技術注釋標準化管理研究
2012-09-15 05:13:18周飛華廖子祥曾朝輝
直升機技術 2012年3期
周飛華,廖子祥,曾朝輝
(中國直升機設計研究所,江西景德鎮 333001)
0 引言
技術注釋是在產品設計過程中,設計需要對制造以及后續環節提出產品的技術要求,如熱處理、表面防護、標印、引用的工藝規范和技術條件等。隨著數字化設計與制造技術的廣泛應用,三維模型替代二維圖樣作為技術交流和信息傳遞的主要方式,構建基于三維模型的新產品研發體系是產品研制的主流。技術注釋標注是產品設計中的一項重要內容,二維圖樣上標注技術注釋的設計方式已不能滿足新的三維模型研制模式需求,建立技術注釋標準化管理系統是構建新產品研發體系的重要工作之一。
本文簡單介紹了在傳統設計過程中技術注釋應用存在的問題,對技術注釋進行了標準化、規范化的探討,闡述了基于三維模型設計,技術注釋如何實現數據庫標準化管理,并提出了實現模式。
1 技術注釋應用中的問題
在傳統設計過程中,技術注釋通常由設計人員標注在圖紙的右下方,經分析技術注釋應用中主要存在以下幾類問題。
1.1 缺乏標準化管理
在國標、國軍標和行業標準中涉及了一些技術注釋的相關標注要求,但相對于技術注釋總量只占很少的一部份,且目前并沒有形成統一有效的管理規范。在二維圖樣上設計時,設計員通常參考其他典型零件對本零件進行技術注釋標注,技術注釋描述在很大程度上取決于設計員個人設計水平,描述不規范、用詞不準、單位不統一、要求過高或不合理等情況時有出現,可能導致對技術注釋的誤解、曲解,由此發生的工程更改給產品設計與制造帶來了不必要的研制成本。
1.2 未實現資源共享
技術注釋涵蓋產品設計與制造的各個方面,內容繁雜,雖然產品圖樣記錄了所有技術注釋,但對技術注釋的系統化歸納和提煉并未進行,統一有效的技術注釋數據庫尚未形成,許多合理、規范的技術注釋(工藝方案)不能得到繼承,對于企業是一種資源的浪費和“智力”的損失。
1.3 設計數據和制造數據的不同步
設計和制造部門基于二維圖樣和文件進行產品信息交流時,設計、工藝和制造數據關聯度不高。技術注釋又包含大量的設計和工藝信息,當一方有信息的變更時,很難及時通知到每一位設計人員和工藝員,造成許多附加的更改工作量,并經常出現延誤更改的情況,帶來了設計、工藝和制造數據的不一致性問題。
2 技術注釋標注標準化探索
技術注釋若不按一定的規范要求描述,相同的技術要求可能衍生出很多差異化的技術注釋,有些技術注釋甚至可能產生歧義。技術注釋的規范化是一項繁雜的工作,一般從以下幾點入手。
2.1 統一量的單位和符號
技術注釋標注中會涉及到許多物理量的單位和符號,一般按國際單位制進行統一,在有相關的行業標準時可按行業標準進行統一。如公差、倒圓、強度、厚度等使用的單位和符號應按國際單位制進行統一,擰緊力矩單位可采用HB 6586-1992《螺栓螺紋擰緊力矩》中的“N·cm”單位進行統一。
2.2 統一規范用語
在以往的二維圖樣上,許多技術注釋描述中用詞或用語不準確不統一,在技術注釋標注過程中應對其進行統一和規范。如:“銳角”和“尖角”;“銳邊”和“尖邊”等用詞不統一,甚至有少量技術注釋出現錯別字。
2.3 規范行文
許多技術注釋在表述上沒有嚴格的表述順序,有些技術注釋表述時應按照工藝工序順序、加工順序、安裝順序表述技術要求,否則會產生歧義甚至錯誤,如表面防護類的技術注釋。有些技術注釋必須做一些規定來進行統一和規范,如引用技術文件或相關標準類的技術注釋,同一份標準有兩個年代號同時有效,這類技術注釋應規定表述內容必須包括技術文件名稱、技術文件號、標準名稱、標準號及標準年代號等內容及順序。
2.4 技術注釋參數化
有不少技術注釋帶零件號,此類技術注釋指向單個零件,對技術注釋標注的標準化沒有多大的影響,但給技術注釋標準化管理造出很多冗余數據,且對數據管理沒有很大實際意義。如:“安裝時測量剎車盤與剎車片之間的間隙a和b,通過增減調整墊片(××××0001202)的厚度,以保證a與b的差值不大于 0.2mm,a與 b的值為 1.3±0.3mm”和“本圖附于EO單:EO××××280C2009”。對這類特定的技術注釋,采用去除零件號及參數化的形式進行規范,以避免產生大量冗余數據。
3 技術注釋規范化
3.1 技術注釋的分類
由于技術注釋信息具有繁雜、離散型等特點,為便于管理,需要對技術注釋進行分類。通過對技術注釋涵括的內容進行分析,技術注釋基本上可分為機械加工技術要求、裝配技術要求、工藝技術要求、檢驗技術要求和其他技術要求等類別,按常用的專業術語分類如表1所示。

表1 技術注釋分類
3.2 技術注釋標注格式
每類技術注釋所含內容結構大致相同,技術注釋應按總的原則進行標準化、規范化標注。各類技術注釋應形成相應的標準規范,明確技術注釋類的含義、標注格式及相應的示例。
如:公差注釋是零件加工對公差要求的技術注釋,包括一般公差(未注公差)、模鍛件公差、鑄件公差、化銑公差及其它。標注格式為:“XX公差為XX”或“XX公差按XX(文件或標準)精度要求”;引用的文件或標準必須帶年代號。
示例1:腹板厚度公差為±0.1mm;
示例2:零件的化學銑切精度按HB 7786-2005 5級。
4 技術注釋標準化管理的實現
基于模型的定義(MBD-Model Based Definition)技術是基于三維CAD軟件的產品數字化定義技術,它將產品定義的各類信息按照模型的方式組織,其核心內容是產品的幾何模型,所有相關的工藝描述信息、屬性信息、管理信息(包括零件表)等都附著在產品的三維模型中,形成產品數字化信息的完整描述。其核心思想是將基于二維圖紙的設計授權模式轉變為以三維模型為核心的設計授權模式。
數字化定義是唯一的權威性數據集,將為所有后續環節提供所需要的信息。因此,對MBD數據集的數據規范性、一致性、完整性、準確性提出了更高的要求,對MBD數據內容的產生和管理帶來更大的復雜性。單靠手工操作難以確保數據的規范性、一致性、完整性和準確性,需建立一整套支持MBD應用的軟件支持工具集和支持數據庫。技術注釋標注是MBD數據集中重要的一項關鍵數據內容之一,由于技術注釋跟材料、工藝、加工方法直接相關,關系復雜、內容繁雜,有必要建立支持MBD應用的技術注釋庫,以方便生成規范化的MBD數據集,提高用戶的工作效率,并最終形成企業的智力資產。
4.1 技術注釋的“數字模型”
技術注釋的“數字模型”由三部分組成,即技術注釋編號、技術注釋屬性項、技術注釋標注內容。技術注釋編號是每條技術注釋數據的“身份證”號,是技術注釋信息數字化的基礎,編號必須是唯一的;技術注釋屬性項是技術注釋檢索的基礎,技術注釋的搜索和查詢主要是通過技術注釋屬性項的查詢和比對確定。
4.2 技術注釋編碼規則
技術注釋的編號一般由對象類別、注釋類別、明細類別和順序號等幾類組成,不同的單位可采用定制特定編碼規則。中航工業直升機所采用的編碼規則構成如圖1所示[1]。
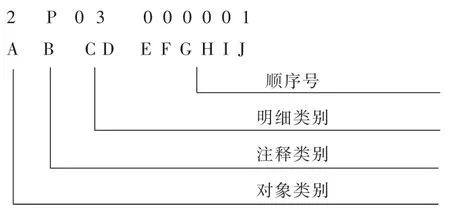
圖1 技術注釋編碼構成
位置說明:
A位字符 對象類別,直升機注釋為2
B位字符 注釋類別,零件/裝配件注釋為P
C-D位字符 注釋類別(見表2)
E-J位字符 順序號

表2 各類注釋子庫明細類別劃分
4.3 技術注釋屬性項設置
技術注釋屬性項設置主要是為實現技術注釋數據庫管理系統的查詢功能,主要依據技術注釋類包含的內容而設定,同時需考慮技術注釋數據庫系統的通用性、實用性及準確性等各方面因素。設定屬性項相對應的是構建了技術注釋庫系統中的一種數據類型,如表面防護注釋類注釋的屬性項可設為注釋編號、基體材料、表面處理、鍍層厚度、補充表面、過渡層、底漆、磁漆、磁漆顏色、采用頻度、備注、標注內容等相關屬性。
4.4 技術注釋數據庫系統架構
根據以上分析及技術注釋應用的要求,技術注釋數據庫系統的總體架構和功能架構設計如圖2和圖3所示。

圖2 技術注釋數據庫系統架構圖

圖3 技術注釋數據庫功能架構圖
4.5 技術注釋系統管理
技術注釋標準化管理主要包含技術注釋數據庫的管理和技術注釋應用的管理。技術注釋應用的管理主要指零組件上的技術注釋數據必須來源于技術注釋數據庫以及技術注釋與零組件數據的融合性等各方面要求,應杜絕各設計員擅自“寫”技術注釋的現象。
技術注釋數據庫的管理主要指技術注釋生命周期管理,即技術注釋數據的申請、審核、批準及廢止等各方面的要求。技術注釋庫數據形成之初及技術注釋數據庫應用之中都應有工藝人員及標準化人員全程參與,確保技術注釋數據庫中的每一條數據的規范性和有效性。
5 結束語
基于三維模型的產品研發已經成為新的產品研制模式,并將成為未來產品的主流研制模式。基于三維模型的產品研制模式為技術注釋實現標準化管理提供了一個良好的管理平臺,通過管理平臺建設技術注釋管理系統可對技術注釋進行有效的管理,可避免出現設計員自行添加和修改技術注釋的情況,實現了技術注釋標注的變革,并形成技術注釋資源庫,使規范、合理的技術注釋得到繼承,實現快速設計,降低技術注釋方面的更改,從而提高設計質量,降低整個項目的研制成本。
[1]Q/AVIC 01802—2011,基于模型的定義 注釋與編號[Z].
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
口腔護理用品工業(2021年4期)2021-11-02 08:22:56
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
中國公路(2017年9期)2017-07-25 13:26:38
財經(2017年2期)2017-03-10 14:35:35
光學精密工程(2016年6期)2016-11-07 09:07:19
財經(2016年15期)2016-06-03 07:38:02
財經(2016年3期)2016-03-07 07:44:46
財經(2016年6期)2016-02-24 07:41:51