NN型少齒差行星齒輪傳動嚙合沖擊分析及修形設計
2012-09-08 07:58:30劉文吉宋朝省
中國機械工程 2012年4期
劉文吉 宋朝省 洪 英
1.天津工業大學,天津,300160
2.重慶大學機械傳動國家重點實驗室,重慶,400030
0 引言
在齒輪工作過程中,由輪齒受載彈性變形、熱變形、加工誤差等引起的齒輪嚙合沖擊以及由此產生的齒頂刮行,使得齒面潤滑狀態發生改變,破壞潤滑油膜,并使齒輪溫度升高,甚至膠合失效。輪齒嚙合沖擊也是齒輪傳動過程中振動與噪聲的主要來源之一[1]。因此齒輪傳動過程中的嚙合沖擊問題受到研究人員的廣泛關注。姚文席等[1]用解析的方法,研究了直齒輪的誤差、變形、載荷與嚙合沖擊時間、沖擊力的定量關系。肖利民等[2]研究了通過合理選擇齒輪參數來降低嚙入沖擊速度以減小傳動噪聲的設計方法。文獻[3-4]分析了嚙合沖擊與齒輪點蝕破壞之間的關系。隨著計算機技術的發展,有限元理論成為進行齒輪接觸和嚙合沖擊分析的主要手段。楊生華[5]證明了進行齒輪接觸有限元分析的可行性。Taburdagitan等[6]通過有限元分析和實驗,發現斜齒輪的最大溫升出現在齒頂附近的嚙合線上。唐進元等[7]基于ANSYS/LS-DYNA對單對齒輪嚙合的沖擊過程進行了數值仿真,得到了較精確的沖擊時間。
在漸開線少齒差行星齒輪傳動實際嚙合過程中,單齒嚙合與雙齒嚙合交替存在,且少齒差內嚙合傳動存在明顯的多齒嚙合,因此嚙合過程中各輪齒的受力、變形在單個嚙合周期內不斷變化。僅對某一位置進行靜態輪齒接觸分析不能全面地反映齒輪實際嚙合情況。本文采用ANSYS有限元軟件對存在多齒嚙合效應的少齒差內嚙合傳動齒輪進行動態接觸仿真分析,通過對輪齒從進入嚙合到退出嚙合的全過程進行仿真,揭示嚙入、嚙出沖擊對齒面接觸分布及摩擦刮行的影響;通過齒廓修形,使振動和沖擊狀況明顯改善,齒頂滑動摩擦顯著改善。
1 NN型少齒差傳動動態接觸有限元模型
1.1 嚙入、嚙出沖擊分析
少齒差行星齒輪傳動可以實現大傳動比傳動,是一種典型的行星齒輪傳動形式,由兩個內齒輪副組成。圖1是由兩個內齒輪副組成的NN型(2K-H型)少齒差行星齒輪傳動的原理圖。

圖1 NN型少齒差行星齒輪減速器結構簡圖
圖2a所示為輪齒嚙入過程,當由于加工誤差或彈性變形使被動輪的實際基節大于主動輪的實際基節,即t′j2>t′j1時,發生嚙入沖擊。此時齒對Ⅱ在A1點提前進入嚙合,被動齒輪齒頂棱邊撞擊主動輪的根部后,像刀刃一樣在主動輪根部刮行,直至刮行到正常嚙合點為止。刮行過程中實際傳動比小于理論傳動比,存在速度波動。
圖2b所示為輪齒嚙出過程,當主動輪的實際基節大于從動輪的實際基節,即t′j2>t′j1時,發生嚙出沖擊。此時,雖然齒對Ⅰ已到理論嚙合終點B2,但由于t′j2>t′j1,齒對Ⅱ之間存在間隙而不能正常進入嚙合。齒對Ⅰ在到達點B2以后于嚙合線之外繼續保持接觸,直到齒對Ⅱ相互接觸為止,齒對Ⅱ在各自的中部齒面發生撞擊。在此之前,主動輪的齒頂棱邊在被動輪的根部齒面刮行,刮行過程中實際傳動比大于理論傳動比,存在速度波動。
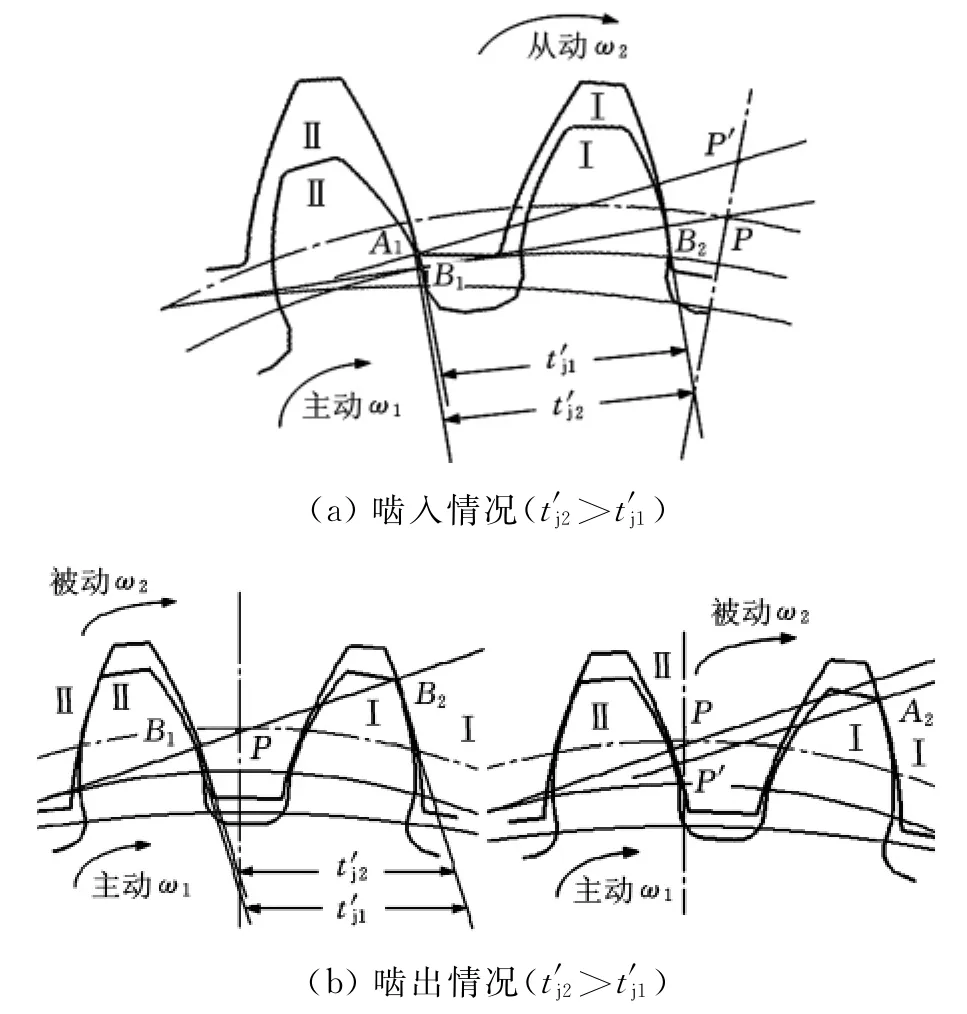
圖2 嚙入、嚙出分析
1.2 動態接觸有限元模型
某NN型少齒差減速器的輸出轉矩為130 N·m,偏心軸輸入轉速為1500r/min,偏心距e=3.75mm。齒輪的材料為38GrMoAl,采用短齒制直齒輪,參數見表1。
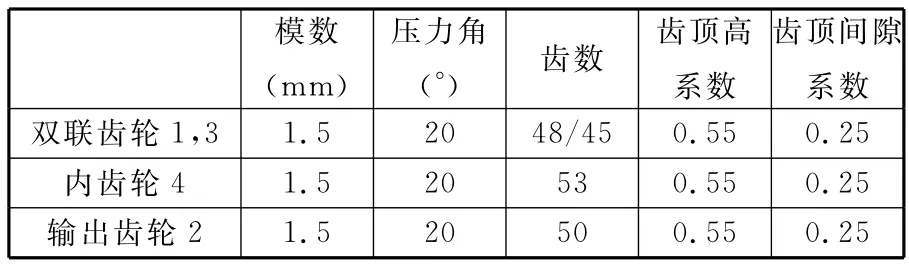
表1 減速器齒輪參數
為節約計算資源,并考慮到多齒嚙合現象,截取齒輪1和2上的4個齒對進行分析,嚙出過程針對第1對齒進行分析,嚙入過程針對第3對或第4對齒進行分析,圖3所示為內嚙合齒輪副網格模型。網格模型選用三維實體單元Solid185,根據齒輪材料定義材料的彈性模量、泊松比以及密度并劃分網格。采用體掃掠方法生成網格,使輪齒上的網格均勻細密而輪體上的網格較粗以節約計算資源。在相互接觸的齒面間定義接觸對,定義齒面間庫侖摩擦因數為0.1,其接觸對模型如圖4所示。
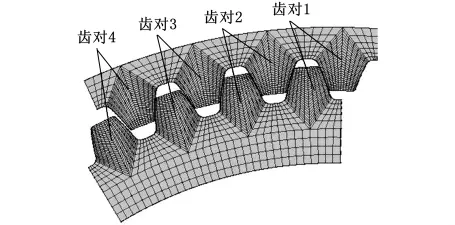
圖3 網格模型
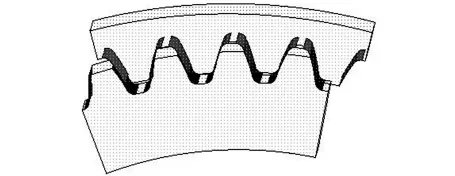
圖4 建立接觸對
2 動態接觸有限元模型求解與仿真
2.1 邊界條件
在輸出內齒輪和外齒輪的回轉中心建立連接單元(joint element),與齒輪剛性連接,通過連接單元的角加速度波動來反映齒輪的角加速度變化。使用DJ命令,在雙聯齒輪1的連接單元上加旋轉速度,使用FJ命令在輸出內齒輪2的連接單元上施加轉矩約束。
2.2 算法與求解控制
采用擴增的拉格朗日算法進行求解,求解時間設定為0.55s。擴增的拉格朗日算法可對罰函數修正項進行反復迭代,不容易引起病態條件,對接觸剛度也不像罰函數法那么敏感。為了避免出現大變形使網格變得過于扭曲而導致收斂性差,給定穿透容差。如果程序發現滲透大于穿透容差,那么即使力和位移增量已經滿足收斂準則,仍然認為總的求解未收斂。
接觸剛度是同時影響計算精度和收斂速度的重要參數,對于面-面接觸單元,接觸剛度通常指定為基體單元剛度的一個比例因子。由于齒輪嚙合過程中,輪齒變形以彎曲為主,選擇初始接觸剛度因子為0.1。
2.3 結果分析
通過求解可得到0~0.55s時間內齒對各點的接觸應力、接觸狀態、總滑動距離、連接單元的角速度和角加速度等。齒對1在嚙合初始時刻參與嚙合,應該在一個嚙合周期0.142s后退出嚙合。因此嚙出過程針對齒對1進行分析,嚙入過程針對齒對3或齒對4進行分析。
2.3.1 嚙出過程分析
圖5所示為齒對1在嚙合過程中不同時刻各接觸面的接觸壓力,圖6~圖8所示分別為齒頂處節點的接觸狀態、接觸壓力和滑動距離隨時間的變化曲線。

圖5 嚙出過程中雙聯齒輪的齒面接觸壓力分布
從圖5可以看出,理論嚙合周期只有0.142s的雙聯齒輪輪齒,其嚙合過程持續了0.55s仍然沒有結束。取雙聯齒輪齒頂處節點921進行進一步分析發現,該節點在計算開始時刻就進入嚙合,一直保持接觸狀態到計算結束時刻(圖6,接觸狀態為2);0.55s時間內,接觸壓力一直存在(圖7),總的滑動距離一直在增大(圖8)。說明雙聯齒輪的齒頂在輸出內齒輪的齒面上發生了較長時間的刮行,嚙合過程存在明顯的嚙出沖擊。
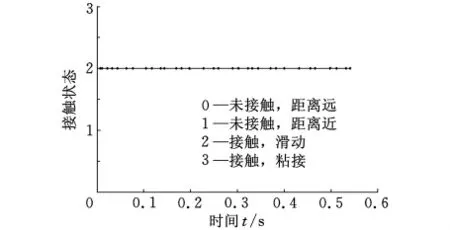
圖6 齒頂節點921的接觸狀態

圖7 齒頂節點921的接觸壓力
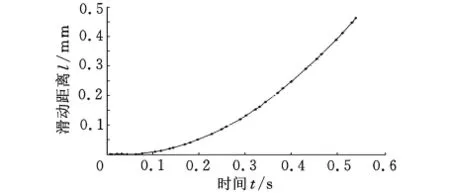
圖8 齒頂節點921的滑動距離
2.3.2 嚙入過程分析
通過齒對4分析雙聯齒輪的嚙入過程。圖9所示為嚙入過程中雙聯齒輪的齒面接觸壓力分布,齒對4從0.20s時刻開始嚙合。取齒對4雙聯齒輪齒根處相鄰的3個節點分別定義為a、b、c,如圖10所示。圖11所示為三個節點的接觸壓力隨時間變化的曲線,可以看出節點b比靠近齒根的節點a稍早一些進入嚙合,說明在嚙入過程中也發生了輕微的刮行,存在嚙入沖擊。圖12所示為節點b的接觸狀態隨時間的變化曲線,發現節點b的滑動狀態持續時間很短(小于0.1s),刮行并不嚴重。
2.3.3 加速度響應分析
嚙入、嚙出沖擊與多齒嚙合效應的相互耦合存在使得少齒差內嚙合齒輪副時變嚙合剛度以及由此產生的振動響應極其復雜。圖13和圖14給出了連接單元角加速度響應曲線。由于該連接單元分別與雙聯齒輪和輸出內齒輪剛性連接,因此其角加速度曲線分別反映了雙聯齒輪和輸出內齒輪的角加速度波動規律。雙聯齒輪連接單元的角加速度在±500rad/s2之間波動,輸出內齒輪連接單元的角加速度在±80rad/s2之間波動。雙聯齒輪的角加速度大于輸出內齒輪的角加速度。
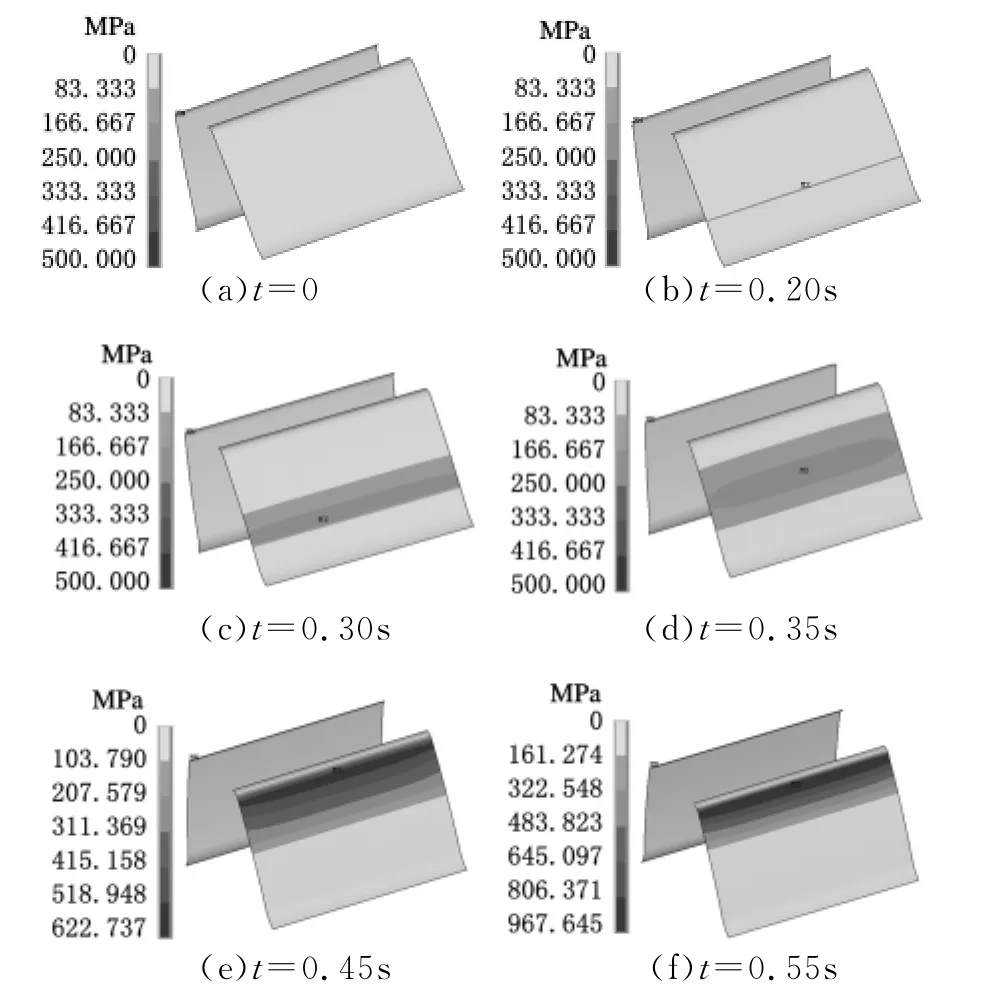
圖9 嚙入過程中雙聯齒輪的齒面接觸壓力分布
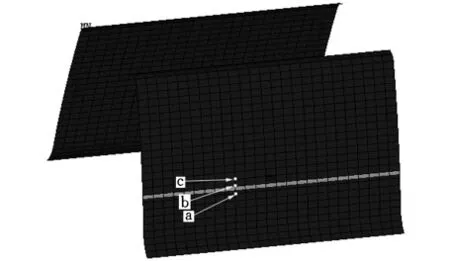
圖10 選擇齒根處的三個節點
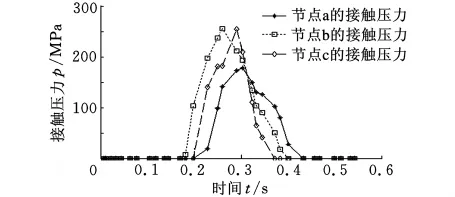
圖11 齒根三個節點的接觸壓力
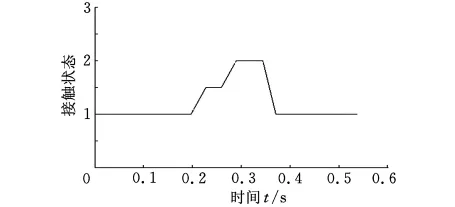
圖12 齒根節點b的接觸狀態
3 齒廓修形分析
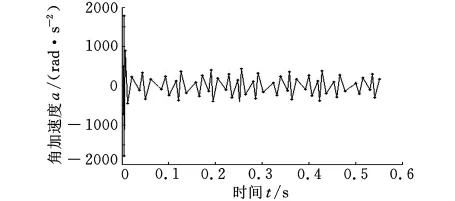
圖13 雙聯齒輪連接單元的角加速度
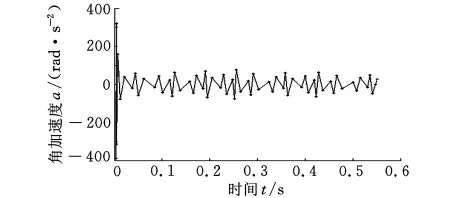
圖14 輸出內齒輪連接單元的角加速度
多齒嚙合效應的存在,使得嚙合重合度遠大于1,因此采用長修形方法對齒廓進行修形設計;考慮到齒輪圓周速度v?100m/s及加工精度的要求,對雙聯齒輪輪齒進行齒頂修形,對輸出內齒輪進行齒頂倒圓修形,修形結果如圖15所示。

圖15 修形齒廓
對修形后少齒差內嚙合傳動齒輪進行動態接觸有限元重分析,對其施加與未修形齒輪相同的邊界條件。圖16所示為修形前后雙聯齒輪齒頂節點的接觸狀態隨時間的變化曲線,圖17和圖18所示為修形后雙聯齒輪和輸出內齒輪角加速度響應曲線。
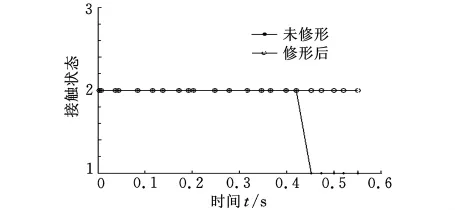
圖16 齒頂節點的接觸狀態
通過分析修形后齒輪接觸壓力分布圖和齒頂節點接觸狀態可知修形后的雙聯齒輪在0.42s就退出了嚙合,相對于未修形的齒輪,齒頂在被動齒輪的刮行時間明顯縮短。修形后的雙聯齒輪連接單元的角加速度在±200rad/s2之間波動,相對于未修形齒輪角加速度減小了60%左右;輸出內齒輪連接單元的角加速度在±40rad/s2之間波動,相對于未修形齒輪角加速度減小了50%左右,沖擊明顯減輕。這是由于齒頂修形補償了彈性變形造成的基節誤差,減小了嚙合沖擊。
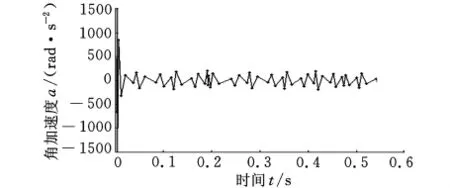
圖17 修形后雙聯齒輪連接單元的角加速度
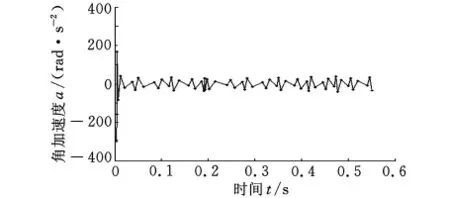
圖18 修形后輸出內齒輪連接單元的角加速度
4 結論
(1)采用動態接觸有限元法對少齒差內嚙合齒輪的嚙合過程進行仿真分析,揭示了輪齒從進入嚙合到退出嚙合的全過程中各節點的接觸應力、接觸狀態等參數的動態變化過程,真實、直觀地反映了輪齒嚙合規律,尤其適合于存在多齒嚙合效應的少齒差內嚙合傳動。
(2)對于少齒差內嚙合傳動,嚙出沖擊明顯大于嚙入沖擊。在嚙出沖擊過程中,主動齒輪齒頂在被動齒輪齒根發生較長時間的齒面刮行,是造成齒輪溫升的主要原因之一。
(3)即使采用簡單的齒廓修形,也能夠顯著減輕齒頂刮行,使振動和沖擊狀況明顯改善,齒頂滑動摩擦顯著改善。
[1]姚文席,魏任之.漸開線直齒輪的嚙合沖擊研究[J].振動與沖擊,1990,9(3):57-62.
[2]肖利民,唐進元.低噪聲齒輪設計方法(一)[J].制造技術與機床,1995(5):30-33.
[3]Weck M,Mauer G.Optimum Tooth Flank Corrections for Helical Gears[J].Journal of Mechanical Design,1990,112:584-589.
[4]Jao T C,Devlin M T.Influence of Surface Roughness on Gear Pitting Behavior[J].Gear Technology,2006,5:30-38.
[5]楊生華.齒輪接觸有限元分析[J].計算力學學報,2003,20(2):189-194.
[6]Taburdagitan M,Akkok M.Determination of Surface Temperature Rise with Thermo-elastic Analysis of Spur Gears[J].Wear,2006,261(5/6):656-665.
[7]唐進元,劉欣,戴進.基于ANSYS/LS2DYNA的齒輪傳動線外嚙合沖擊研究[J].振動與沖擊,2007,26(9):40-44.
