1999,39:71-76.
[6] Demilly F,Lonsdale C,McCabe T,et al.Wheel Rim Residual Stress Measurement Using Ultrasonic Testing[C]//Proceedings of the 13th International Wheelset Congress.Rome,2001:1-11.
[7] Lonsdale C,Demilly F,Faddro V D.Wheel Rim Residual Stress Measurements[C]//Railway Wheels Manufacturer’s Engineering Committee-Proceedings of 2000Technical Conference.Chicago,2000:13-19.
[8] 安濤,王成永,李懷明.我國車輪輪箍的質量現狀和發展[J].中國冶金,1998,17(2):28-31.
[9] European Committee for Standardization.EN13262-2004.Railway Applications-Wheelsets and Bogies-Wheels-Product Requirements[S],London:BSI,2004.
[10] 王勖成,邵敏.有限單元法基本原理與數值方法[M].北京,清華大學出版社,1988
猜你喜歡
中學生數理化·七年級數學人教版(2022年6期)2022-06-05 06:50:50
快樂學習報·教育周刊(2022年16期)2022-05-01 21:25:05
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年6期)2019-01-08 02:43:04
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
新聞傳播(2016年10期)2016-09-26 12:14:59
新聞傳播(2015年10期)2015-07-18 11:05:40
交通建設與管理(2015年15期)2015-03-20 15:18:57