鎂合金溫拉深工藝的有限元模擬和實驗研究
2012-09-17 03:26:34李彩霞于彥東潘承怡
中南大學學報(自然科學版) 2012年10期
李彩霞,于彥東,潘承怡
(1. 哈爾濱理工大學 材料科學與工程學院,黑龍江 哈爾濱,150040;
2. 哈爾濱理工大學 機械動力工程學院,黑龍江 哈爾濱,150040)
近年來,作為密度最低的結構材料,鎂合金廣泛應用于汽車和電子工業領域[1?3]。鎂合金板材成形是一種有效的環保加工工藝。拉深作為一種重要的金屬板材成形過程,可以有效地改善生產率和產品質量[4?5]。然而,由于鎂合金是密排六方結構,所以,其室溫成形性能很差[6]。溫成形是指在高于室溫和低于再結晶溫度范圍內完成的成形工藝,許多研究結果[7?18]表明鎂合金在 150~300 ℃表現出優良的延展性和成形性能。近幾年,不少學者針對鎂合金溫拉深過程進行了大量的研究工作。Yoshiohara等[5]設計了一套加熱和冷卻系統,可以改善鎂合金板材的成形性能。Takuda等[19]利用AZ31為材料,研究了溫度對鎂合金拉深成形性能的影響,發現鎂合金的拉深成形能力隨著溫度的升高而顯著提高。Chen等[7]通過有限元分析和實驗研究方法研究了鎂合金方形件的溫拉深工藝。考慮到鎂合金盒形件在電子工業中的應用越來越多,如筆記本電腦殼、手機殼和MD播放器殼等,為了深入研究AZ31鎂合金的成形性能,本文作者通過實驗和有限元分析手段研究溫拉深成形AZ31鎂合金板材(成形的盒形件長×寬為50 mm×35 mm)。
1 有限元模型
應用動態顯式分析軟件ETA/Dynaform5.5模擬溫拉深成形過程。包括模具和坯料的有限元模型如圖 1所示。通過不同溫度(從室溫到250 ℃)和不同應變速率(0.001~0.1 s?1)下的單向拉伸試驗和熱模擬壓縮試驗確定鎂合金的機械性能,以此指導有限元模擬。其他模擬參數如表1所示。

圖1 盒形件有限元計算模型及網格劃分Fig.1 Square parts model and mesh division

表1 模擬中采用的材料性能和過程參數Table 1 Material properties and process parameters applied in FE simulation
實驗所用為通過熱軋制獲得的AZ31鎂合金商用板材,其金相組織由等軸晶粒組成,如圖2所示,經計算其晶粒尺寸為6.1 μm。
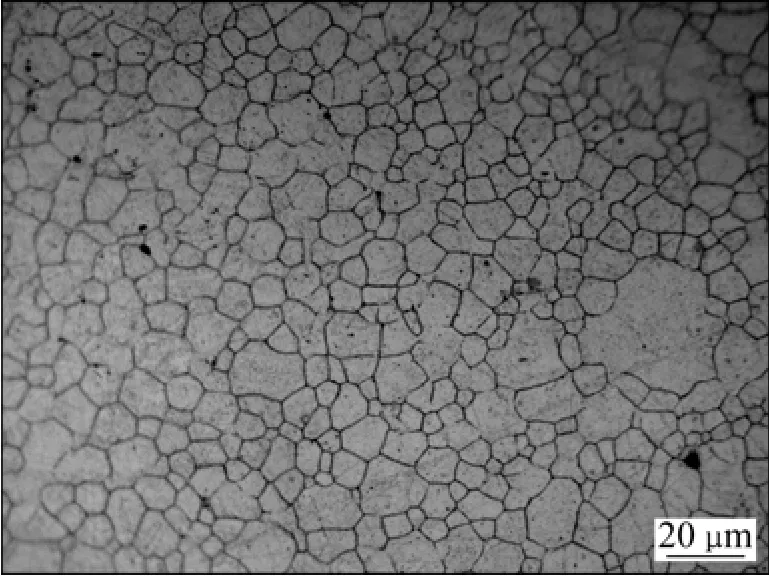
圖2 原始板材金相組織Fig.2 Metallurgical structure of original sheets
2 盒形件拉深實驗過程
溫拉深實驗是在 Y32?100四柱萬能液壓機上進行的。模具中壓邊圈和凹模分別插入6個加熱棒作為加熱元件,可以對凹模和壓邊圈同時預熱,也可以根據需要采取對板材單面加熱(上表面或下表面)操作,采用3個熱電偶分別測量板材、凹模和壓邊圈的溫度。在實驗過程中,溫度和拉深速度等參數均是可控的,并通過這些參數來指導和確認數值模擬結果。
不同的成形溫度和拉深速度是影響AZ31鎂合金盒形件溫拉深最重要的過程參數。實驗溫度從室溫到250 ℃。加熱期間,沖頭遠離加熱系統,拉深前將板材夾緊于壓邊圈和凹模之間一段時間。當板材溫度達到預期值后停止加熱,拉深實驗開始。將水基潤滑劑PTFE均勻涂抹于和板材接觸的壓邊圈和凹模表面。
3 結果與討論
3.1 成形溫度優化
圖3所示為模擬得出的不同溫度下AZ31鎂合金成形極限圖(速度為18 mm/min),成形極限圖能全面、直觀地反映不同應變狀態下板料的成形性能,因而可用以判斷復雜形狀沖壓件工藝設計的合理性,分析沖壓件的成形質量并改進工藝,以保證沖壓生產的順利進行。
圖3中空心圖案代表對應溫度下盒形件危險點在成形極限圖上所處的位置,50 ℃時其危險點處于破裂區,盒形件拉深失敗;100 ℃時其危險點落在臨界區內,則預示該零件拉深時廢品率會很高;150 ℃時其危險點靠近界限曲線,說明必須對有關條件進行嚴格控制,否則有可能出現廢品;200 ℃和250 ℃時其危險點處于安全區,說明在此溫度下板料還有一定的塑性成形潛力。

圖3 模擬得出的不同溫度下AZ31鎂合金成形極限圖Fig.3 Forming limit diagram for AZ31 magnesium alloy at different temperatures
成形極限圖的分析說明其他工藝參數一定的條件下,200 ℃和250 ℃下板材成形質量較好。
圖4所示為各溫度下拉深件對角線上不同節點厚度分布,雖然溫度不同,但是厚度的變化趨勢是相同的,最薄的地方位于和凸模拐角緊挨著的側壁處,如圖4中節點14所示;而最厚的地方位于凸緣中間位置,如圖4中節點5所示。從以上分析可以預測出盒形件拉深過程中,破裂發生在凸模拐角附近的側壁部位,從厚度減薄率可看出在200 ℃時板材的成形性能比其他溫度的好。
200 ℃時拉深件對角線上數值模擬和實驗厚度對比如圖5所示,各位置實驗結果普遍高于模擬結果。雖然模擬和實驗結果稍有偏差,但是,模擬可以預測最大減薄發生位置,估計實際拉深件上較難測量區域的厚度分布。通過模擬,優化了工藝參數,使得成形件厚度分布更加均勻,進而提高了成形件的質量和力學性能。
3.2 拉深速度優化
圖6所示為模擬中不同速度不同溫度下最大沖頭力曲線。從圖6可見:隨著溫度的升高,最大沖頭力降低,說明溫度越高,所需成形力越小,而速度的變化對沖頭力的影響不是很大。
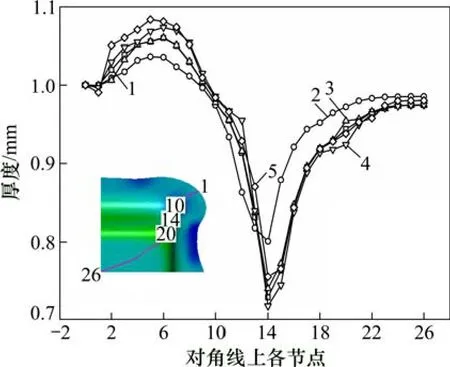
圖4 拉深速度為18 mm/min時各溫度下拉深件對角線上不同節點厚度分布Fig.4 Thickness along diagonal of square drawn at different temperatures with punch speed of 18 mm/min
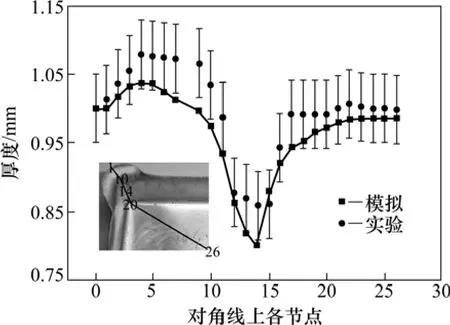
圖5 拉深速度為18 mm/min和200 ℃下拉深件對角線上數值模擬和實驗厚度對比Fig.5 Thickness from numerical simulation and experiment along diagonal of square drawn at 200 ℃ with punch speed of 18 mm/min
實驗中不同拉深速度下拉深的盒形件如圖 7所示。從圖7可見:拉深速度為18 mm/min時沒有發生斷裂缺陷;當拉深速度達到66 mm/min和180 mm/min時在凸模拐角處發生斷裂。相對低的拉深速度(66 mm/min)下斷裂區域比較小,變形后期發生初始斷裂,而180 mm/min時發生的初始斷裂更早一些。此結果與模擬結果相一致,如圖8所示。這是因為:一方面隨著變形速度的增加,材料的流動性也隨之增加,而材料的斷裂抗力受變形速度的影響很小,這使得板料較早的達到了斷裂階段;另一方面,在加熱條件下進行拉深成形,增加變形速度將使鎂合金沒有足夠的時間進行恢復,造成鎂合金軟化不充分因而塑性明顯下降。
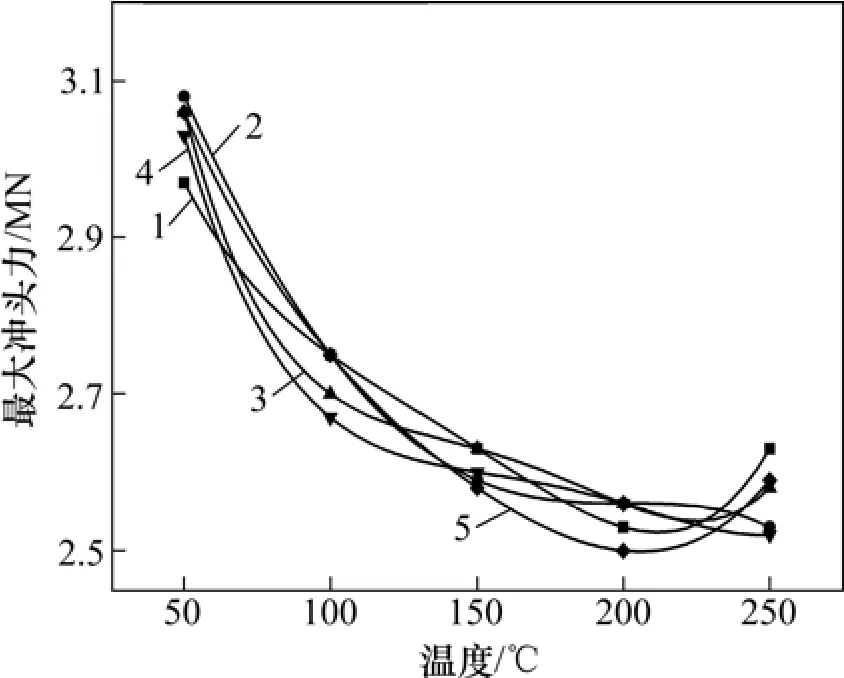
圖6 模擬中不同速度不同溫度下最大沖頭力曲線Fig.6 Maximum punch stroke with different speeds and temperatures in simulation
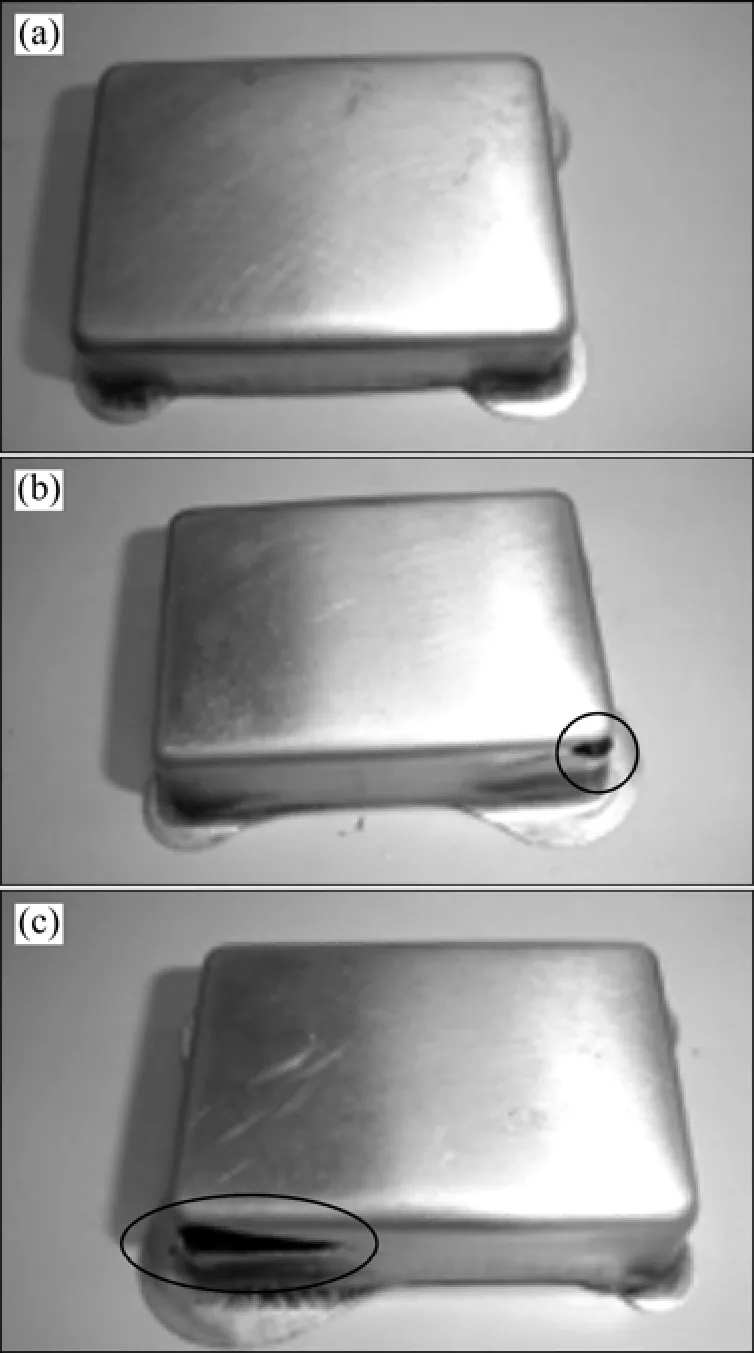
圖7 實驗中200 ℃時不同拉深速度下拉深的盒形件Fig.7 Square parts with different speeds at 200 ℃ of experiments
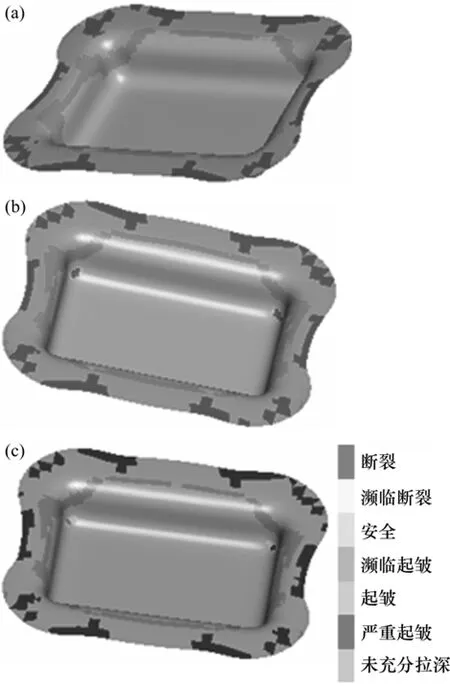
圖8 模擬中200 ℃時不同拉深速度下拉深的盒形件Fig.8 Square parts with different speeds at 200 ℃ in simulation
3.3 組織分析
200 ℃時通過拉深得到的盒形件成形質量良好(拉深速度180 mm/min),根據不同變形行為,選擇5個不同區域對組織進行觀察,研究溫度場對變形機制的影響,這5個區域分別為凸緣、凹模拐角、側壁、凸模拐角和底面,其金相組織如圖9所示。
從圖9可以看出:法蘭、凸模拐角和底面均是等軸晶粒,凹模拐角和側壁是典型的“項鏈”組織,即發生了動態再結晶。從圖圖9(a),(d)和(e)可見:在成形過程中塑性變形量很小,沒有發生動態再結晶,所以,在加熱過程中晶粒稍長大。圖9(b)和(c)中,在成形過程中發生大塑性變形,產生動態激活能,引起動態再結晶,細化了晶粒,如圖10所示。

圖9 200 ℃時盒形件不同區域的金相顯微組織Fig.9 Metallurgical structures of different areas at 200 ℃
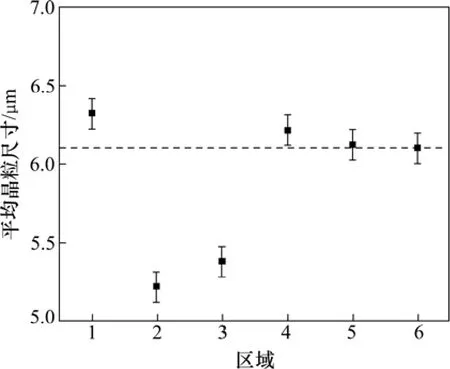
圖10 原始板材與拉深后不同區域平均晶粒尺寸對比Fig.10 Average grain size of different areas and original sheet
4 結論
(1) 溫度和拉深速度是影響鎂合金板材溫拉深性能的重要因素。
(2) 在溫度不斷升高時,AZ31板材的成形性能顯著提高。
(3) 在200 ℃和250 ℃ AZ31鎂合金的危險點處于安全區,說明在此溫度下板料有一定的塑性成形潛力。
(4) 在200 ℃時厚度分布更均勻。
(5) 拉深速度為 18 mm/min時沒有發生斷裂缺陷;當速度達到66 mm/min和180 mm/min時在凸模拐角處發生斷裂。
(6) 實驗結果與有限元數值模擬結果匹配,說明可以通過有限元分析來指導實驗。
[1] Mordike B L, Ebert T. Magnesium properties—applications—potential[J]. Materials Science and Engineering A, 2001, 302(1):37?45.
[2] YU Kun, LI Wen-xian, ZHAO Jun, et al. Plastic deformation behavior of a Mg-Ce-Zn-Zr alloy[J]. Scripta Materialia, 2003,48(9): 1319?1323.
[3] ZHANG Bo-ping, TU Yi-fan, CHEN Jing-yi, et al. Preparation and characterization of as-rolled AZ31 magnesium alloy sheets[J]. Journal of Materials Processing Technology, 2007,184(1/2/3): 102?107.
[4] CHANG Qun-feng, LI Da-yong, PENG Ying-hong, et al.Experimental and numerical study of warm deep drawing of AZ31 magnesium alloy sheet[J]. International Journal of Machine Tools & Manufacture, 2007, 47: 436?443.
[5] Yoshiohara S, Manabe K I, Nishimura H. Effect of blank holder force control in deep-drawing process of magnesium alloy sheet[J]. Journal of Materials Processing Technology, 2005, 170:579?585.
[6] Beausir B, Suwas S, Toth L S, et al. Analysis of texture evolution in magnesium during equal channel angular extrusion[J]. Acta Materials, 2007, 56(2): 200?214.
[7] Chen F K, Huang T B, Chang C K. Deep drawing of square cups with magnesium alloy AZ31 sheets[J]. International Journal of Machine Tools & Manufacture, 2003, 43: 1553?1559.
[8] 高軍, 岳振明, 魏國玲, 等.AZ31薄板熱拉深工藝研究[J]. 材料科學與工藝, 2010, 18(4): 519?522.GAO Jun, YUE Zhen-ming, WEI Guo-ling, et al. Hot deep drawing process of AZ31 magnesium alloy sheet [J]. Materials Science & Technology, 2010, 18(4): 519?522.
[9] Zhang S H, Zhang K, Xu Y C, et al. Deep-drawing of magnesium alloy sheets at warm temperatures[J]. Journal of Materials Processing Technology, 2007, 185: 147?151.
[10] 劉志民, 邢書明, 鮑培瑋, 等. AZ31B 鑄軋鎂合金板材的預變形溫熱拉深[J]. 中國有色金屬學報, 2010, 20(4): 688?693.LIU Zhi-min, XING Shu-ming, BAO Pei-wei, et al. Deep drawing of twin-roll cast AZ31B Mg alloy sheets at warm temperatures by pre-forming[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(4): 688?693.
[11] Palumbo G, Sorgente D, Tricarico L, et al. Numerical and experimental investigations on the effect of the heating strategy and the punch speed on the warm deep drawing of magnesium alloy AZ31[J]. Journal of Materials Processing Technology, 2007,191: 342?346.
[12] 萇群峰, 彭穎紅, 劉守榮, 等. 鎂合金板材溫熱成形性能[J].上海交通大學學報, 2006, 40(6): 887?880.CHANG Qun-feng, PENG Ying-hong, LIU Shou-rong, et al.Forming performance of magnesium sheet metal at elevated temperatures[J]. Journal of Shanghai Jiaotong University, 2006,40(6): 877?880.
[13] Doege E, Droder K. Sheet metal forming of magnesium wrought alloys: Formability and process technology[J]. Journal of Materials Processing Technology, 2001, 115: 14?19.
[14] 尹德良, 張凱鋒, 吳德忠. AZ31 鎂合金非等溫拉深性能的研究[J]. 材料科學與工藝, 2004, 12(1): 87?91.YIN De-liang, ZHANG Kai-feng, WU De-zhong. Nonisothermal deep drawability of AZ31 magnesium alloy[J]. Materials Science& Technology, 2004, 12(1): 87?91.
[15] Palaniswamy H, Ngaile G, Alian T. Finite element simulation of magnesium alloy sheet forming at elevated temperatures[J].Journal of Materials Processing Technology, 2004, 146: 52?60.
[16] Ren L M, Zhang S H, Palumbo G, et al. Numerical simulation on warm deep drawing of magnesium alloy AZ31 sheets[J].Materials Science and Engineering A, 2009, 499: 40?44.
[17] Chino Y, Kado M, Mabuchi M. Compressive deformation behavior at room temperature?773 K in Mg-0.2mass%(0.035at%) Ce alloy[J]. Acta Materials, 2008, 56(3): 387?394.
[18] Galiyev A, Kaibyshev R. Superplasticity in a magnesium alloy subjected to isothermal rolling[J]. Scripta Materialia, 2004,512(2): 89?93.
[19] Takuda H, Yoshii T, Hatta N. Finite-element analysis of the formability of a magnesium-based alloy AZ31 sheet[J]. Journal of Materials Processing Technology, 1999, 89/90: 135?140.
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
中學生數理化·中考版(2022年11期)2022-02-16 07:01:20
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24
