金銀紀念幣壓印成形中的缺陷預測
2012-09-08 07:58:22柳玉起許江平胡云明李勝強賴茂明孫志國
中國機械工程 2012年1期
鐘 文 柳玉起 許江平 胡云明 李勝強 賴茂明 孫志國
1.華中科技大學材料成形與模具技術國家重點實驗室,武漢,430074 2.沈陽造幣有限公司,沈陽,110042
0 引言
國際上紀念幣壓印的報廢率為10%,而直徑大、鏡面面積大的紀念幣,其報廢率可高達50%。紀念幣壓印成形中的主要缺陷為光亮帶、閃光線和壓印不足等。光亮帶缺陷表現為成形后的紀念幣邊緣處呈現一圈比較光亮的區域,在光亮帶區域表面經常伴有的細小劃痕稱為閃光線。這兩類缺陷極大地影響了紀念幣的美觀,是生產中必須解決的問題。由于造幣企業與貨幣流通緊密相關,它們都由政府直接管理。因此,目前國內外的文獻中關于壓印成形中閃光線和光亮帶缺陷機理的研究較少。在實際生產中,工藝參數的確定和缺陷的消除主要依賴于企業長期積累的生產經驗。缺陷消除的主要手段包括提高模具局部的硬度和潤滑、修正模具設計模型和修正坯餅邊形等。成形中的壓印力過小,會導致壓印不足缺陷。一般通過多次試模,觀察壓印結果后選擇合適的壓印力。多次試模極大地增加了金銀紀念幣的生產成本和延長了生產周期,尤其是重新設計坯餅邊形需要重新制作光邊模具,導致生產成本的巨大耗費和和周期的延長。
在塑性加工領域中,基于數學模型的有限元模擬是目前研究金屬塑性成形問題最有效的數值方法[1-4]。Leitao等[5]采用二維剛塑性有限元程序PLAST2對一種新型的雙金屬紀念幣在預成形、光邊和壓印成形工序中的金屬流動情況進行了分析。Roberto[6-7]采用三維有限元隱式程序分析了簡單對稱紀念幣壓印成形過程中應力、應變的分布以及材料流動狀況,以便研究材料在壓印過程中的流動方向及其填充圖紋的能力,并且通過實驗驗證了模擬結果的有效性。針對紀念幣壓印成形中的閃光線缺陷和壓印不足缺陷的模擬研究,國內外還未見任何報道。
華中科技大學材料成形與模具技術國家重點實驗室在沈陽造幣有限公司的資助下,采用彈塑性有限元理論以及動力顯式中心差分算法,開發了專業的金銀紀念幣壓印成形仿真軟件COINFORM[8]。該軟件具有優秀的前后處理系統和高效的求解器[8-10],能夠準確模擬壓印成形中貴金屬的流動情況。在該系統的基礎上,本文結合壓印實例,對金銀紀念幣壓印成形的缺陷展開了研究。
1 光亮帶和閃光線缺陷預測實例
1.1 分析實例
圖1所示為金銀紀念幣壓印成形中的光亮帶和閃光線缺陷。圖2為坯餅采用的邊形1的設計圖。該形狀為實際紀念幣生產所采用的邊形(尺寸保密),材料為Ag,其等效應力與等效應變滿足指數函數=k(0.001+)nMPa,數值模擬中的相關參數見表1。初始六面體網格單元數為63 876,節點數為75 089,網格自適應加密2級。在壓印過程中,下模固定,上模向下運動,其壓下量為1.1mm。
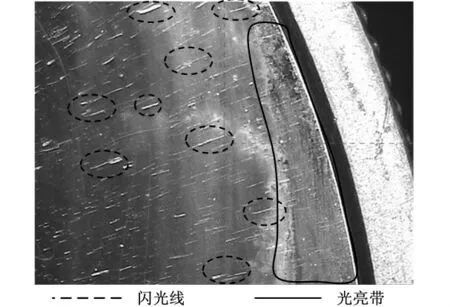
圖1 閃光線和光亮帶缺陷
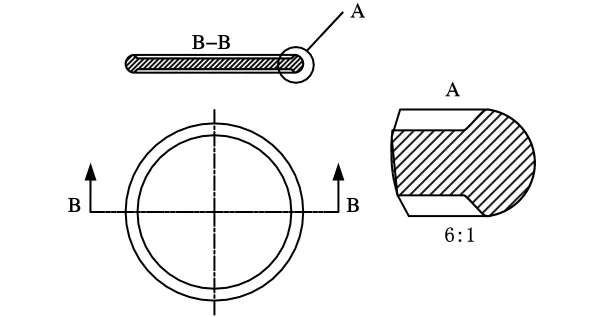
圖2 邊形1設計圖
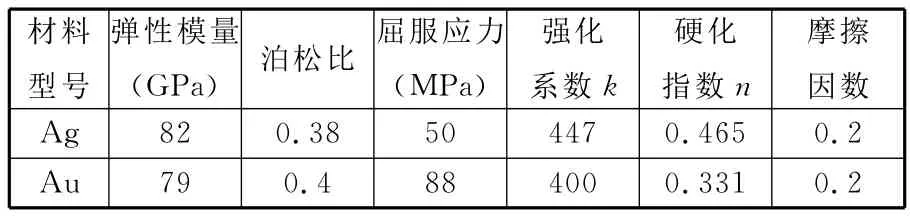
表1 材料型號及參數
閃光線經常出現在紀念幣邊緣附近的平面區域,而且其形狀一般為指向紀念幣中心的放射狀。因此,我們重點研究這一區域的金屬流動規律。圖3為YOZ截面上坯餅上表面節點流動示意圖,其中O點為紀念幣中心。區域Q1(r=17.1mm,d=0.9mm)的表面節點在徑向方向有較大位移,而且與其周圍節點相比,這些節點的材料在流動過程中沿紀念幣徑向OY發生了流動方向的改變:由最初的向邊緣流動改為向內部流動。此區域上表面材料在成形過程當中與上模緊密接觸,與上模表面發生摩擦,以徑向摩擦為主。當材料流動方向改變時,徑向摩擦力的方向也會改變,從而在材料表面留下劃痕,也就是閃光線。從圖4可以發現,這些實際產品的閃光線均沿徑向方向,而且劃痕長度一般沒有超過1.0mm。這些特征與此圓環區域中上表面摩擦力方向發生改變的節點徑向流動距離大小均比較吻合。
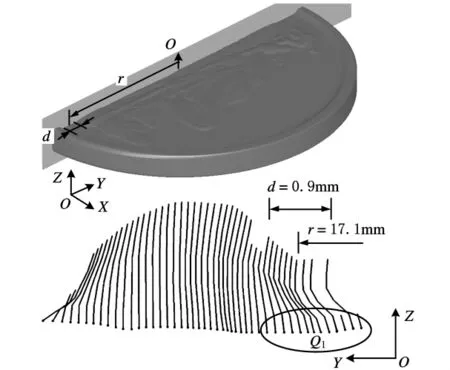
圖3 邊形1上表面節點流動示意圖
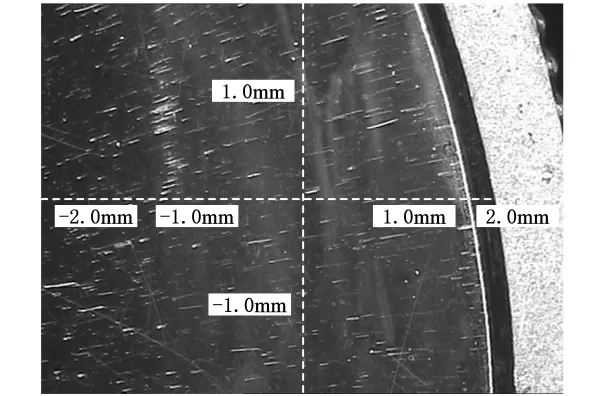
圖4 閃光線(徑向分布的劃痕)
建立徑向摩擦功模型來分析表面材料的摩擦程度,如圖5所示。該模型有助于預測分析壓印過程中的光亮帶缺陷的分布,為消除光亮帶缺陷提供理論基礎。某節點在第n+1個增量步的徑向摩擦功為

式中,W(n)為節點在第n個增量步的徑向摩擦功;Fr為節點摩擦力在徑向r的投影;Ur(n)為節點在第n個增量步的位移增量在徑向r的投影。
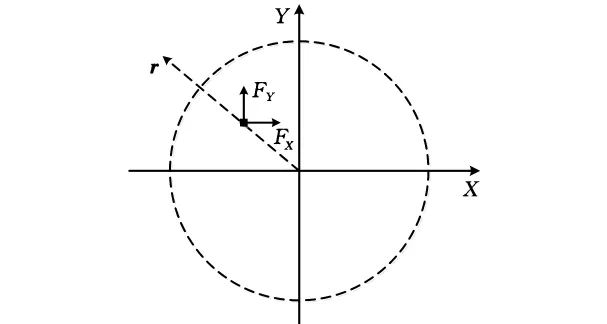
圖5 徑向摩擦功模型
圖6為徑向摩擦功云圖。測量獲得徑向摩擦功較大區域為Q(r=17.2mm,d=1.1mm),該區域所受摩擦力做功最大,產生光亮帶缺陷的可能性也最大。而且,Q區域包含了上述Q1區域,也就是說徑向摩擦功較大區域包含了閃光線,與實際生產時光亮帶區域包含閃光線的現象一致,表明以徑向摩擦功來考察和預測光亮帶具有一定的準確性。
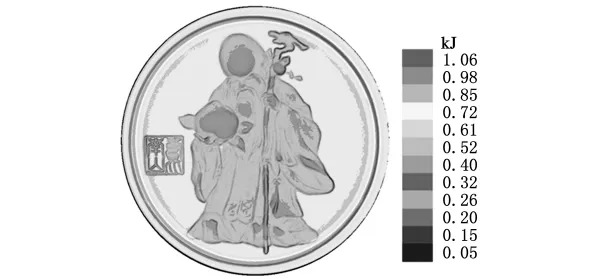
圖6 邊形1徑向摩擦功云圖
1.2 缺陷的消除
上述關于光亮帶和閃光線形成原因的分析,初步提供了消除光亮帶和閃光線的方法:修改坯餅的形狀以減小圓環區域的徑向位移以及避免表面材料流動方向的改變。上文中模具以及參數不變,采用圖7所示的邊形2,所得YOZ截面上表面節點流動示意圖見圖8。采用邊形2,表面材料沒有發生流動方向的改變,可以避免閃光線缺陷。圖9為邊形2徑向摩擦功云圖,相比邊形1,最大摩擦功由1.06kJ降低為0.56kJ。
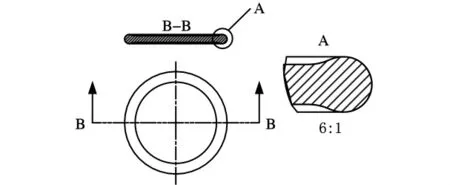
圖7 邊形2設計圖
2 壓印不足預測及實驗驗證
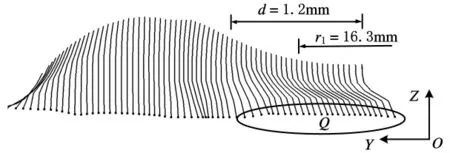
圖8 邊形2的上表面節點流動示意圖

圖9 邊形2徑向摩擦功云圖
采用模具與坯餅表面的接觸狀態進行自動停機,以此來預測壓印力大小。上下表面各單元與模具均已充分接觸,說明圖案已經填充完畢,可以結束模擬計算,從而根據行程-壓印力曲線得出合適的壓印力大小。本實例坯餅采用金質材料,其參數見表1。圖10表明,上表面坯料與上模的接觸狀態接觸充分,此時硬幣圖案已完全填充,在模擬過程中出現的最大壓印力即為預測的實際所需壓印力。圖11所示為此過程中壓印力隨模具行程的變化曲線,其最大壓印力達到1581kN。

圖10 接觸狀態顯示
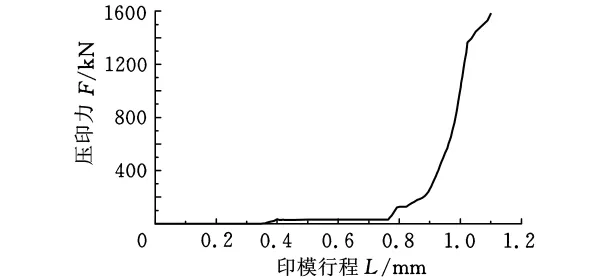
圖11 壓印力-模具行程曲線
沈陽造幣有限公司在實際壓印過程中,針對此種模型和金質坯餅,采用的壓力機為YB350型,壓印力大小為1500kN。這說明COINFORM軟件壓印力計算準確,與造幣廠家實際采用壓印力一致。
根據以上選取的YB350型壓力機和1500kN的實際壓印力,對上述紀念幣進行實際壓印。
圖12~圖14所示分別為不同壓力下的實驗結果與模擬結果比較。在實驗結果中,圖中畫有虛線圈的區域出現了嚴重的壓印不足的缺陷。在模擬結果中,圖中畫有實線圈的區域為模具未接觸的區域。從圖中可以發現,在不同壓印力的情況下,預測出來的未接觸部分與實驗中未成形部分基本一致。采用預測的壓印力獲得的實驗結果比較飽滿,圖案99%已經成形出來。
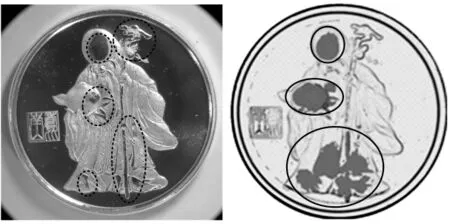
圖12 壓印力為600kN時的結果比較

圖13 壓印力為1300kN時的結果比較

圖14 壓印力為1500kN時的結果比較
3 結論
(1)光亮帶和閃光線缺陷預測。通過改變坯餅外形,表面節點的流動規律發生改變,降低了徑向位移也即降低了徑向功,摩擦力方向也保持不變,達到了預防光亮帶和閃光線的目的。
(2)壓力機及壓印力大小預測。通過數值模擬方法預測壓印力大小,方便工藝人員選擇壓力機和實際壓印力大小的控制,消除了生產中的成形不足缺陷。
(3)COINFORM作為國際上第一個專業紀念幣壓印成形仿真軟件,可以在提高產品質量、降低生產成本和縮短產品開發周期方面發揮作用。
[1]Li G J,Wu W T,Tang J P.A General Purpose 3-D Finite Element Code for the Analysis of Metal Forming Process[C]//International Conference and Workshop on Metal forming Process Simulation in dustry.Baden-Baden,Germany,1994:227-231.
[2]Chenot J L,Coupez T,Foument L,et al.Practical Simulation of Forging Sequence of Complex D Parts in Industry[C]//Proceedings of the 6th ICTP.Berlin:Springer-Verlag,1999:235-242.
[3]Belytschko T,Liu W K,Moran B,et al.Nonlinear Finite Elements for Continua and Structures[M].Beijing:Tsinghua University Press,2002.
[4]孟凡中.彈塑性有限變形理論和有限元方法[M].北京:清華大學出版社,1985.
[5]Leitao P J,Teixeira A C,Rodrigues J M C,et al.Development of an Industrial Process for Minting a New Type of Bimetallic Coin[J].Journal of Material Processing Technology,1997,70:178-184.
[6]Roberto F.The Design of a New Coin[J].The Art of Minting,2001(2):42-48.
[7]Roberto F.The Design of a New Coin[J].The Art of Minting,2001(3):52-54.
[8]許江平.金銀紀念幣壓印成形模擬算法研究及成形工藝參數優化[D].武漢:華中科技大學,2009.
[9]許江平,柳玉起,胡云明,等.紀念幣壓印成形模擬系統COINFORM[J].鍛壓技術,2009 ,34(3):84-87.
[10]Xu J P,Liu Y Q,Li S Q,et al.Fast Analysis System for Embossing Process Simulation of Commemorative Coin– CoinForm[J].CMES:Computer Modeling in Engineering& Sciences,2009,1123(1):1-16.