DCS在焦爐地面除塵系統中的應用
2012-07-26 04:57:08楊會海朱德明王雷雷韓順利
自動化儀表 2012年4期
關鍵詞:系統
郭 杰 楊會海 朱德明 王雷雷 韓順利
(河南利源燃氣有限責任公司,河南 安陽 455000)
0 引言
目前在我國焦化行業中,針對焦爐煉焦生產出焦時散發粉塵量大、環境污染嚴重的問題,廣泛采用干式袋式除塵系統來控制,并取得了一定的的經濟效益和社會效益。
近幾年來,DCS系統以其強大的控制功能和較高的可靠性,在焦化、熱電、化工等行業的生產過程自動化控制中得到了廣泛應用。焦化廠地面降塵系統在融入了DCS系統后,自動化程度進一步提高,操作界面簡明易懂,對崗位操作工人的業務素質要求較低,同時也改善了工人工作和廠區周邊環境,響應了國家能源與環境的可持續發展的要求。
1 工藝流程與原理
焦爐煉焦出焦時,首先由推焦車向除塵系統風機組發送除塵提速信號,風機組在液力耦合器的控制作用下由怠速向高速運行,配風閥隨著風機組速度的提升而慢慢關閉,當風機轉速達到一定程度時推焦車開始推焦。推焦過程中焦側會產生大量陣發性高溫煙塵,這些煙塵在熱浮力和風機產生的負壓吸力的作用下,經連接管道引入蓄熱式冷卻器內。冷卻器將高溫煙塵冷卻到120℃以下,經過灰斗導流裝置的粗分離后,含塵氣體被送入脈沖袋式除塵器,其經過濾袋時即被細分離,凈化后的空氣經由排氣筒排入大氣。出焦完畢后由推焦車提供除塵風機組減速信號,則風機組由高速轉入怠速運行,配風閥會在風機組減速過程中逐漸打開。
地面除塵工藝流程圖如圖1所示。
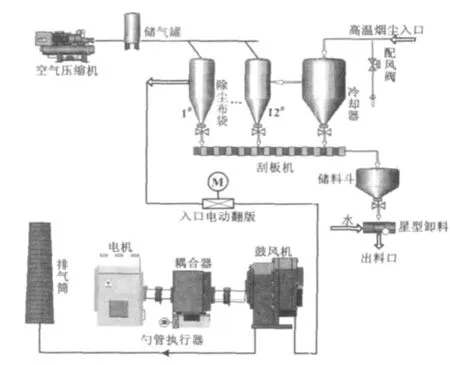
圖1 地面除塵工藝流程圖Fig.1 The technological process of ground dust removing process
粗分離出來的固體粉塵直接落入粉塵倉內暫存,細粉塵則會由于截留、慣性碰撞、靜電和擴散等原因被吸附在濾袋外表面,需經反吹、振打后落入粉塵倉。當粉塵倉內粉塵達到一定量時,可以打開各粉塵倉的格式閥,粉塵在振打電機的作用下落入刮板機,然后再由刮板機輸送到卸灰倉,最后微粒狀粉塵在星型卸灰系統內被加濕攪拌后卸到料車運走。
2 除塵工藝聯鎖與控制要求
本系統是DCS控制系統與傳統的布袋除塵系統的結合,在由DCS實現復雜的控制中主要考慮并分析如下工藝聯鎖與控制要求。
2.1 風機自動提速
風機組轉速由液力耦合器的勺管執行器調整控制,勺管執行器接收來自DCS SM511模塊輸出的4~20 mA控制信號。4 mA時對應為低速,此時勺管執行器開度為15%、液力耦合器輸出轉速為260 r/min;20 mA時對應為高速,勺管執行器開度為55%、液力耦合器輸出轉速為900 r/min。勺管執行器同時又將開度實時反饋給DCS系統SM481模塊。推焦車摘下機側爐門后風機組開始提速,30 s內速度上升到額定轉速開始高速運行,推焦桿后退時即可降速,稍后恢復到低速運行,其實際高速運行時間僅為60 s左右。采用液力耦合器調速的風機系統節能效果顯著。
2.2 自動反吹清灰
除塵布袋上的積灰厚度與設備運行時除塵濾袋前、后的壓力差ΔP成正比。ΔP表明了除塵風機組的阻力,決定著整個系統的吸力,也直接影響到系統的工作狀況和除塵效果,所以一般用ΔP來確定濾袋反吹清灰時機。根據試驗運行,ΔP一般在1 400~1 800 Pa,所以設定1 800 Pa為反吸清灰壓力值。當壓力達到該值且能保持一定時間(10 s)時,反吹系統會自動運行,以保證除塵系統的正常運行和代謝。該系統既可在線啟用反吹,也可利用檢修時間或交接班時間采用離線反吹,使用靈活。
2.3 空壓器聯鎖
反吹清灰和氣動閥門用氣由空氣壓縮站提供,系統工作壓力為0.3~0.6 MPa,耗量為 6 m3/min。若系統壓力太低,會使除塵反吹清灰效果大打折扣;壓力太高又會減少濾袋的使用壽命甚至損壞濾袋,所以系統壓力必須與空氣壓縮機啟、停建立聯鎖。當壓力低于0.3 MPa時,空氣壓縮機自動啟動補充氣量;回升到0.6 MPa時,則自動停止。
2.4 閥門開度調節
除塵系統根據風機組的轉速來調節配風閥和通風機組入口電動翻板的開度。配風閥和電動翻板都是4~20 mA模擬量信號接口,方便與DCS系統的AI和AO模塊連接。當風機低速運行時,配風閥全開,電動翻板關至20%;當風機高速運行時,配風閥關閉,電動翻板開至60%。
2.5 風機組聯鎖
根據液力耦合器進出油溫度、壓力、主電機三相繞組溫度,與風機主電機建立聯鎖。當耦合器進出油溫度和主電機三相繞組溫度超過一定數值或液力耦合器出油口工作壓力低于0.03 MPa時,系統給出提示并報警;若溫度繼續上升且達到緊急停車溫度或壓力下降達到緊急停車壓力時,則DCS向主電機發送緊急停車指令,迫使系統停車,以起到保護作用。
2.6 入口煙塵溫度監視
除塵器布袋是纖維織物,不耐高溫,如果入口煙塵溫度過高,會加速布袋的老化,甚至直接燒毀布袋,它直接影響到布袋的使用壽命。因此,一般要實時監視和記錄進入口布袋前的煙塵溫度,并在溫度超過報警溫度時能提示并報警。一般將報警溫度設定為120℃。
3 DCS系統實現方案
3.1 MACS 系統簡介
本系統采用和利時公司開發的第四代DCS系統——Hollias_MACS。MACS系統是由以太網和使用現場總線技術的控制網絡連接的各工程師站、操作員站、現場控制站、通信控制站、數據服務器組成的綜合自動化控制系統,以完成對現場生產設備的分散控制和集中管理操作。
3.2 硬件配置
除塵DCS系統硬件主要由2臺工程師站工控機、1臺現場操作員站工控機、1套現場控制站(包括由主控機籠、I/O機籠、端子模塊、電源模塊、主控模塊、現場總線及以光電收發器為主的網絡通信設備組成的SM系列硬件系統)組成。現場控制站定義為10#站,整套系統處理的現場信號點和使用模塊統計如表1所示。
根據以上硬件配置,在工程師站工控機上使用MACSV5.0進行設備組態,并根據以上I/O測點進行數據庫組態和服務器算法組態;根據工藝聯鎖與控制要求完成控制算法組態,最后生成控制算法源代碼并下載到現場控制站。

表1 I/O模塊配置表Tab.1 Configuration of I/O module
3.3 軟件配置
現場操作室工控機定義為OPS52,可安裝操作員運行軟件MACSV-OPS,可以完成用戶對人機交互界面的監控,包括流程圖、趨勢、參數列表、報警、日志的顯示和控制調節以及參數整定等操作功能。
集控室工控機定義為OPS50和OPS51,可安裝工程師離線組態軟件MACSV-ENG、操作員運行軟件MACSV-OPS和服務器運行軟件MACSV-Server。它不僅可以完成操作員的所有功能,又還可完成用戶對測點、控制方案、人機界面的組態、相關系統參數的設置和現場控制站下裝與調試,以及服務器、操作員站的下裝(工程師站),還可以完成用戶對系統實時、歷史數據的集中管理和監視,并為各站的數據請求提供服務(服務器)。集控室兩臺工控制機作為服務器互為冗余結構,使用一臺備用一臺,當其中一臺出現問題后,另外一臺可以自動無縫切換運行。
現場控制站主控制單元內運行控制算法軟件,用以完成數據采集與輸出、工程單位轉換以及控制運算,并通過監控網絡與工程師站和操作員站進行通信,完成數據交換。
現場控制站配置有兩塊互為冗余的主控制單元,主控制單元上有硬件冗余切換電路和故障自檢電路,一旦工作中的主控單元發生故障,另一個主控單元自動進入工作狀態,可實現熱插拔和不間斷切換。
3.4 網絡配置
Hollias_MACS系統的網絡由上到下分為監控網絡(即 MNET)、系統網絡(即 SNET)和控制網絡(即CNET)3個層次。監控網絡采用工業以太網雙網冗余配置,可實現工程師站、操作員站與系統服務器的互連。系統網絡可實現現場控制站與系統服務器的互連,雙網冗余配置。控制網絡實現現場控制站與過程I/O模塊和主控單元的連接與通信,采用Profibus-DP現場總線技術。系統網絡和控制網絡完成相對獨立的數據采集和設備控制功能,以有效隔離工業自動化系統和IT系統。
3.5 工程組態實施過程
將控制器算法下裝到控制器后,就可以制作報表并定時打印。根據工藝流程圖制作圖形組態,完成后通過工程師下裝軟件下裝到操作員電腦上,以監控系統運行。
4 地面除塵系統運行狀況
某焦化廠地面除塵DCS生產過程自動化控制系統自2010年5月正式投入運行至今,經過一段時間的運行和考驗,其運行狀況現總結如下。
①液力耦合器由怠速向高速提升時,由于提速太快造成主電機過電流跳閘。經反復調試,得到如下規律:使液力耦合器提速時速度與高壓電機運行電流呈一定的線性關系,盡量使速度平穩地提升或下降,以避免電流跳閘現象的發生。
②由于其他原因該DCS系統的上級電源出現過幾起停電事故,因此,為了避免系統因停電影響生產,保證供電的連續性,我們在中控室、除塵操作室和現場控制站都投用了UPS電源系統。
③使用了DCS的地面除塵系統的工控機、服務器、通信網絡、控制單元等均采用雙機主備冗余技術,且又有UPS電源保障供電,大大提高了系統的安全性和可靠性。
5 結束語
融入了和利時DCS的地面除塵系統保證了與焦爐生產系統的配套運行,大幅改善了廠區生產環境,且系統免維護。和利時DCS控制系統在焦化廠地面除塵系統中得到了成功應用。
[1]高乃文,鄒爽.和利時DCS系統在電除塵器上的應用[J].水泥,2008(7):53-56.
[2]王曉琴.煤焦工藝[M].北京:化學工業出版社,2005:148-150.
[3]中國環境保護產業協會袋式除塵委員會.我國袋式除塵行業2009的發展綜述[J].中國環保產業,2010(8):11-17.
[4]勞有蘭,曾文波,寧常紅,等.基于PLC焦化出焦除塵控制系統的設計[J].廣西工學院學報,2005,16(3):73-76.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32
