一種高精度數控車床的主軸裝配工藝設計
2012-09-11 09:13:36關國旗
制造技術與機床 2012年1期
關國旗
(山東普利森集團有限公司,山東德州 253000)
一種高精度數控車床的主軸裝配工藝設計
關國旗
(山東普利森集團有限公司,山東德州 253000)
為了達到數控機床的高精度技術要求,對主軸組件的關鍵部件進行了嚴格的動平衡校核工藝規劃。結合主軸組件特性,制定了主軸定向裝配法方案。主軸軸承裝配采用隔套雙定位方法,為避免裝配過程中隔套的過定位現象,對隔套進行了結構分析優化,并設計了隔套以研代磨的加工工藝,確保軸承的裝配精度。實踐證明主軸裝配工藝的設計方案能夠滿足機床主軸動態特性的相關技術要求。
主軸 裝配精度 裝配工藝
我公司生產的CK6156數控車床是一種斜床身全功能高速精密數控車床,具有高精度、高效率的特點。目前,該型號車床已經廣泛應用于汽車制造、航空航天、船舶制造和能源工業等領域的精密加工。
為了達到該機床的高精度技術要求,機床主軸系統的動態特性技術要求成為關鍵因素。為實現機床的高精度加工,主軸組件的技術方案不僅要滿足行業標準,而且要達到磨床靜壓主軸的裝配精度[1]。因此,該技術方案的實施必須依靠科學嚴謹的工藝規劃,確保機床主軸組件的裝配精度。
1 主軸系統動平衡校核的工藝設計
圖1所示為CK6156數控車床主軸裝配示意圖。為了保證主軸組件裝配的精度要求,需要首先進行相關部件的動平衡校核。
1.1 主軸系統主要零件動平衡校核
1.1.1 主軸動平衡校核
主軸動平衡在上海申克HY20BK型動平衡機上校核,該平衡機具有數字顯示功能,可精確到mg。主軸動平衡量的技術要求為不平衡量小于1 g(位于φ300 mm圓周上,類似情況不平衡量均按此要求)。根據動靜平衡試驗,將不平衡量在主軸上直接去除。主軸前點的去重位置在靠近甩油槽處的最大外圓徑向部位,主軸后點的去重位置在主軸后端面的軸向部位。經過反復試驗,達到不平衡量小于1 g的技術要求。

1.1.2 長隔套動平衡校核
長隔套動平衡的技術要求為不平衡量小于1 g,不平衡量可直接在套體上去除。為消除動平衡時的跳動及動平衡點游離不定的現象,工藝上對圓度和表面粗糙度作了約定,要求圓度小于0.01 mm,表面粗糙度值不大于Ra0.8 μm。在工件去重時注意不能打透,以免造成工件變形,嚴重影響兩端面的平行度。
1.1.3 復檢單件工件精度
主軸和長隔套做好動平衡校核后,需要復檢單件工件精度。復檢的目的是標示主軸錐孔300 mm處最大跳動的位置(檢棒檢驗)及主軸自身安裝軸承處圓度凹點的位置。主軸復檢采用兩軸承處支撐結合錐孔檢棒檢驗的方法。當主軸軸線的徑向跳動靠近主軸端面處為0.005 mm,距主軸端面300 mm處為0.008 mm時,零件被認為合格品。
1.2 主軸系統組件動平衡校核
1.2.1 主軸與長隔套裝配的動平衡校核
主軸與長隔套裝配的動平衡校核的目的是為了確定長隔套相對主軸的位置,并做好標示,便于在后期裝配中確定相對位置。其動平衡量的不平衡量小于1 g。
1.2.2 前連接盤的動平衡校核
主軸前端與卡盤連接的前連接盤連接后一起做動平衡。將前連接盤安裝到帶長隔套組裝后的主軸組件上,并用螺釘緊固。動平衡的不平衡量同樣要求小于1 g,不平衡量可直接在前連接盤的軸向去除。去除點可以位于盤面的內側與主軸軸肩聯結處(這樣做一方面避免影響主軸關鍵部位的剛度和強度,另一方面達到不影響外觀的設計要求)。在做主軸動平衡校核前,前連接盤用螺釘需經過單獨稱重,所有螺釘重量須一致(螺釘直接去重,達到工藝技術要求)。實踐證明標準螺釘在未進行挑選和去重的情況下,可擴大動平衡量至1.0~1.5 g。
1.2.3 后連接盤的動平衡校核
主軸后端與油缸連接的后連接盤也要在裝配后進行動平衡。方法是將主軸的后連接盤安裝到主軸后端,用螺釘緊固。對螺釘的工藝要求同1.2.2要求所述。主軸組件的動平衡要求不平衡量小于1 g,不平衡量直接在后連接盤的端面軸向去除。
1.2.4 拉桿的動平衡校核
拉桿動平衡的不平衡量要求小于1 g,可直接在拉桿兩端距螺紋20 mm位置徑向去除。空心拉桿去重時注意不能打透工件,防止工作狀態下切屑液流入空隙造成主軸等相關零件的銹蝕。拉桿的機械加工工藝精度要求同長隔套一樣,圓度小于0.01 mm,表面粗糙度值不大于Ra0.8 μm,彎曲跳動小于0.015 mm。
完成以上各項動平衡校核后,需將各零件做好相對主軸裝配的位置標示。從而確保個體與整體的相互關聯,使主軸組件裝配達到最佳的狀態。
2 主軸軸承組裝工藝設計
根據CK6156數控車床所選用的軸承精度等級及現有的制造水平制定裝配工藝。裝配方法主要采用定向裝配法。如圖2,該方法主要是將軸承內圈的徑向最大跳動處與主軸前錐孔軸心線的最小偏差處配合;軸承外圈的徑向最大跳動處與主軸箱內孔軸心線的最小偏差處配合[2]。從而達到較高的裝配精度等級。
2.1 主軸的圓柱度校驗
在實際操作中,采用圓跳動來替代主軸的圓柱度。檢測時,主軸安裝軸承處采用雙“V”支撐。檢測設備采用瑞士生產的大表盤千分表指示器。指示器垂直于“V”型支架的一個支承面,主軸軸向定位并平穩轉動主軸,多次檢測后標示出主軸的圓度凹點。
主軸錐孔的圓跳動采用主軸錐孔檢棒檢驗,檢測距主軸端面300 mm處的檢棒圓跳動。主軸采用雙“V”支撐,指示器垂直于檢棒表面,主軸軸向定位并平穩轉動主軸,多次檢測后標出主軸錐孔的凹點。
2.2 軸承裝配方法
裝配軸承時,將前軸承內圈跳動的高點(或厚點)(對P4等級的軸承,軸承廠家對軸承內圈的高點都有標示)與主軸前軸承處的凹點標示相對應,使兩零件配合后軸承滾道圓度盡可能高,進而提高主軸前端的旋轉精度。將后軸承的內圈跳動高點與主軸前端錐孔的凹點標示相對應,使軸承安裝后能夠減小主軸錐孔的徑向跳動誤差。
連續對3臺床頭箱主軸裝配前后主軸錐孔徑向跳動誤差進行檢測,結果如表1所示。參照國家相關標準[3],主軸裝配后,當主軸錐孔徑向跳動誤差靠近主軸端面處為0.008 mm,距主軸端面300 mm處為0.012 mm時,裝配被認定合格。通過表1數據對比,采用上述定向裝配工藝方法,能夠有效提高主軸的裝配精度。按照同樣方法對主軸裝配前后主軸軸頸處的跳動誤差、軸肩處跳動誤差均進行比較,結果證明了這種裝配工藝方法的可行性。
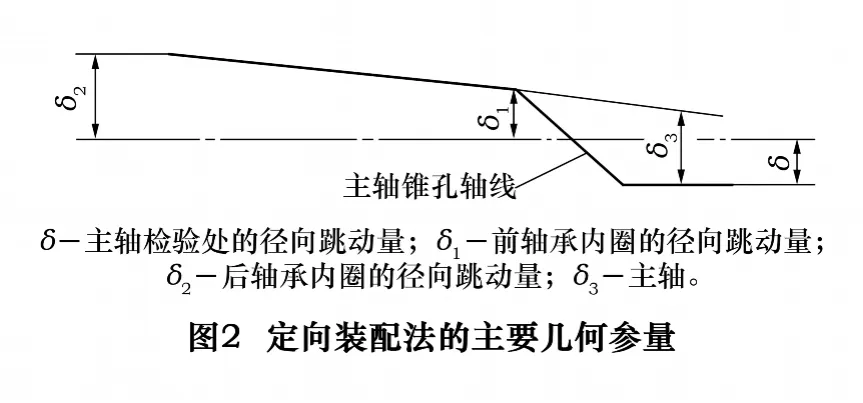
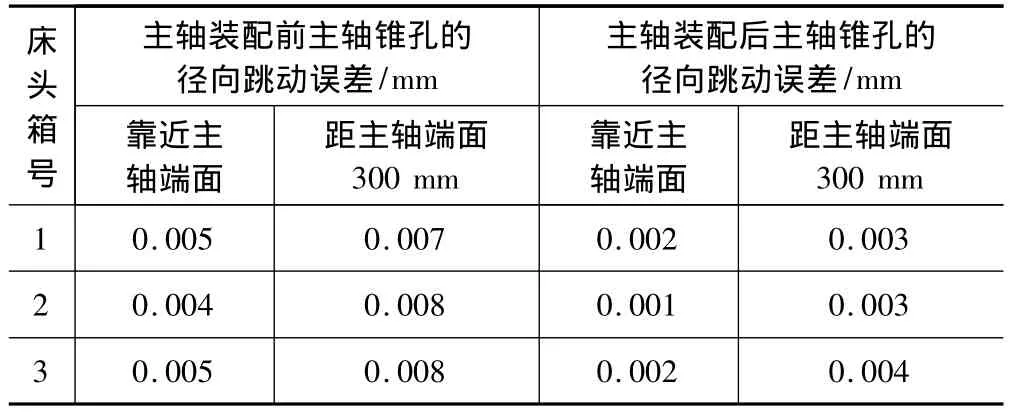
表1 主軸裝配前后主軸錐孔的徑向跳動誤差
3 主軸裝配工藝規劃
3.1 主軸軸承隔墊的雙定位分析
為了提高主軸系統的剛性,消除受迫振動和自激振動引起的加工誤差,機床主軸軸承之間采用隔墊結構。但是隔墊與主軸之間間隙太大,在主軸高速旋轉時會產生很大的轉動慣量,并影響機床的加工精度。當軸承隔套與主軸裝配后,雙定位造成的過定位問題使軸承隔套的兩端面與軸承隔套內孔定位圓柱面存在相互干涉的現象。通過多年的實踐經驗和試驗研究,在消除隔套過定位的前提下,設計出主軸的端面與圓柱面的雙定位裝配工藝。
3.2 隔套結構設計與工藝優化
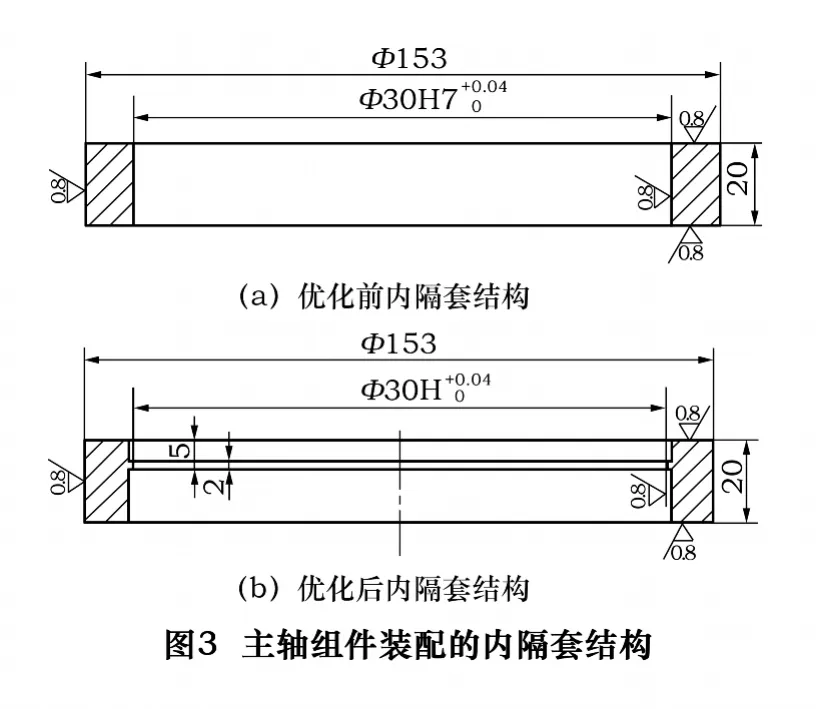
修改后的內隔套結構如圖3b所示:在保證內孔精度的基礎上,將內隔套與主軸的配合接觸長度由原來20 mm縮短至2 mm。這種結構在保證隔套端面定位的前提下,依靠隔套本身的彈性變形,解決了圓柱面過定位問題,從而達到了設計上的雙定位要求。軸承外隔套的安裝采用相似的結構形式。
CK6156數控車床采用德國產FAG P4級成組軸承。為保證軸承預緊時軸承受力的平穩性和均勻性,加工工藝要求軸承隔套兩端面的平面度及平行度為0.03 mm。軸承內隔套尺寸為φ153 mm×φ130 mmH7×20 mm,外隔套尺寸 φ200 mmh6× φ188 mm ×20 mm。原來的加工工藝為磨工件兩端面,但是經過多次反復磨削后不能達到0.003 mm的精度。通過分析制定了以研代磨的加工工藝,加工工藝過程為:車削留磨量—磨削內孔至尺寸—粗磨兩平面—鉗工研面—磨削對面—交檢。
通過這種研磨加工,軸承隔套加工精度達到了0.003 mm的技術要求,保證了軸承的裝配精度。
3.3 主軸的裝配工藝
主軸軸承嚴格按照定向裝配法的技術要求,采用熱裝工藝裝配。將軸承、軸承內隔套用電磁加熱器進行加熱,加熱溫度控制在70~80℃,時間控制在1 min左右。在主軸端面安裝起吊環,主軸組件被吊起并垂直裝入床頭箱體孔中,安裝前法蘭盤,將箱體放平后安裝后端法蘭盤。
結合主軸精度對軸承進行預緊。預緊過程中需要對主軸進行前后竄動的調整。調整完畢后,對機床主軸進行熱檢,各項精度合格后停止調整。
4 結語
主軸組件裝配完成后采用專用檢具(檢棒)檢驗,主軸軸線的徑向跳動靠近主軸端面處達到0.002 mm,距主軸端面300 mm處達到0.003 mm,滿足裝配精度技術要求。
裝配后機床的試切削驗收表明,本文的主軸裝配工藝能夠完全達到機床重切、抗振切槽試驗、最大功率試驗的技術要求。車削試件表面粗糙度可達Ra0.4 μm,尺寸精度可達IT6。
本文的裝配工藝能夠滿足CK6156數控車床主軸動態特性的要求。同時,該工藝方案為CK6156系列機床切削系統穩定性的研究和切削參數的進一步優化以及CH系列車削中心的研發工作奠定了堅實基礎。
[1]坐標磨床第3部分技術條件(JB/T6091.3-2007)[S].
[2]王先逵,孫鳳池.機械加工工藝手冊[M].北京:機械工業出版社,2007.
[3]金屬切削機床通用技術條件(GB/T9061-2006)[S].
作者:關國旗,男,1966年生,工程師,主要研究方向為機械設計制造與工藝規劃。
如果您想發表對本文的看法,請將文章編號填入讀者意見調查表中的相應位置。
The spindle assembly process design of a high-precision CNC lathe
GUAN Guoqi
(Shandong PRECION Group Co.,Ltd.,Dezhou 253000,CHN)
The dynamic balance process of major parts of spindle was planned to achieve the technique of the high-precision CNC lathe.The directional assembly approach of the spindle was used for the assembly process according to the features of major parts.The double-location approach of the isolation cylinders was used to assemble the bearings of spindle.The structure of the cylinders were analyzed and optimized to avoid the over location.The grinding process substituting for the milling process of the cylinders manufacturing was designed to make sure the assembly accuracy of the bearings.The experience shows that the assembly process is suitable for the relevant technical requirements of the dynamic parameters of the spindle.
Spindle;Assembly Accuracy;Assembly Process
TH161
B
(編輯 宋業鈞)(
2011-05-04)
120112
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術與機床(2019年12期)2020-01-06 03:17:48
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2017年4期)2017-06-22 11:18:05
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
石油化工應用(2014年8期)2014-03-11 17:40:03
機械職業教育(2014年9期)2014-02-28 02:09:18
