方坯長水口機械手液壓系統的改進
2012-09-11 02:08:58陳建新董新宇劉景輝段振海
河南冶金 2012年3期
陳建新 董新宇 劉景輝 郭 潔 段振海
(安陽鋼鐵股份有限公司)
方坯長水口機械手液壓系統的改進
陳建新 董新宇 劉景輝 郭 潔 段振海
(安陽鋼鐵股份有限公司)
針對安鋼第一煉軋廠方坯連鑄機械手液系統存在的油溫過高、壓力波動大等問題進行了分析,提出了相應改進措施。通過增設循環冷卻過濾單元、合理布局工作泵等,提高了設備運行效率,取得了良好的效果。
機械手液壓站 柱塞泵 冷卻器 過濾器
0 前言
安鋼第一煉軋廠方坯連鑄機自投產以來,機械手液壓站暴露出了液壓泵壽命短、閥芯卡阻、油溫高、壓力波動大、系統工作不可靠等缺陷。針對上述原因,對鋼包長水口機械手的使用要求、液壓系統的設計原理及現場環境進行了認真分析,找出了問題的癥結,提出了改進的方案。
1 設備概況
鋼包長水口機械手由回轉體、支撐臂、升降液壓缸等幾部分組成,主要用來安裝和拆卸連接在鋼包和中間包之間的長水口。當鋼包旋轉到澆鑄位置時,轉動并提升帶有長水口的機械手,使長水口與鋼包滑板的下水口相連。鋼包降低時,機械手會被自動壓下,使長水口的一端浸入到中包液面下,實現保護澆鑄。原液壓系統如圖1所示。
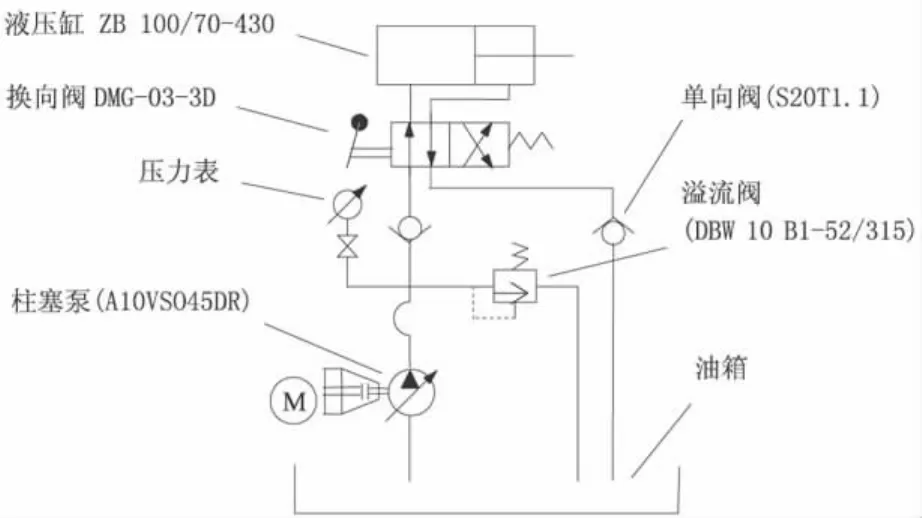
圖1 原液壓系統原理圖
2 存在的問題
2.1 液壓泵設計不合理
2.1.1 液壓泵位置過高
軸向柱塞泵的自吸能力較弱,且要求其吸油口至最低油位的距離不得大于500mm。而該液壓站的柱塞泵安裝在油箱上,實際吸油液面大于500mm,給泵的吸油造成一定困難。同時,該站采用的工作介質為水乙二醇HS-620,在常溫狀態下,水的飽和蒸汽壓高于油,因此更易產生氣穴現象。氣穴現象的出現,造成壓力波動大、工作泵、管路及閥臺產生振動、噪音,不僅損壞元件,而且振動容易引起接頭或其他緊固件松動,引發泄漏等問題。[1]
2.1.2 系統可靠性低
原液壓系統僅設置一臺工作泵,無備用泵,一旦出現問題,長水口機械手即不能正常使用,只能敞開澆鑄或停機,對生產和產品質量造成較大影響。
2.2 系統冷卻性能差
原液壓系統未設置冷卻裝置,僅依靠油箱本體散熱。在實際應用過程中,由于執行元件靠近熱源,在連續生產狀態下,油液溫升較快,造成工作溫度過高,有時達到80℃以上。高溫環境下的液壓元件、密封件性能受到直接影響,引起系統內外泄漏、執行元件動作不靈敏等問題頻繁發生。
2.3 系統無過濾單元
原液壓系統無過濾單元,造成系統清潔度低。
3 改進措施
3.1 合理布局工作泵
針對原設計中存在的問題,為了改善泵的吸入條件,避免氣穴現象的產生,將柱塞泵從油箱上移至油箱旁的底座上,利用介質自重,增加泵吸油口的液體正壓,使吸油效果更好。
3.2 增加備用工作泵
系統增加了一臺備用泵,采用開一備一的工作模式,一旦一臺泵出現問題,可以迅速切換到另一臺泵,大大增加了系統的可靠性。
3.3 增設循環冷卻單元
為了避免溫升過高造成的危害,設計增設了循環冷卻單元,以滿足系統散熱的需要。
3.3.1 冷卻器的選用及計算
1)系統發熱量和散熱量的估算。液壓系統的發熱量主要產生于能量損失。一般而言,合理、高效的液壓系統總效率為70% ~80%,而一般系統僅達到50% ~60%。據此估算該系統發熱量Nk為[2]:

式中:Np——輸入泵的功率,W;
ηC——系統的總效率。
除了必要的冷卻器散熱外,油箱、管路等也是液壓系統有效的散熱途徑。該系統油箱容量V為1000 L,當六面體油箱長、寬、高比例為1∶1∶1~1∶2∶3時,其散熱面積A近似計算為:

據此估算系統散熱量NKd為:

式中:K1——油箱散熱系數(根據設計手冊,整體式油箱通風差K1值取11 W/(m2·℃));
△t——系統溫升(根據現場測量溫升為54℃)。
2)冷卻器的選用。根據冷卻器的種類和特點選用管式冷卻器。水冷式冷卻器的冷卻面積計算為:

式中:AT——冷卻器的冷卻面積,m2;
Nk——液壓系統發熱量,W;
NKd——液壓系統散熱量,W;
K——冷卻器散熱系數(根據設計手冊,多管式冷卻器散熱系數110~175 W/(m2·℃));
△Tav——平均溫差(由進出口油溫與水溫綜合考慮,選取△Tav為15℃)。
經過計算,冷卻器的散熱面積AT=3.1 m2。因此,根據設計手冊選用散熱面積為4.2 m2的管式換熱器,型號為4LQF3W-A4.2F。
3.3.2 循環泵的選用
本液壓系統油箱的容積為1000 L,冷卻器散熱面積為4.2 m2。根據設計手冊,選用循環泵為齒輪泵,型號為RCU-16。
3.4 增設過濾單元
設計中將循環冷卻單元通過回油過濾器返回油箱,實現了介質的循環過濾。介質清潔度的提高,使由污染引發的故障得到了控制。
系統使用的高壓泵為A10VSO45DR,排量為45 mL/r,電機轉速為960 r/min。
系統最大流量Q為:

根據設計手冊:該液壓系統為NAS.7,回油過濾精度應選10 μm。過濾器選用為管式紙質過濾器,型號為ZU-A63×10S。
改進后液壓系統如圖2所示。
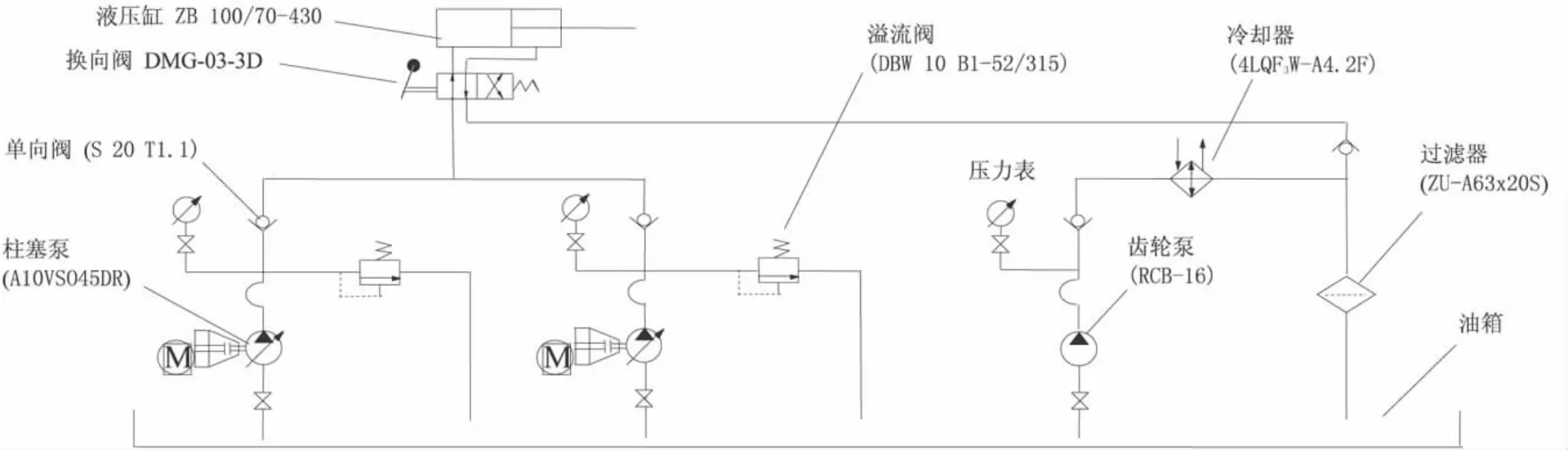
圖2 改進后液壓系統原理圖
4 改進效果
4.1 提高了設備運行效率
改進后工作泵運行平穩,系統壓力穩定在14 MPa。噪聲、振動、閥芯卡阻等現象得到了明顯改善,工作油溫長期處于40℃左右的良好狀態。設備運行一年以來,未出現任何事故,有效的保證了生產的連續性。
4.2 降低了勞動強度
改進前,頻繁進行更換工作泵,油箱清理、換油、補油等工作,工作量繁重。改進后,大大縮減了維修人員的勞動時間和勞動強度。
4.3 降低了維護成本
除了定期更換過濾器濾芯外,改進前工作泵的更換周期為3個月,油品約消耗2桶/月,每年需要更換兩次油液并清理油箱。改進后工作泵的更換周期為2~3年,只要每年更換一次油液并清理油箱即可。
[1]陳奎生.液壓與氣壓傳動[M].武漢:武漢理工大學出版社,2001:127-128.
[2]成大先.機械設計手冊[M].北京.化學工業出版社,2010:21-671.
IMPROVEMENT ON HYDRAULIC SYSTEM FOR BILLET SHROUD MANIPULATOR
Chen Jianxin Dong Xinyu Liu Jinghui Guo Jie Duan Zhenhai
(Anyang Iron and Steel Stock Co.,Ltd)
It analyzes the high oil temperature and big pressure fluctuation etc problems remaining in hydraulic system for manipulator in Anyang Steel and put forwards the relevant improvement measures.Equipment operating efficiency has improved by adding the circulation cooling filtering unit and reasonably arranging operation pump.
manipulator hydraulic station plunger pump cooler filter
2012—2—9
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17