轉爐渣補技術的應用與實踐
2012-09-11 02:08:58琚澤龍孫前進冒建忠豆天普
河南冶金 2012年3期
琚澤龍 孫前進 冒建忠 豆天普
(馬鞍山鋼鐵股份有限公司)
轉爐渣補技術的應用與實踐
琚澤龍 孫前進 冒建忠 豆天普
(馬鞍山鋼鐵股份有限公司)
介紹了馬鋼第二鋼軋總廠煉鋼分廠通過控制合適爐渣成分,出鋼后留取適量爐渣并加入1 t生鐵塊進行冷卻,采取渣面掛渣護爐的方法,取得了顯著效果,使補爐次數大幅下降,耐材成本達到新低,促進了爐況穩定和生產順行。
轉爐 掛渣護爐 爐渣成分
0 前言
提高轉爐作業率,降低耐材成本是轉爐生產的一項重要指標,同時也反映了鋼廠的操作水平和綜合管理水平。馬鋼第二鋼軋總廠煉鋼分廠通過控制合適爐渣成分、堿度等參數,摸索出適合轉爐掛渣補爐技術的爐渣MgO含量、堿度和冷卻時間等參數,利用出鋼后適宜的爐渣代替補爐材料對轉爐渣面進行補爐,通過加入1 t生鐵塊的方法使爐渣冷凝粘結,達到快速補爐的目的,即所謂的渣補,該廠渣補護爐技術的應用,使煉鋼耐材成本大幅度下降。
1 裝備條件及工藝參數
馬鋼股份有限公司第二鋼軋總廠現有40 t頂底復吹轉爐4座,弧形小方坯連鑄機4臺;連鑄連軋高速線材生產線一條;連鑄連軋高速棒材生產線一條;型鋼生產線兩條,生產鋼種:普碳鋼、低合金鋼,平均出鋼量36.8 t,平均出鋼溫度1665℃,年產量200萬t,轉爐主要參數見表1。氧槍采用拉瓦爾型三孔噴頭,其主要參數見表2。

表1 40 t復吹轉爐主要參數

表2 拉瓦爾型三孔噴頭主要參數
2 渣補護爐原理
爐渣熔損爐襯,但同時又能起到耐火材料作用,通過控制合適的爐渣成分,利用出鋼后爐渣中高熔點礦物含量,快速冷卻凝固在渣面爐襯部位起到耐火材料作用,主要是由于爐渣與爐襯界面存在溫度差,通過礦物間相互擴散,同類礦物重結晶,如2CaO.SiO2,MgO,3CaO.SiO2等,使爐渣與爐襯成為一個整體[1],達到補爐的效果,減緩爐襯磚的侵蝕速度,從而達到提高轉爐爐齡的目的。
3 轉爐渣補技術的應用與實踐
終渣成分的控制是否合理,對于渣補成功與否及耐侵蝕性影響較大,為了保證渣補效果,必須保證終渣成分控制合理,滿足渣補的需要。
3.1 終渣堿度控制與優化
爐渣粘度隨堿度升高而升高,從渣補的角度分析,希望堿度高一點,這樣轉爐終渣C2S及C3S之和可以達到70% ~75%,這種化合物都是高熔點物質,對于爐渣的耐火度有利,從MgO-CaO-SiO2三元相圖中看出,在不同堿度條件下,三元相圖有不同的組合和不同的固化溫度,見表3[2]。
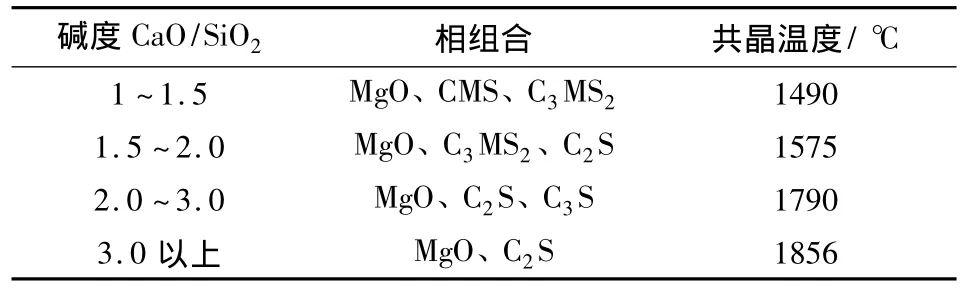
表3 堿度、相組合及對應固化溫度
為了確定適合渣補的終渣成分,對50個渣補爐次的終渣成分進行取樣對比分析(見表4)。
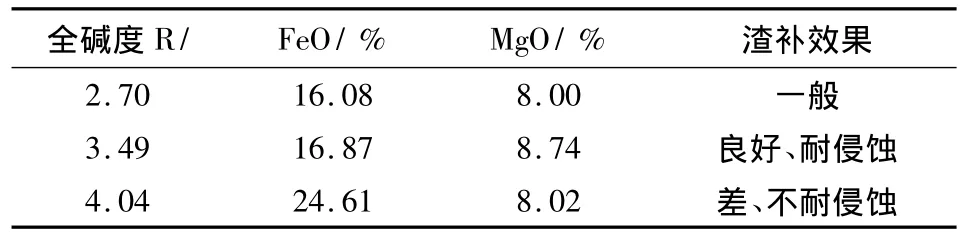
表4 渣補終渣主要參數及效果
可見,在不同堿度的條件下,由于共晶物的差別,使固化溫度發生了巨大變化,隨著堿度的升高,相對應的固化溫度也隨之升高,這對提高終渣的耐火性和耐侵蝕性都是有利的,但在試驗中發現堿度過高冶煉過程“返干”頻次增加,影響化渣,使爐渣流動性下降,在吹煉時為確保爐渣去磷、去硫效果,操作者會提高槍位化渣,這樣使渣中的w(FeO)增加,爐渣中以FeO為主的RO相以鐵酸鈣低熔點物質出現,不利于渣補效果的持久,所以準備渣補的爐次終渣堿度控制在3.0~3.5,堿度過高,冶煉過程不易控制,渣補效果并不理想,且造成原材料浪費,還容易造成爐底上漲。
3.2 終渣(MgO)控制與優化
氧化鐵與氧化鈣所形成的化合物為低熔物質,氧化鐵和氧化錳等組成的RO相融點也較低。但是MgO與FeO可以形成連續的固熔體,當FeO達到50%時,此固熔體的熔點仍高于1800℃。MgO與Fe2O3能化合生成鐵酸鎂,此化合物又能與MgO反應生成固熔體,都是耐高溫物質,既便在Fe2O3含量達到70%時,其熔點仍在1800℃以上。如果MgO含量低氧化鐵就會與氧化鈣生成低熔點鐵酸鈣。因此終點必須保持一定的MgO含量,才能保證渣補層的抗耐侵蝕能力。
在一定R和w(FeO)的條件下,當w(MgO)≥8.0時,增加終渣中MgO含量,可以提高終渣的熔點,但MgO過高會使爐渣全堿度上升,爐渣熔點提高,不利于化渣和提高脫磷效率,為了保證冶煉過程的平穩進行,吹煉過程中MgO含量按照8% ~10%控制,渣補后,可以投甩200 kg左右的鎂質投補料,增加渣中的w(MgO),提高爐渣的熔點和耐侵蝕性能。渣中MgO含量對爐渣熔點的影響如圖1所示[3]。
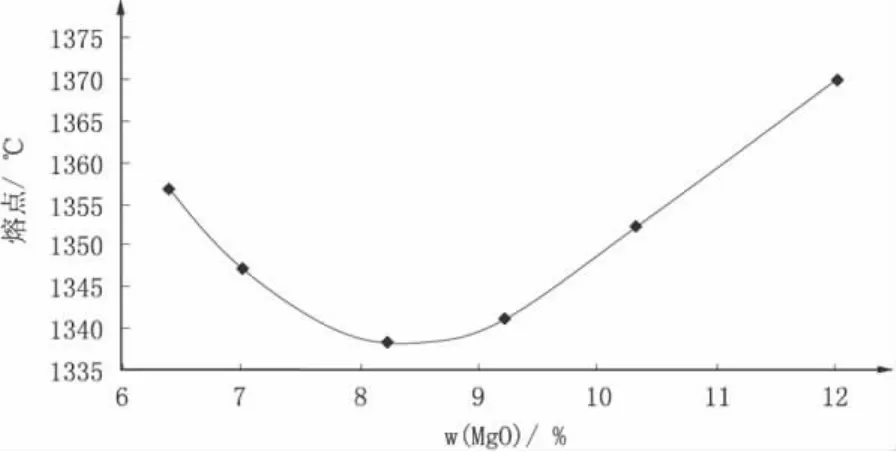
圖1 渣中MgO含量對爐渣熔點的影響
3.3 終渣(FeO)控制
渣中(FeO)含量加劇渣補層侵蝕的主要原因是高溫下C2F可以充分溶解渣補層中C2S,而MgO結晶和C3S基本不被侵蝕,因此,在渣補層的熔損過程中將會發生選擇性熔化,C2S和低熔點的C2F被溶解熔化,而高熔點不易被C2F溶解的MgO結晶和C3S將被保留和富集。
爐渣中w(FeO)與堿度、吹煉過程槍位、終點狀況等有著密切的關系,FeO高,爐渣內形成熔點較低共晶物,渣補后耐侵蝕性能差,所以嚴格控制終渣中w(FeO)顯得尤為重要。
3.4 渣補護爐操作
由于復吹轉爐終渣氧化鐵含量較高、出鋼溫度高、終渣過熱度大影響了濺渣護爐效果;先加廢鋼對渣面機械損傷嚴重,在倒爐測溫過程中,高溫鋼水對渣面的沖刷侵蝕尤其嚴重,為防止通爐事故,必須對爐襯較薄的位置進行補爐操作,以往采用貼鎂碳磚,噴入干噴料,倒鎂質補爐砂方法護爐,不但污染環境,影響生產,存在安全隱患,還增加耐材成本。為此,結合實際情況制定了出鋼后留適量爐渣并加生鐵塊快速冷卻,使爐渣粘附在爐襯上代替補爐材料的護爐工藝,該方法能夠快速對渣面侵蝕部位進行修補,減少了常規補爐次數,降低了耐材成本。操作步驟及要點如下:
1)渣面渣補爐次提前通知操作工,終點控制按照[C]終點≥0.07%;爐渣 R:3.3 ~3.5;MgO 含量8% ~10%。[C]終點<0.07%,適當減少留渣量;2)為了保證渣面掛渣補爐后平整,爐渣致密度大,不進行濺渣操作。
3)將爐體搖至與爐臺平面夾角約20°~30°,緩慢加入1 t渣補鐵塊,搖至渣面查看渣量,如渣量過大,可倒掉部分爐渣,確保合適留渣量,或先確定留渣量后再加鐵塊;
4)往爐內投入適量鎂質投補料,冷卻稠化爐渣;
5)停等5min~10min,正常加廢鋼繼續冷卻,待爐渣完全冷卻凝固后兌鐵水吹煉;
6)渣補第一爐要化好渣,不“返干”,過程溫度控制合適,出鋼后做好濺渣護爐工作;
7)生鐵塊渣補爐次,安全防范上與渣面大補同等重視,并執行相關安全操作規定,后續爐次出鋼時,爐口前方不得有人通行。
4 效果
通過應用渣補技術,對終渣成分進行控制與優化,改進渣補護爐操作方法,減少了渣面進砂補爐次數;補爐次數下降,降低了工人勞動強度,減少了垮砂事故,增加了安全系數;采用渣補技術能夠使噸鋼耐材(爐襯常規維護耐材)成本下降,由去年月平均3.74元/t,下降到今年月平均2.30 元/t。按照上半年產鋼100萬噸計算,降低耐材成本144萬元。2011年和2012年1~5月份噸鋼耐材消耗對比如圖2所示。
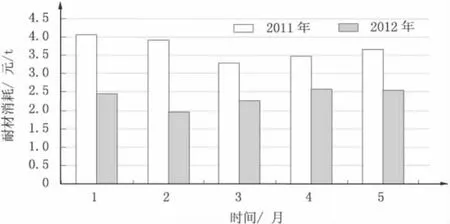
圖2 2011年和2012年1~5月份噸鋼耐材消耗對比
5 結語
由于受鋼材市場的影響,產能不充足,使爐座有充分時間進行渣補護爐操作,采用渣面加生鐵塊渣補的方法代替常規進砂護爐,方法靈活有效,能夠充分運用生產間隙進行護爐,在保證護爐效果的同時,降低了耐材成本,對于提高了轉爐生產效率,增加產品競爭力有積極的作用。
[1]蘇天森 轉爐濺渣護爐技術.北京:冶金工業出版社,2002:64-66.
[2]馮捷等.轉爐煉鋼生產[M].北京:冶金工業出版社,2006:213-214.
[3]丁長江等轉爐濺渣護爐成渣途徑的探討.煉鋼,2000,16(3):38-39.
APPLICATION AND PRACTICE OF SLAG SPRAYING IN CONVERTER
Ju Zelong Sun Qianjin Mao Jianzhong Dou Tianpu
(Maanshan Iron and Steel Stock Co.,Ltd)
Through controlling slag composition,keeping little slag after tapping,adding one ton pig iron for cooling and carrying out slag hanging furnace maintenance technology,it greatly decreased the times of patching and refractory costs and stablized furnace operating.
converter slag hanging furnace maintenance slag composition
聯系人:琚澤龍,廠長,工程師,安徽.馬鞍山(243000),馬鞍山鋼鐵股份有限公司第二鋼軋總廠煉鋼分廠;
2012—5—25