陶瓷CBN砂輪地貌建模與磨削仿真
2012-07-25 04:02:42施志輝劉元偉
中國機械工程 2012年14期
關鍵詞:模型
宿 崇 施志輝 劉元偉
1.大連交通大學,大連,116028 2.唐山軌道客車有限責任公司,唐山,063000
0 引言
砂輪不同于車、銑等加工工具而具有規則的幾何形狀,它是通過結合劑將大量的幾何形狀不確定的磨料磨粒固結在一起而形成的,且磨粒的分布是隨機的,因此其工作表面的形狀是無法確定的。由于砂輪結構的這一獨特性,使得對其磨削加工機理的研究及磨削加工過程的預測分析較其他加工方法困難得多[1-3]。隨著磨削工藝技術的發展,人們希望能夠預測砂輪的磨削性能和磨削結果,從而實現對磨削過程的優化控制。仿真法通過對實際砂輪的組成及特性建模來分析砂輪的組織結構對磨削加工過程的影響,使研究者能更加直觀地觀察砂輪的磨削行為及材料的去除過程,從而有利于對砂輪的磨削性能及磨削結果作出準確的評價和預測。
磨粒在砂輪表面的空間分布和形態構成了砂輪地貌。目前,許多學者通過實際測量有效磨粒的數量和磨損面積的方法來建立砂輪的地貌模型[4-5],這種方法能夠建立較準確的仿真模型,但是需要精確的砂輪表面數據。利用簡單的幾何體模擬磨粒,如球體、橢球體、圓錐體等[6-10],然后將其隨機分布在砂輪基體表面上來建立砂輪的地貌模型也是常用的一種砂輪地貌建模方法。這種方法簡單,在某種程度上能夠滿足仿真需求,但與實際的砂輪地貌仍有較大差距。
本文以陶瓷CBN砂輪貼片地貌為仿真原型,考慮到CBN磨粒形狀的不規則性、尺寸的不確定性以及其分布的隨機性特點,建立了貼片地貌模型,并采用該模型進行磨削加工仿真,進而分析了磨粒的切削機理及工件表面的創成機理。
1 砂輪地貌建模方法
1.1 磨粒幾何建模
由于磨粒晶體的生長機理不同或制粒過程中的破碎方式不同,使得磨粒的形狀很不規則,并且磨粒間的形狀差異也很大。與球體、橢球體、圓錐體相比,磨粒的整體形狀更近似于不規則的多面體,因此本文將采用多面體結構來模擬磨粒的形狀。根據實際磨粒的結構特點,在構建多面體結構磨粒時需要滿足以下三個隨機特性:①多面體側面數量的隨機性;②側面法向矢量的隨機性;③多面體尺寸的隨機性。
本文采用隨機空間平面切分正六面體的方法來生成多面體磨粒。圖1所示為多面體磨粒形成過程的二維簡圖。在切分磨粒的過程中,可以通過切分平面的數量來控制多面體的側面數量;通過變換坐標系來獲得切分平面隨機法向矢量;通過縮放假想圓的半徑r來調節磨粒的尺寸。

圖1 五次切分后的磨粒形狀
1.2 磨粒分布建模
在實際砂輪表面上,磨粒的分布是隨機的,突出高度也各不相同,因此,在建立砂輪地貌模型時必需考慮到磨粒隨機分布的特性。
建模時,磨粒的位置可以用其中心坐標(假想球體中心)來表示,這樣可以通過調節磨粒的中心坐標來控制磨粒的分布,即通過磨粒中心坐標的隨機變換來實現磨粒在x向、y向、z向位置的調節。為避免建模時磨粒之間發生重疊,采用虛擬格子來約束磨粒,即將每一個磨粒約束在一個假想存在的格子中,每個磨粒在格子中的位置都通過隨機變換矩陣來控制,這樣既可避免磨粒之間發生重疊,又符合了磨粒隨機分布的特性。圖2所示為4×4×1個磨粒的隨機分布實現過程。

圖2 磨粒在結合劑內的隨機分布過程
2 砂輪地貌模建模與磨削仿真
2.1 砂輪地貌模建模
基于ANSYS軟件內嵌的APDL編程語言,采用磨粒幾何建模方法來構建仿真磨粒。圖3a~圖3h分別示出了切分次數分別為0次、10次、20 次 、30 次、40 次、50 次、60 次 、70 次的磨粒幾何形狀,可以看出,隨著切分次數的增加,切出的磨粒將近似于球體。圖4所示為粒度為120/140的仿真磨粒與CBN磨料的對比圖,可以看出,仿真磨粒(圖4a)與真實磨粒(圖4b)具有相似的幾何特征。

圖3 不同切分次數的仿真磨粒形狀

圖4 仿真磨粒與CBN磨粒
以陶瓷CBN砂輪貼片地貌為仿真原型,如圖5a所示。其中CBN磨料的粒度為120/140。建模時,仿真磨粒的初始邊長為125μm,假想球的直徑為106μm,這樣所生成的磨粒的粒徑將在106~125μm范圍內,符合120/140粒度磨粒的公稱尺寸要求。本文對砂輪地貌的研究重點考慮了磨粒形態與分布,因此簡化了結合劑的結構。采用磨粒分布建模方法,建立了5行×5列×1層的砂輪地貌模型。比較圖5a與圖5b可以看出,仿真砂輪與實際砂輪具有相似的地貌特征,如磨粒分布的隨機性、突出高度的差異性以及形狀的不確定性。

圖5 仿真砂輪與貼片地貌
圖6a所示為仿真砂輪表面上磨粒的突出高度。可以看出,磨粒平均突出高度約為50μm,與圖6b所示的貼片表面輪廓高度相近。
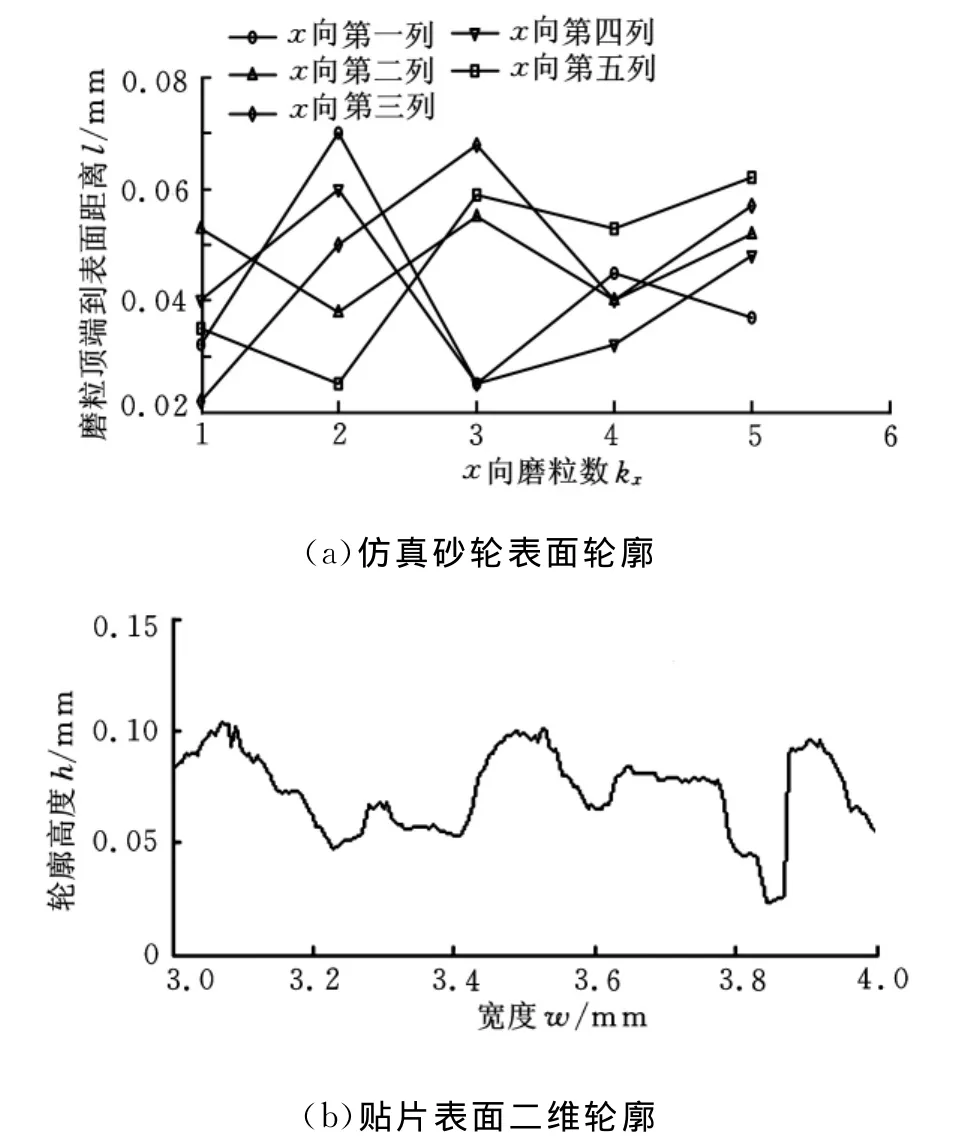
圖6 仿真砂輪與砂輪貼片表面輪廓
2.2 磨削過程仿真
2.2.1 仿真砂輪與工件耦合模型
磨削仿真涉及工件材料的去除,即磨屑與工件的分離,屬于連續體結構解體分析。采用有限元網格法模擬這類不連續問題時,需要設置網格分離準則,操作起來十分繁瑣且容易出錯。光滑粒子流體動力學法(smoothed particle hydrodynamics,SPH)是一種無網格數值模擬方法,計算域由離散的攜帶質量的粒子組成,粒子本身便代表材料,不同材料的粒子自然地構成界面。SPH法可以用來處理大變形、破壞等結構不連續變化的問題,并能夠準確地描述材料復雜的本構行為。
粒與結合劑均屬于硬脆材料,在磨削過程中產生的變形極小,適于采用Lagrange網格來描述。而工件材料將發生劇烈的彈塑性變形,并有切屑產生,適于采用SPH粒子建模。SPH粒子模型的約束方式不同于有限元模型,有限元模型可以通過約束節點的自由度來固定工件,而SPH粒子模型則通過定義對稱平面來對模型邊界的法向進行約束,因此,需要在SPH粒子工件模型左側面及底面分別設置約束平面來固定工件,仿真模型及其邊界約束如圖7所示。磨粒及工件的材料特性參數見表1,陶瓷結合劑的密度為3.8g/cm3、彈性模量為270.34GPa、剪切模量為110.83GPa、泊松比為0.22。
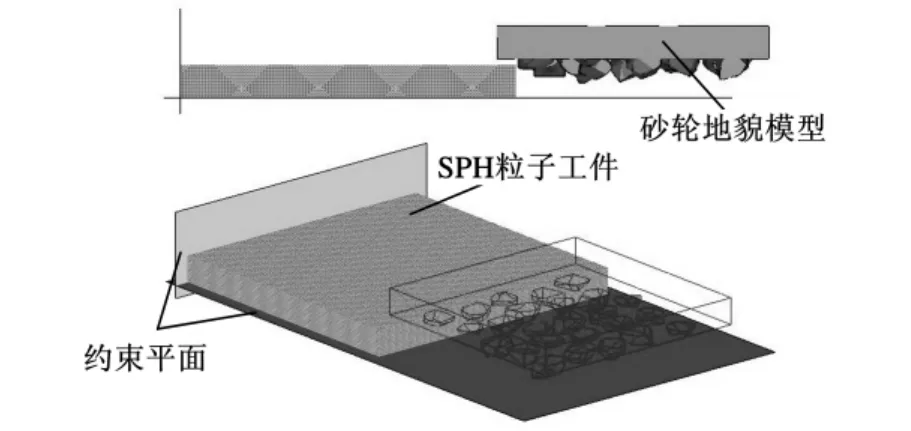
圖7 砂輪與工件仿真模型

表1 磨粒與工件材料的物理特性參數
2.2.2 仿真結果與分析
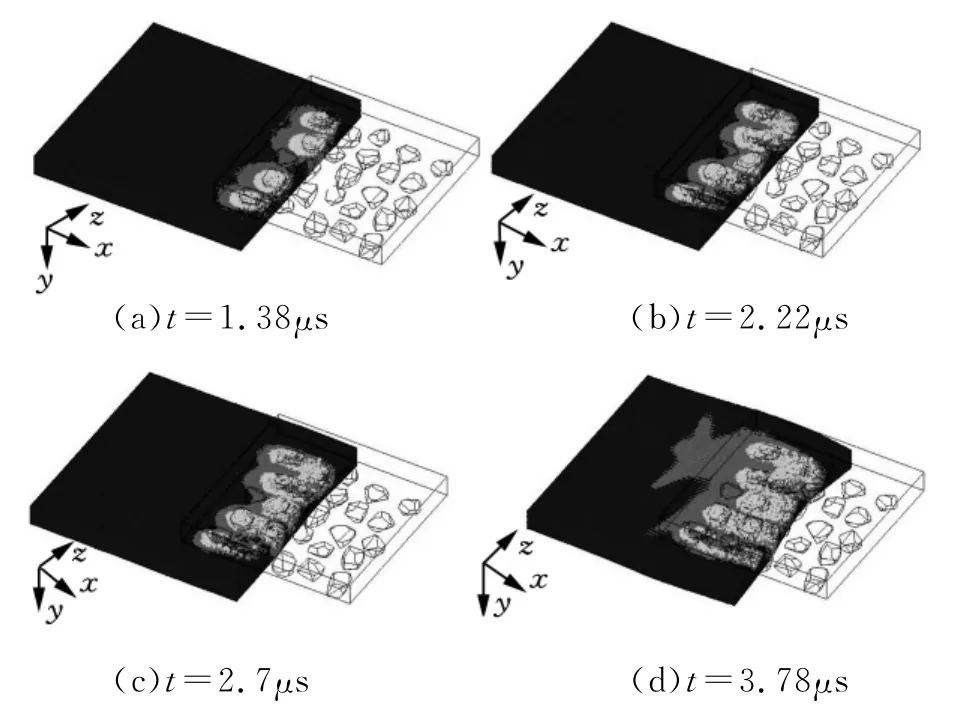
圖8 仿真砂輪磨削過程
砂輪速度為100m/s,平均磨削深度為20μm,圖8所示為仿真砂輪磨削過程。從圖8a可以看出,在x向第一行切入的磨粒中,位于第四列的磨粒切深最大,其值為33μm,工件材料在磨粒的擠壓下發生塑性變形,流向磨粒的前方及側面而形成溝痕。位于第三列的磨粒切深最小,其值為2.56μm,該磨粒僅在工件表面滑擦,工件材料的變形程度很小。從圖8b和圖8c可以看出,在x向第二行切入的磨粒中,位于第三列的磨粒的突出高度大于其切削前方的磨粒,因此在前方磨粒切出的溝槽上發生二次切削,切削深度為兩者突出高度之差,值為27.49μm。位于第一列和第四列的磨粒由于其突出高度低于切削前方磨粒,所以僅在其前方磨粒切出的溝槽側面發生滑擦。當磨削時間t=3.78μs時,x向第三行磨粒切入工件,如圖8d所示。第三行磨粒中除第五列磨粒外,均參與切削過程。其中第一列磨粒在前一行磨粒切削后的加工表面上進行了二次切削,而第二、三、四列磨粒則進行了三次切削。
圖9所示為磨削4.0μs后工件的表面形貌。從圖中可以看出,工件的成形表面極不規則,每個溝槽的形狀、深度及隆起高度都不相同。這是因為砂輪表面上磨粒的形狀不規則、分布不規律,造成了磨粒的切削軌跡互相干涉、重疊,使得最終的工件成形表面溝痕交錯、起伏不平。
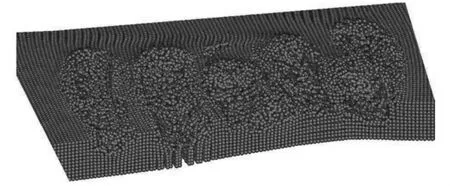
圖9 工件成形表面
從仿真過程可以看出,磨粒的推擠使SPH粒子向磨粒的前方及側面流動,并有部分粒子向切削層下方流動。這是因為磨粒的加工前角多為負前角,因此會產生較大的切向力、側向推力及法向力。切向力主要使磨粒前方的SPH粒子向前運動并產生隆起,側向推力則造成SPH粒子的側向隆起,法向力使SPH粒子產生向下運動的趨勢。圖10所示為總的磨削力F及其法向分力Fn、切向分力Ft、側向推力Fc的變化情況,可以看出,隨著磨粒切入數量的增加,磨削力隨之增大;法向分力大于切向分力,說明磨粒的平均加工前角大于45°;側向推力較小,負向趨近于零,說明作用于所有磨粒兩側的側向推力基本抵消。

圖10 磨削力變化情況
3 結束語
考慮到砂輪地貌及表面磨粒的幾何特征,研究了多面體磨粒的生成技術及其空間隨機分布技術。以陶瓷CBN砂輪貼片地貌為仿真原型,構建了具有實際砂輪表面幾何特征的砂輪地貌仿真模型。考慮到磨削過程中工件材料的去除形式,采用有限元法和光滑粒子流體動力學法的耦合方法進行了磨削過程仿真,分析仿真結果得出結論:磨粒的推擠使工件材料發生塑性變形,沿磨粒的前方及側面隆起,在工件表面形成溝痕;磨粒的凸出高度不相等,分布也無規律性,使得磨粒間的切削軌跡相互干涉、重疊,造成工件表面溝痕交錯,起伏不平。
[1]Malkin S.Grinding Technology Theory and Applications of Machining with Abrasives[M].America:Halsted Press,1989.
[2]任敬心,華定安.磨削原理[M].西安:西北工業大學出版社,1988.
[3]李伯民,趙波.現代磨削技術[M].北京:機械工業出版社,2003.
[4]Suto T,Sata T.A Simulation Model of a Grinding Process.IV.Research on Adaptive Control of High Efficiency Cylindrical Plunge Grinding[J].Journal of the Japan Society of Precision Engineering,1979,45(5):554-559.
[5]Suto T,Sata T.Simulation of Grinding Process Based on Wheel Surface Characteristics[J].Bulletin of the Japan Society of Precision Engineering,1981,15(1):27-33.
[6]Gong Y D,Wang B,Wang W S.The Simulation of Grinding Wheels and Ground Surface Roughness Based on Virtual Reality Technology[J].Journal of Materials Processing Technology,2002,129(1/3):123-126.
[7]王君明,葉人珍,湯漾平,等.單顆磨粒的平面磨削三維動態有限元仿真[J].金剛石與磨料磨具工程,2009(5):41-45.
[8]Fang L,Cen Q,Sun K,et al.FEM Computation of Groove Ridge and Monte Carlo Simulation in Twobody Abrasive[J].Wear,2005,258(1/4):265-274.
[9]Doman D A,Warkentin A,Bauer B.A Survey of Recent Grinding Wheel Topography Models[J].International Journal of Machine Tools & Manufacture,2006,46:343-352.
[10]Brinksmeier E,Aurich J C,Govekar E,et al.Advances in Modeling and Simulation of Grinding Processes[J].Annals of the CIRP,2006,2:667-696.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
網絡安全與數據管理(2022年1期)2022-08-29 03:15:20
導航定位學報(2022年4期)2022-08-15 08:27:00
中學生數理化·中考版(2022年8期)2022-06-14 06:55:24
新世紀智能(數學備考)(2021年9期)2021-11-24 01:14:36
成都醫學院學報(2021年2期)2021-07-19 08:35:14
新世紀智能(數學備考)(2020年9期)2021-01-04 00:25:14
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
光學精密工程(2016年6期)2016-11-07 09:07:19