內孔口部圓角及錐孔磨削
2012-07-31 08:05:44侯培紅劉鏑時王榮華奚曉鳳
上海電機學院學報 2012年4期
關鍵詞:工藝
侯培紅, 劉鏑時, 王榮華, 奚曉鳳
(上海電機學院 機械學院,上海200245)
拉深模凹摸的加工內容有錐孔和內圓孔及其口部R圓角加工。其口部R圓角的傳統加工工藝分為兩個工序:先利用工具磨床將磨頭擺動一定的角度,以內圓磨削的方式進行磨削;后用手工挫刀靠人工修出圓弧。如此加工的R圓角,其質量的好壞取決于操作工的技術、手感,故其加工得到的口部R圓角的輪廓一致性差,導致在進行拉深加工時,拉深件容易被撕裂或拉破。
與傳統磨床相比,數控磨床可以加工出傳統磨床加工不出的帶曲線、曲面的復雜的零件;且數控磨床只要更換一個程序就可實現另一工件加工的自動化,極大地提高了生產效率;利用數控磨床還可以在一次裝夾下對零件的各個部位進行加工,實現了多工序的集中,很好地保證了零件的平行度、垂直度等相互位置精度,其加工的零件精度高,尺寸分散度小,尺寸和輪廓的一致性好[1-2]。
為解決高硬度硬質合金拉深模錐孔、內孔及口部R圓角傳統工藝難以解決的問題[3-8],本文進行了機床的數控化改造,通過設計特制磨頭,開發了一次性裝夾磨削錐孔、內孔口部R圓角磨削新工藝,既解決了相關技術難題,又提高了勞動生產率。
1 被磨削件及其技術指標
1.1 磨削內容及其質量技術指標
被磨削件為拉深模,如圖1所示。材料為硬質合金,其硬度為HRC60以上。主要磨削錐孔、內孔及其口部R圓角。被磨削件尺寸范圍如下:外徑18mm,內徑φ10mm,孔深30mm,圓角半徑為R1.25mm,錐角3°。質量技術指標:同軸度為0.02mm,垂直度為15μm,圓度為5μm,表面粗糙度為Ra=0.8μm。被磨削件屬于小尺寸零件,其尺寸小、硬度高,磨削加工質量要求也高。
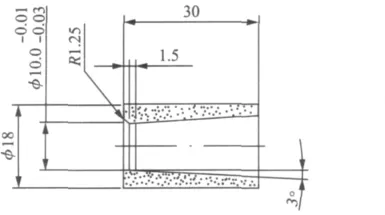
圖1 被磨削件零件圖(mm)Fig.1 Parts of the ground piece(mm)
1.2 技術難點及其應對措施
本文考慮以下內容:
(1)要求一次性裝夾完成錐孔、內孔及其口部R圓角成形;
(2)被加工工件材料為硬質合金,硬度高;
(3)錐孔和口部R圓角的磨削余量大;
(4)錐孔與口部R圓角不在工件的同一側。
磨削開始時,由于內孔口部形狀特征為直棱角,故在將其磨削成圓弧時,其磨削余量大;且由于直棱角硬度很高,在磨削開始時很容易在磨頭表面劃出溝槽,因此不僅要求磨頭有較高的硬度和耐磨性,而且應具有抗切割的堅韌性。
2 錐孔內孔口部圓角磨削工藝創新
2.1 工藝路線設計及選擇
根據該被磨削件的特點,設計了以下幾種工藝路線。
(1)先裝夾口部圓角一端進行錐孔的粗加工,去除錐孔的大部分余量;然后掉頭裝夾零件的另一端,一次性粗精加工內孔及其口部圓角、精加工錐孔。該工藝路線需要裝夾2次,比較繁雜,但粗、精加工分開,有利于配置刀具,可以完成整個加工;需要準備專用刀具,進行2次對刀。
(2)裝夾錐孔一端,一次性粗、精加工錐孔、內孔及其口部R圓角。這種工藝路線可以完成整個輪廓加工,但對刀具的耐磨性、耐用度要求較高;需要準備專用刀具。
(3)裝夾口部圓角一端,一次性粗、精加工錐孔、內孔及其口部R圓角。雖然也是一次性裝夾,但刀具不易準備,即使設計好專用刀具,但數控加工程序編制也很繁雜。
綜上所述,工藝路線(2)相對可行。
2.2 開發專用數控磨床
為了實現一次裝夾完成凹模錐孔、內孔及其口部R圓角的磨削加工,最有效的辦法就是開發專用數控磨床[1-6]。為此,本文采用將普通數控車床改造為數控磨床的方法,實現多次裝夾磨削改為一次裝夾磨削。
根據本文被磨削件的特點,對X、Z兩軸聯動數控車床加以改造即可,而且只需要更換刀架為磨頭主軸。改造后的數控磨床為雙主軸、兩軸聯動數控磨床。兩主軸分別為工件主軸和磨頭主軸。磨削精度,即圓度、同軸度及垂直度等均由機床保證。
由上文可知,本文的磨削件為小型零件,故宜選用小型機床即可。本文選用性價比較高的TG30作為數控磨床化改造的數控車床。TG30具有以下特點:① 采用直線滾動導軌;② 屬于小型、精密、低價位數控車床,適用于IT產業及有色金屬、小型軸盤類零件的加工;③ 床身全部為整體鑄造,采用樹脂砂翻砂,導軌為超音頻淬火,淬火層深度超過2.5mm。表1、2為所選TG30型數控車床的主要規格及技術參數,完全可以滿足本案磨削加工的被磨削件尺寸規格要求和加工精度要求。
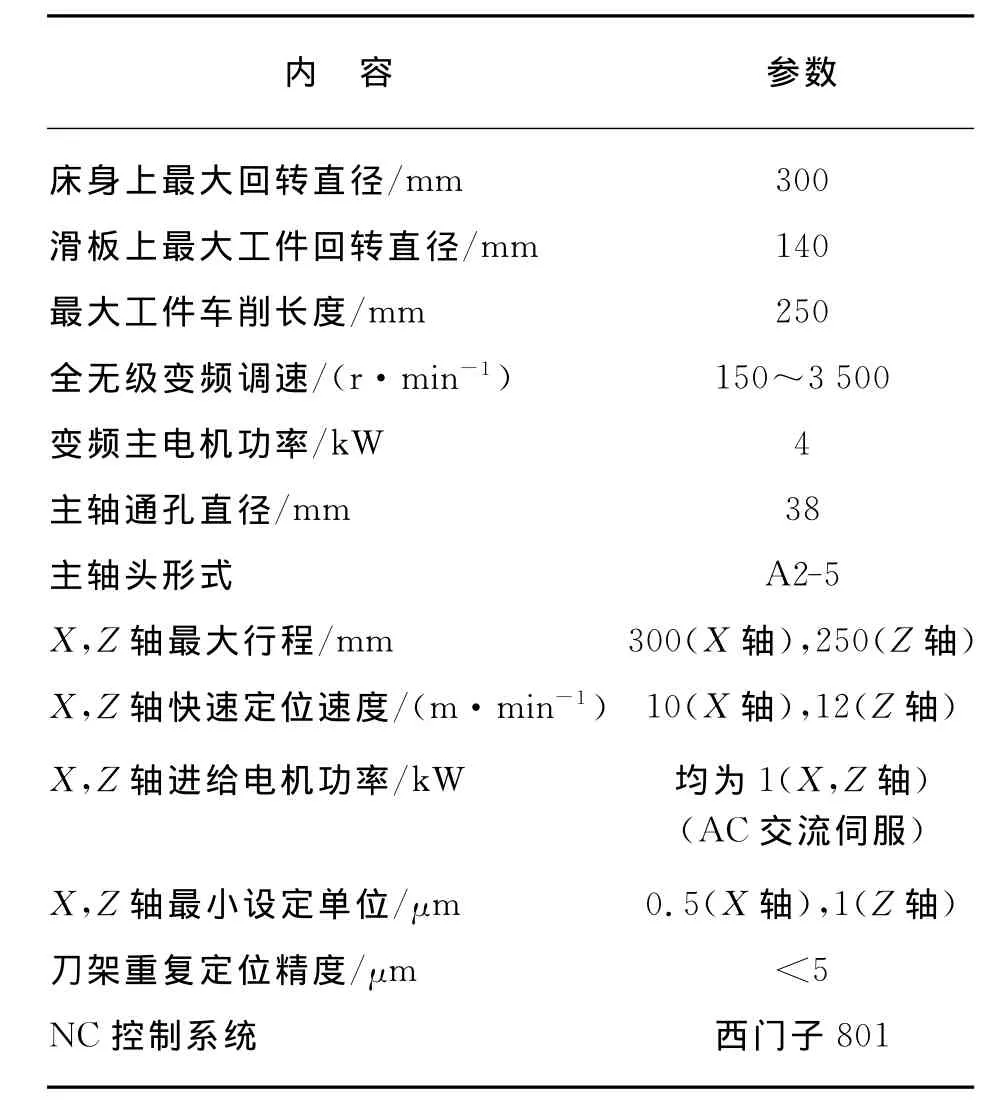
表1 TG30型數控車床的主要規格及技術參數Tab.1 Specifications of TG30NC lathe
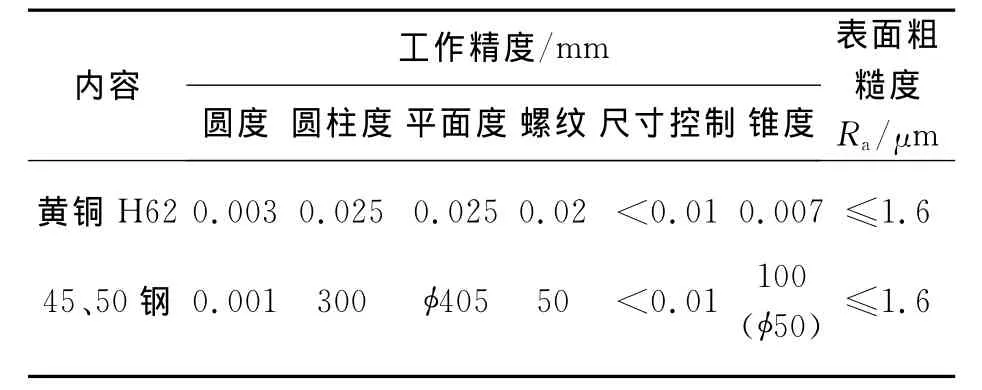
表2 車削工作精度Tab.2 Turing accuracy
2.3 磨頭主軸的選用
磨削時表面粗糙度的好壞主要取決于磨頭主軸的轉速即砂輪的磨削線速度。不同磨料砂輪磨削不同材料時的磨削速度、孔徑與砂輪轉速、砂輪磨削線速度之間的關系分別如表3、4所示。
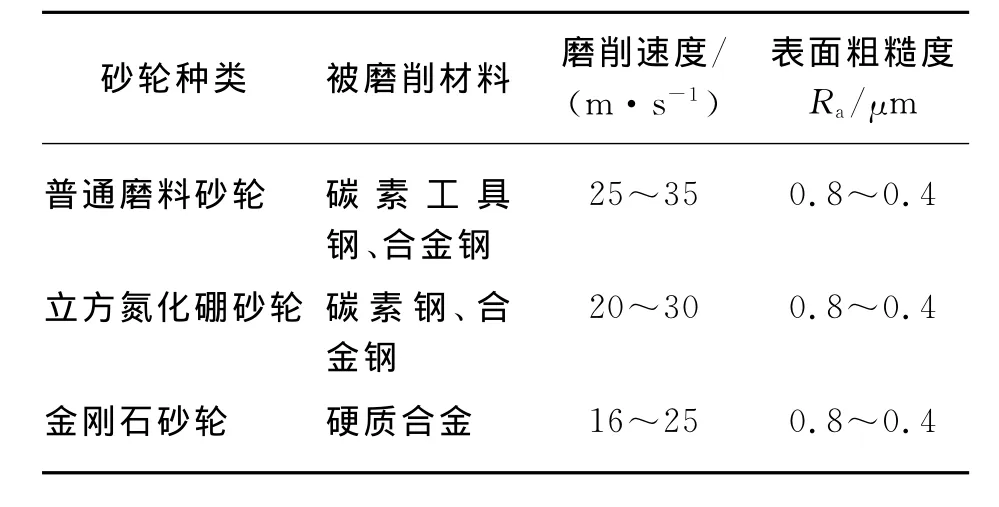
表3 不同磨料砂輪磨削不同材料時的磨削速度[5]Tab.3 Grinding speed with different abrasive grinding wheels grinding different materials
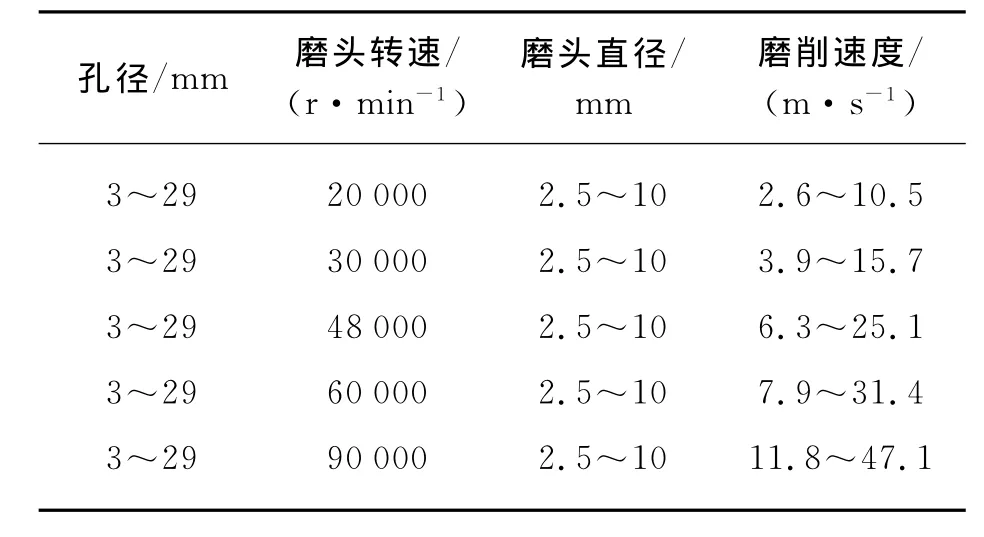
表4 孔徑與轉速、線速度之間的關系Tab.4 Relationship among hole diameter,rotating speed and linear speed
根據表2、3數據,考慮到采用變頻調速(頻率為0.25~1.5Hz)實現增速和減速,以及被磨削件材料為硬質合金,故本文選用轉速為60 000r/min的電主軸作為磨頭主軸。同時,由于電主軸轉速較高,故選擇油霧潤滑方式以保證電主軸的正常運行。
2.4 磨削刀具改型設計
由表3可知,磨削硬質合金一般選擇金剛石砂輪磨削刀具。然而,金剛石砂輪的種類較多,有樹脂結合劑、金屬結合劑、陶瓷結合劑以及電鍍等多種形式。由于硬質合金硬度高,尤其是內孔口部R圓角在開始磨削時為尖角直棱,故若砂輪磨粒結合不夠致密、牢固,則將導致砂輪反被硬質合金的孔口尖角直棱切入。通過試驗證明:樹脂結合劑金剛石砂輪和陶瓷結合機劑金剛石砂輪在進入磨削時便出現了溝痕,而電鍍金剛石砂輪則有較好的表現。因此,本文選擇電鍍金剛石作為磨頭材料。
磨頭的形狀取決于被磨削件的輪廓形狀。如圖1所示,被磨削件錐孔與內孔口部R圓角不在同一側。因此,要一次性裝夾完成整個內輪廓的磨削加工,其磨頭的制作將不同于一般內圓磨削磨頭。一般內圓磨削磨頭為直圓柱磨頭,而本文的磨削內容不僅含錐孔、內孔及其口部R圓角,而且錐孔與口部R圓角不在同一側,故在利用兩軸聯動數控磨床磨削時,必須制作專用磨頭。
為方便口部圓角的磨削,磨頭宜設計為球頭。考慮到一次性裝夾磨削,磨頭宜從口部圓角一側進入,依次磨削另一側的錐孔,要求球頭部分最大外徑與直桿部外徑差能滿足磨削背錐錐孔。基于上述考慮,本文采用直桿加球頭,并對參與磨削的球頭部分加以電鍍來制作專用磨頭,如圖2所示。
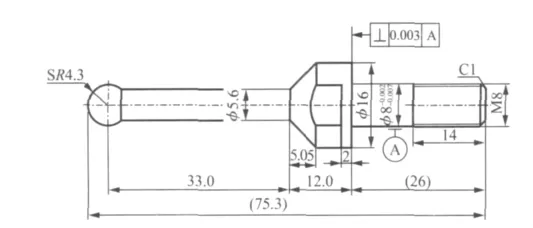
圖2 專用磨頭尺寸圖(mm)Fig.2 Size of special grinding head(mm)
2.5 磨削加工工藝及其程序編制
車削加工是用車刀刀尖上的某一點進行加工。一般,內圓磨削是利用圓柱砂輪任意條母線在旋轉過程中進行磨削,而利用數控磨床一次性裝夾磨削本文拉深模內輪廓,則是依靠磨頭球頭部分1/4圓弧輪廓線上的各點進行磨削。
由于本文所選數控系統為西門子801,使得在內輪廓磨削加工時刀具半徑補償功能不能適用,故只能通過坐標偏移或零點偏置指令G158等實現讓刀,然后逐漸靠近零件輪廓,最后完成磨削加工。由圖1錐孔按錐度3°和錐孔長度27.25mm計算得到最大讓刀單邊為1.428mm。口部圓角半徑R為1.25mm,讓刀為1.25mm。內孔磨削余量單邊0.2mm,也需要磨削。因此,將磨削內容分為內孔磨削、口部圓角磨削、錐孔磨削和最后等余量磨削進行編程[9-12],刀具采用圖2所示磨頭。具體程序如下:

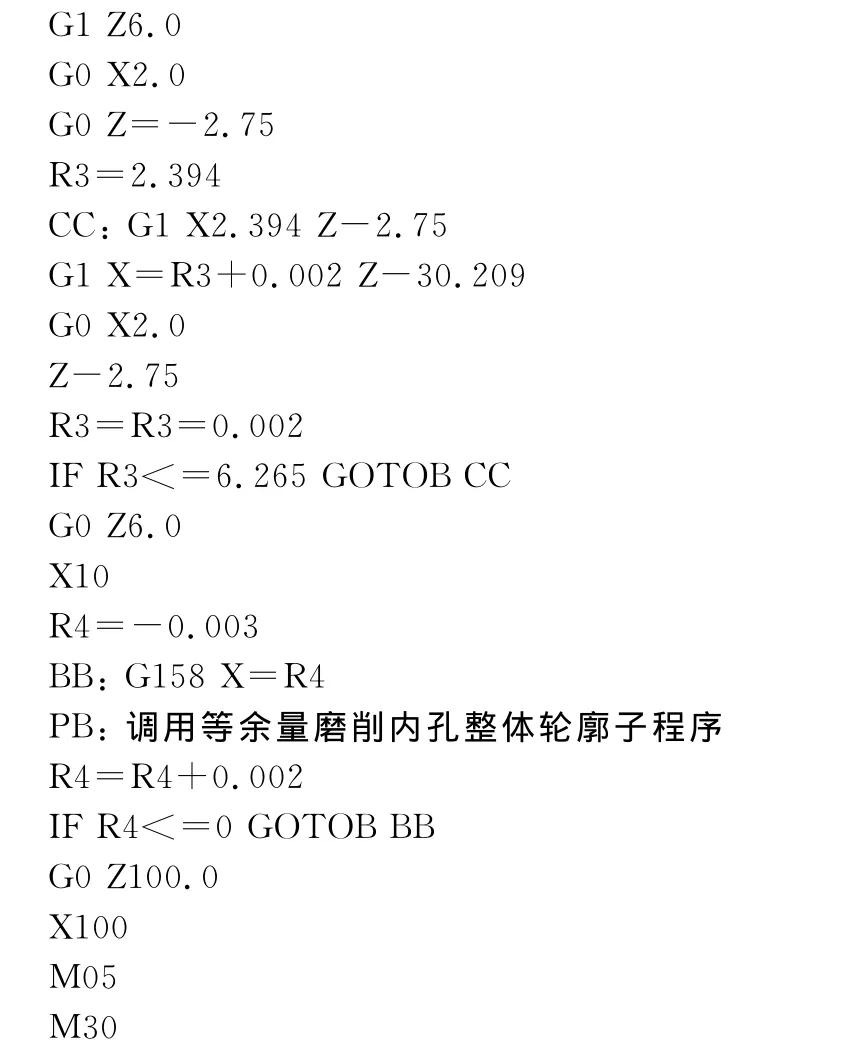
PC處調用口部圓角磨削子程序、PB處調用等余量磨削內孔整體輪廓子程序在此省略。
3 結 語
本文針對拉深模凹摸錐孔、內孔及其口部R圓角傳統磨削加工工藝存在的多次安裝、工序不集中以及手工修圓一致性差導致拉深加工時廢品嚴重等問題,采取了一系列工藝措施,使問題得到了解決。通過磨削方式的數控化和設計開發專用磨頭,改變以往錐孔、內孔及其口部R圓角先45°倒角,然后手工銼刀修圓的傳統加工形式,為一次性裝夾兩軸聯動數控磨削加工。由于工序得到集中,減小了形位誤差,確保了加工精度,而且減輕了工人的勞動強度。
[1] 燕春南.Y42125改造為大型立式數控內孔磨床[J] .裝備制造技術,2007(3):71-73.
[2] 唐東紅.工藝系統變形分析及精度控制技術研究[J] .機床與液壓,2008,36(1):70-72.
[3] 高興軍,趙恒華.精密和超精密磨削機理及磨削砂輪選擇的研究[J] .機械制造,2004,42(12):43-45.
[4] 傅蔡安,張 韜,薛 喆.鋼球磨削機理研究[J] .機械設計與制造,2110(6):163-165.
[5] 薄 宵.磨工實用技術手冊[M] .南京:江蘇科學技術出版社,2002.
[6] 邵振國.磨工[M] .北京化學工業出版社,2005.
[7] 林后根,夏道祥.雙砂輪內孔磨削工藝[J] .金屬加工:冷加工,2009(1):27-28.
[8] 李日強.普通內圓磨床磨削工藝改進研究[J] .新技術新工藝,2010(3):32-34.
[9] 劉鏑時.圓球車削公差及刀補運用[J] .機械設計與制造,2006(7):113-114.
[10] 侯培紅,石更強.數控編程與工藝[M] .上海:上海交通大學出版社,2008.
[11] 陳誕院.可編程零點偏移指令G158的應用[J] .廣西輕工業,2009(12):21-23.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
