2800mm中厚板軋機液壓AGC系統改造
2012-09-11 02:08:58王躍民
河南冶金 2012年3期
關鍵詞:系統
王躍民
(安陽鋼鐵股份有限公司)
2800mm中厚板軋機液壓AGC系統改造
王躍民
(安陽鋼鐵股份有限公司)
針對2800mm中厚板軋機液壓AGC系統存在的問題進行了分析。從液壓、機械、控制和操作等方面入手,對工藝自動化和伺服缸機械結構進行了改造,實現了系統升級,滿足了生產要求。
中厚板 軋機 液壓AGC 改造
0 概況
液壓AGC就是借助于軋機的液壓系統,通過液壓伺服閥調節液壓缸的油量和壓力來控制軋輥的位置,對帶鋼進行厚度自動控制的系統[1]。液壓AGC系統具有軋制壓力大、控制精度高、響應速度快、過載保護簡單可靠的顯著特點,已成為現代化軋機裝機水平的重要標志[2]。通過基礎自動化和過程計算機控制,實現了快速、精準的輥縫控制技術,滿足了現代化生產工藝要求。安鋼2800mm中厚板軋機液壓AGC系統是90年代初期設備,主要由486計算機、STD總線﹑液壓站﹑J079-159型電液伺服閥﹑檢測儀表等部分組成。
1 存在的問題及分析
安鋼2800mm生產線由單機架改造為雙機架四輥軋機,產能由42萬t/年提高到125萬t/年;品種由Q235為主的普碳板轉變到低合金系列的16MnQ、16MnR和船板等高強度板;板坯單重由2.5 t上升到7 t;隨著產能的提高、生產節奏的加快以及軋制強度不斷上升,液壓AGC系統越來越不能滿足生產要求,存在問題主要包括:伺服油缸開裂、液壓系統故障頻繁和控制精度低幾方面。
1.1 伺服油缸開裂
伺服油缸先后兩次出現底部開裂等較大設備故障,致使軋機液壓AGC系統停用時間累計達到4個月以上,給生產組織造成很大影響。分析其原因主要包括:一是支撐輥軸承座與牌坊存在2.5mm左右間隙,而牌坊與伺服油缸間的間隙最小才1mm(現場實測)。由于間隙過小,造成軋鋼時本應支撐輥軸承座承受的沖擊力,由伺服油缸承受附加外力,進而造成缸底開裂。這一情況,從防轉塊固定螺栓多次斷裂可以說明。二是各主要配合尺寸間隙不合理,造成在使用時伺服油缸局部應力過于集中而產生開裂。
1.2 伺服閥塊設計繁瑣,故障率高
伺服閥塊采用二缸四閥配置,屬90年代初期水平,理論上可實現A-C、B-D和A-B-C-D三種控制方式,實際應用中只能實現前兩種,第三種由于穩定性太差,很少在軋鋼生產中應用。生產中,由于結構繁瑣,控制復雜,故障率非常高,不利于快速的故障判斷和處理,檢修、維護難度大等不利因素。
1.3 控制系統精度低
控制系統由486計算機、模擬量檢測儀表和STD總線等組成。486計算機運算速度慢,經常出現死機。系統僅能實現部分1級基礎自動化功能(僅厚度補償),對于寬度超過2200mm、厚度小于12mm的品種板來說,不能滿足在4200 t~4800 t之間軋制要求,控制精度很差(當鋼坯溫度較好時精度可達±0.15mm,鋼坯溫度差時精度降到±0.35mm)。主要體現在以下兩方面:
1)控制方式以電動APC+手動壓下+液壓AGC微調為主,主要問題包括:電動壓下的渦輪蝸桿存在間隙,影響產品精度;電磁離合器容易打滑,使軋輥兩側輥縫出現偏差;人工操作壓下厚度,精度低,隨意性大;液壓AGC工作行程過小,不能滿足成品道次的全液壓軋制,僅能起到道次間的微調補償作用。
2)頭部沉入現象嚴重。在生產中發現,產品距離頭、尾約100mm~300mm處同板差普遍較大,甚至超平均值0.3mm。為解決難題,按以下方案采集數據:軋件咬入后,每16 ms分別從TDC采樣軋制力、壓下絲杠MTS值、油柱MTS值以及總輥縫值,共采樣320 ms,并記錄相應項目咬鋼前的穩定值。在手動狀態和自動狀態,以軋制20mm厚的Q345軋件為例,所得數據繪圖如圖1、圖2所示。
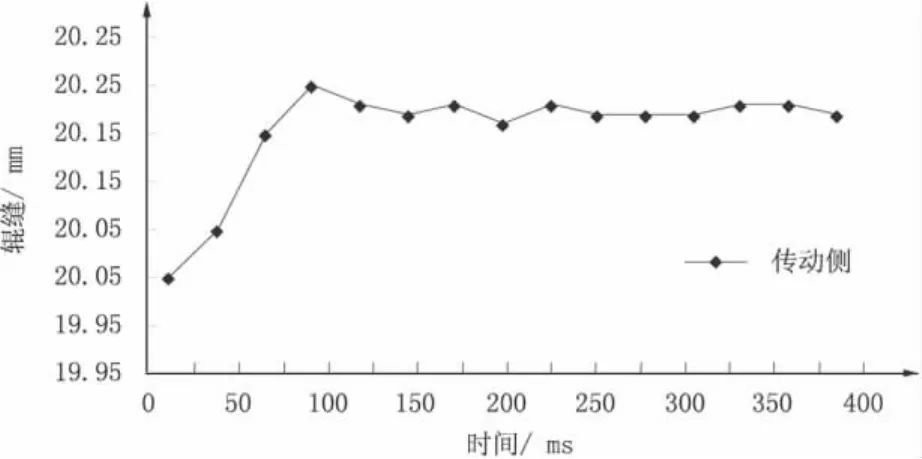
圖1 手動狀態軋件頭部輥縫
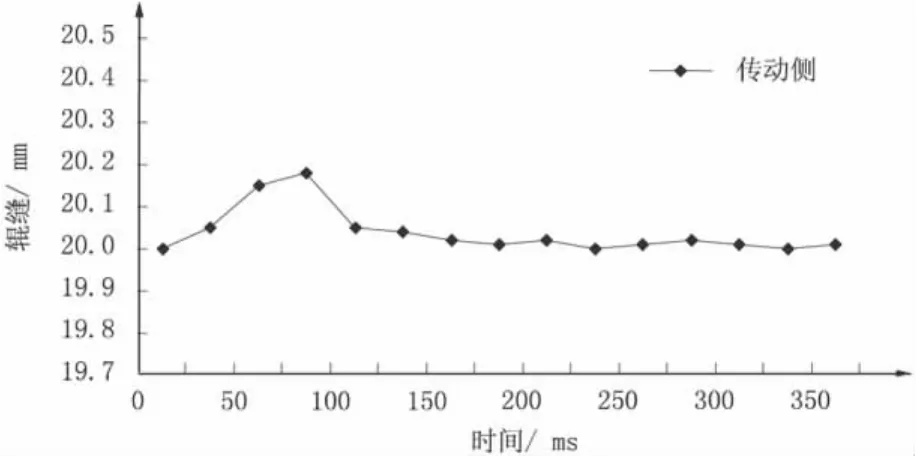
圖2 自動狀態軋件頭部輥縫
由以上圖1、圖2可以看出,在軋件咬入時,軋制力的階躍對軋機系統是個沖擊,造成的影響是輥縫暫時偏離設定值,液壓AGC的輥縫閉環調節需要一定響應時間才能把輥縫恢復到設定值,造成咬鋼初期產品頭部偏厚,影響相對AGC鎖定值的準確度,使得AGC補償不能及時投入,必須等到輥縫回到預擺位置才能投入,對產品的同板厚差和異板厚差都產生較大影響。
2 系統改造
液壓AGC改造首先考慮兩臺軋機間的坯料厚度和軋制節奏銜接問題。粗軋機是交流電機,軋制能力強,軋制速度快;精軋機是直流電機,成品道次多,軋制速度慢等特點。依據精軋機和粗軋機不同的軋制規程計算,確認粗軋機成品厚度應控制在40mm~50mm之間,生產節奏比較合理。另外,通過軋機牌坊的剛度測試和壓靠程序,消除高軋制力的軋輥變形。
2.1 優化設計伺服油缸
2.1.1 伺服油缸設計參數設定
伺服油缸連接方式與軋機壓下的蝸輪蝸桿緊密相關,而外形尺寸直接受軋機牌坊的窗口限制,因此,本次改造在保持原有連接方式和外形尺寸不變的前提下,針對伺服油缸進行重新設計。依據軋機裝配圖計算后得出,改造后伺服油缸工作行程不能大于80mm,確保正常的平衡塊更換、伺服油缸更換和前后機架輥更換。經計算得出:伺服油缸內徑由Φ1400mm改進為Φ1200mm,活塞桿直徑由Φ1200mm改進為Φ1100mm,最大工作行程由20mm改進為80mm,改造后伺服油缸參數為Φ1200mm×Φ1100mm×80mm。
2.1.2 調整伺服油缸配合間隙
在缸體、止推軸承和壓下螺絲三者之間參考國內同類機組間隙數據進行設計(如圖3所示),間隙參數見表1。
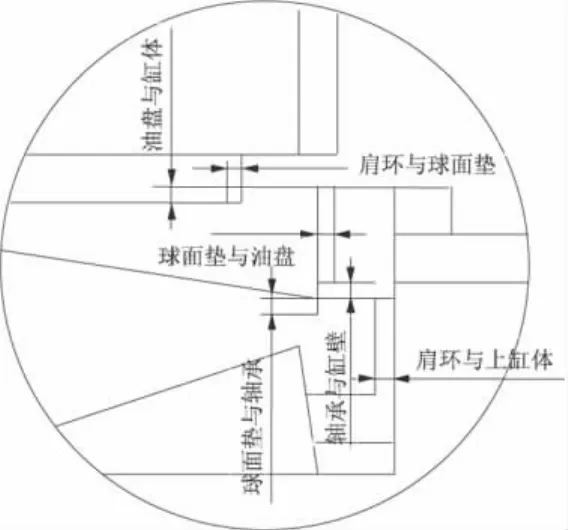
圖3 間隙示意圖
2.1.3 增加伺服油缸抗壓強度
經計算,伺服油缸缸底厚度增加+50mm,缸璧增加+50mm(相當于油缸內徑減小100mm)。

表1 間隙參數
2.2 優化設計液壓閥塊
閥塊優化設計采用二缸二閥配置,依據三位四通特性,將南、北閥塊上的A、B工作油口,分別對應軋機操作側伺服油缸和傳動側伺服油缸。這樣,對于同一個伺服閥而言,在操作側安裝的伺服閥是A口工作,而傳動側安裝的伺服閥是B口工作,具體原理如圖4所示。

圖4 閥塊原理
伺服閥在使用一定時間后可進行換位工作,極大延長了伺服閥使用壽命。對于同一型號的兩個伺服閥,機械“零位”和工作狀態時的“零位”由電氣信號保證。
2.3 優化控制系統
軋機壓下控制系統的功能是在指定時刻,通過電動壓下和液壓壓下將輥縫調節到給定的目標值上,使調節后的輥縫實際值與目標值之差保持在允許的誤差范圍內,主要包括空載的預擺輥縫和帶載的輥縫快速調整。電動APC和液壓AGC的基本控制原理如圖5所示。
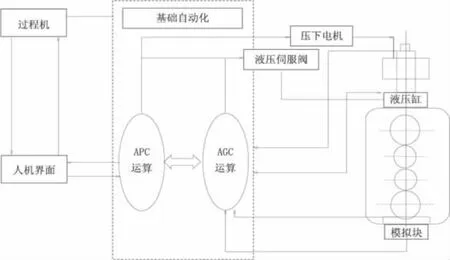
圖5 電動APC和液壓AGC控制原理
1)優化電液聯擺方式。直接采用電動APC和液壓AGC聯合控制方式為主控制模式,突出實現了電動APC的“快”和液壓AGC的“準”兩大優點。電液聯擺方式有兩種:①軋制規程每一道次,先按軋制狀態的基本設定油柱為基準給定液壓位置,即液壓系統不動,電動壓下系統按設定的位移-速度曲線快速壓下,當電動到位(比如偏差<0.5mm)后,保持電動輥縫,讓液壓系統動作以補償電動死區。②在軋制規程的末兩道次,在油柱不超過液壓缸有效工作行程范圍時,電動不動,全用液壓油柱伸縮完成擺輥縫。規程的其余道次液壓系統始終在該軋制狀態的初始位置保持不動,全部由電動完成輥縫調整。如果超過液壓缸有效工作行程,程序將自動切換到上一模式。
從實際運用效果看,方式①和方式②相比,有明顯的優勢。因為在國內現有中厚板生產中,厚板所占比重較少,末兩道次行程和一般都較小(大部分小于12mm)。
方式①也有它獨特之處,當液壓缸行程很小,而對輥縫準確要求很高時,就可用它。在改造實施過程中,利用原有伺服油缸(有效行程為8mm),采用方式①進行生產,取得了較好效果。
2)頭部沉入的改進措施對整個改造工作至關重要,起到標尺作用。如果頭部補償值過小,起不到相應的補償作用,如果頭部補償值過大,容易造成超調;如果補償時間不合理,又容易造成頭尾較長范圍內的厚度波動。經測試計算,主要包括以下改進:①咬鋼延時200ms后,開始計算80ms區間內的兩側輥縫值和軋制力,其均值作為鎖定值,咬鋼300ms之后投入相對AGC補償,頭部沉入補償值為0.18mm。②降低進鋼速度,做到平穩咬鋼。③加強對軋機冷卻水的管理,包括擋水板、膠木條的維護。④保證加熱質量,使坯料表面加熱溫度均勻。
3 效果
通過上述改造措施的全面實施,達到了良好效果,主要體現在以下幾方面:
1)控制方面,基礎自動化使用SIMATIC TDC全數字控制系統;過程控制使用HP等高端服務器,配有軋機操作系統和人機界面(HMI);檢測儀表采用MTS數字位置傳感器和HYDAC壓力傳感器;通訊連絡使用現場總線、遠程I/O和工業以太網,把檢測儀表、基礎計算機、過程計算機、操作臺、人機界面HMI、液壓站等有機的連接在一起,完成所有控制功能,整個系統運行速度由10 ms提高到1 ms。
2)液壓方面,采用了Rexroth系列恒壓變量泵,工作壓力由17 MPa提升到25 MPa;采用了HYDAC高精度過濾器,系統清潔度長期保持在NAS163~5級運行,伺服閥壽命由1年延長至3年。
3)操作方面,實現了道次自動下移、電液聯擺等;控制方式有手動、半自動、全自動、全液壓等;實現了Win CC畫面顯示和計算機故障檢測記錄、規程優化和自學習;2000 t自動壓靠、紅外線溫度顯示補償、計算機各道次參數計算、成品道次全液壓壓下;油缸行程由25mm提高到80mm。
4)產品精度,同板差控制精度達到 ±0.042mm,異板差控制精度達到±0.016mm,系統投用率達到99% 以上,提高產品成材率0.1% 以上。
4 結語
軋制生產正沿著高精度、連續化、高速化、大型化、自動化、信息化和智能化方向迅速發展。通過改造,安鋼2800mm中厚板軋機裝機水平有了質的飛躍,達到國內先進水平。為新工藝軋制、新品種開發提供了有力的設備和技術保障,在中厚板行業中具有較大的借鑒和推廣價值。
[1]鄭申白,曾慶亮,李子林.軋制過程自動化基礎.北京:冶金工業出版社,2005:35.
[2]楊安,歐陽奇.軋機液壓AGC系統建模與仿真.機床與液壓,2008(9):243-246.
HYDRAULIC AGC SYSTEM REFORMATION IN2800mm MEDIUM AND HEAVY PLATE MILL
Wang Yuemin
(Anyang Iron and Steel Stock Co.,Ltd)
After analyzing the existing problems of hydraulic AGC system in2800mm medium and heavy plate mill,the process automation and servo cylinder mechanical structure were reformed from hydraulic,mechanical,control and operation system,which implemented system upgrade and met production requirements.
medium and heavy plate rolling millhydraulic AGC reformation
2012—4—2
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
制造技術與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(2017年9期)2017-09-26 03:41:45
知識經濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(2016年6期)2016-04-20 06:21:32