2×8000 t半潛起重鋪管船鋪管系統(tǒng)研究
2012-09-27 04:34:36程峰
船舶 2012年1期
程 峰
(中國船舶及海洋工程設計研究院 上海 200011)
0 引 言
隨著中國海洋石油天然氣工業(yè)的發(fā)展,越來越多的油氣資源在水深超過500 m的深水區(qū)被勘探發(fā)現(xiàn)[1]。作為海洋石油開發(fā)的重要組成部分,深水鋪管船在深水油氣開發(fā)中有很廣泛的用途。
我國目前使用的鋪管船大多船齡偏大、作業(yè)水深較淺、作業(yè)效率低,新裝備的鋪管船數(shù)量有限,鋪管水深受限制,如中海油“藍疆號”起重鋪管船、2009年度剛剛交付中海油的“海洋石油202”,鋪管水深均小于300 m,主要用于環(huán)渤海灣及南中國海淺水區(qū)的鋪管施工。為了解決我國海洋石油深水區(qū)的油氣開發(fā)中的技術問題,中國船舶集團公司第七○八研究所對一型“2×8000 t半潛起重鋪管船”進行船型開發(fā)。本文對該船鋪管作業(yè)系統(tǒng)的關鍵技術進行闡述。
1 “2×8000 t半潛起重鋪管船”簡介
該船為半潛型自航起重/鋪管工程船,可航行于無限航區(qū),并可在滿足作業(yè)環(huán)境條件的海區(qū)作業(yè),主要用于海洋工程的吊裝、鋪管等作業(yè)。該船上甲板尾部左右各設1臺最大起重能力為8000 t回轉起重機,首部設居住艙室及直升飛機起降平臺。鋪管作業(yè)線設于主甲板下,沿船體中心線按自首向尾的作業(yè)流程布置。主甲板設管子堆場,最少能堆600根?1524 mm(含配重層)、長度12.2 m的管子,配備固定基座式起重機和門吊,用于管子的吊裝。
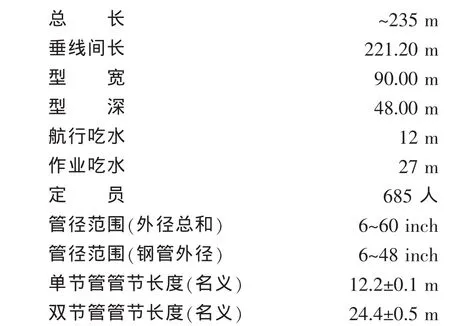
主要性能參數(shù):
2 鋪管系統(tǒng)設備的布置
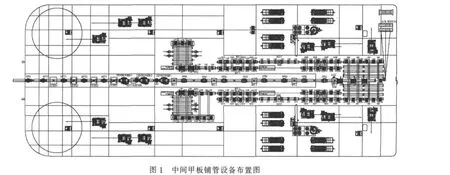
該船中間甲板鋪管設備布置圖見圖1。船中主作業(yè)線共設10個作業(yè)站,其中5個為焊接站、1個NDT和修理站、4個涂敷站。在主作業(yè)線兩側設雙節(jié)管預制線,每個雙節(jié)管預制線設2套外部焊接站,1套內(nèi)/外部組合式焊接站,1套NDT和修理站以及其他輔助設備。
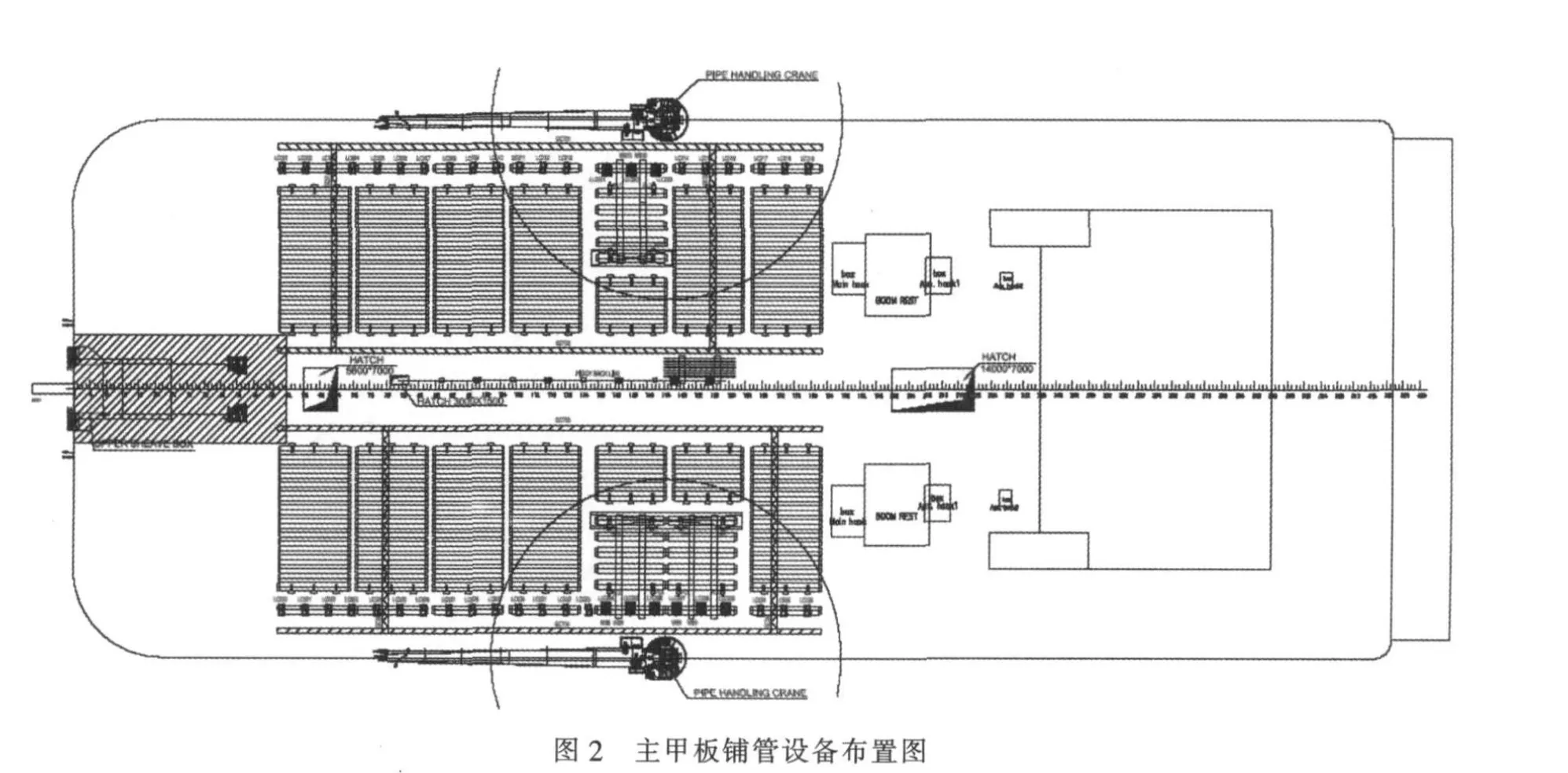
主甲板鋪管布置圖見圖2。主甲板兩舷設管子吊機,用于將運管船上的管子過駁。主甲板兩側設管子堆場,堆場上有用于管子搬運用的門吊,兩側堆場中間的船中設背負式鋪管線,背負式鋪管線上配3個焊接站、1套NDT和修理站。主甲板靠船首方向設背負線下放至主作業(yè)線的甲板開口。
3 鋪管張力計算
鋪管分析根據(jù)“DNV OS-F101 Submarine Pipeline Systems”(January 2000)來計算。 根據(jù)規(guī)范要求,鋪管靜態(tài)張力中管線上彎段最大總應力≯85%SMYS(規(guī)定的最小屈服應力),管線下彎段最大總應力≯72%SMYS;動態(tài)張力中管子總應力≤96%的 SMYS[2]。 按照管材X-65進行鋪管計算分析,當工作水深為3000 m,管子規(guī)格為 16.00″×1.125″,空管的鋪管計算分析結果見表1。
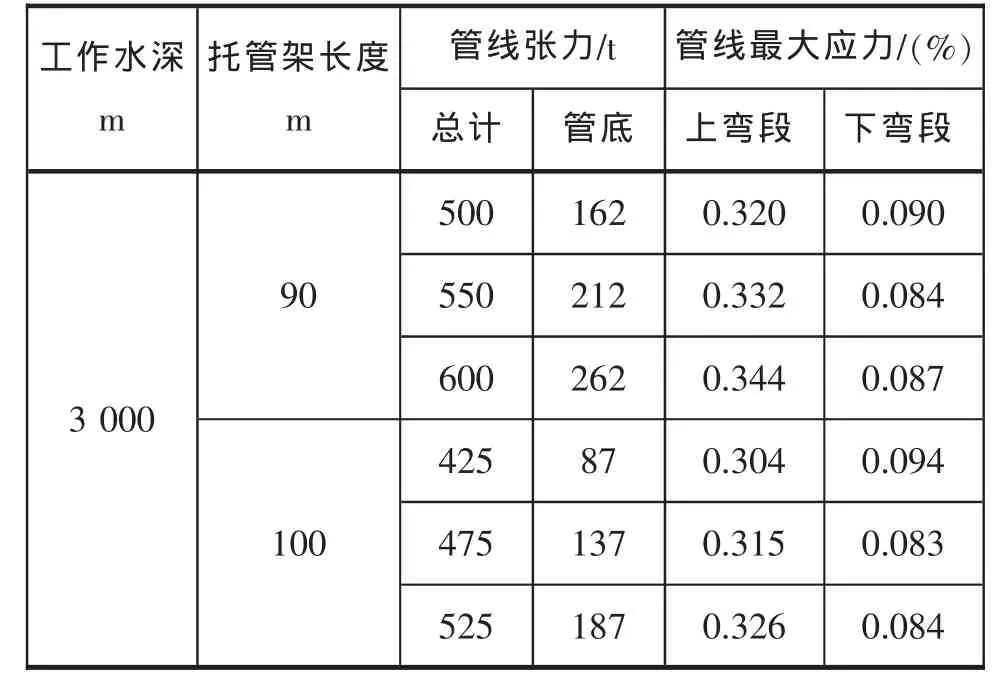
表1 工作水深3000 m鋪管分析
當工作水深為 300 m,管子規(guī)格為 24″×0.812″,混凝土配重下的鋪管計算分析結果見表2[3]。
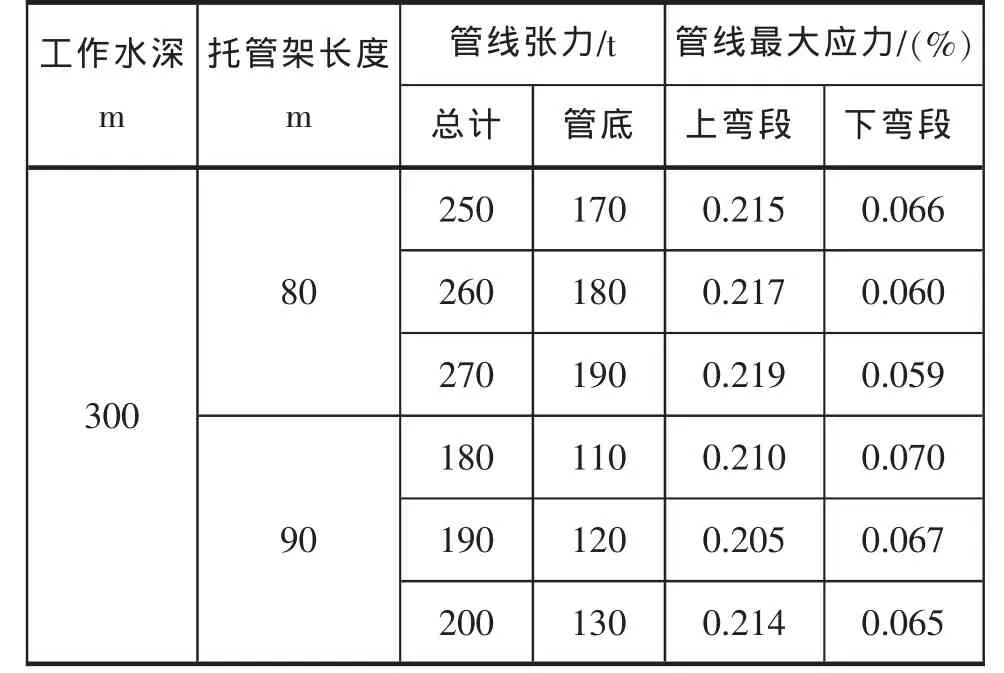
表2 工作水深300 m鋪管分析
根據(jù)以上鋪管分析計算結果,在3000 m工作水深最大鋪管管徑為16 in(0.41 m),管子張力最大600 t,即鋪管作業(yè)時采用動力定位時考慮尾部管子張力為600 t;在300 m工作水深時結合錨泊定位能力考慮,鋪設24 in(0.61 m)管子時最大張力為300 t。鋪管設備按照最大的張力計算值進行選型,即選擇3臺200 t張緊器和1臺600 t的A&R絞車。
4 鋪管設備配置與選型
4.1 管子移運起重機
在主甲板左、右舷各安裝一臺基座式起重機,用于管子和其他補給品的吊裝。起重機額定起吊能力為80 t×30 m,起重機功能如下:
(1)從補給駁船移運單或雙節(jié)管至主甲板堆場;
(2)從補給駁船移運單或雙節(jié)管至主甲板橫向傳輸裝置;
(3)從補給駁船移運單或雙節(jié)管至主甲板固定式縱向傳輸滾輪;
(4)其他補給品的船內(nèi)外吊裝。
4.2 門吊
兩臺門吊左右舷對稱安裝于主甲板堆管區(qū)域,用于管子及其他設備的移運。門吊額定起吊能力為50 t,每臺門吊功能如下:
(1)從固定傳輸滾輪上吊運單或雙節(jié)管至堆場;
(2)從管子堆場吊運單或雙節(jié)管至主甲板上的橫向傳輸設備;
(3)其他設備在船舶內(nèi)部的吊裝。
4.3 主作業(yè)線上設備
主作業(yè)線是管子直接從鋪管作業(yè)線下到海底的關鍵設備,主作業(yè)線工作區(qū)域劃分為A&R絞車區(qū)、對中區(qū)、焊接區(qū)、檢驗/修理區(qū)、管子張緊區(qū)、涂敷區(qū)及托管架設備,主作業(yè)線設備配置如下:對中區(qū)域設備包括用于管子粗對中的對中滾輪、用于主作業(yè)線上管線末端支撐的自由支撐滾輪、以及用于管子精對中和第一道焊縫焊接用的內(nèi)對中器及氣動絞車;焊接區(qū)域配備了管子預熱系統(tǒng)、5套雙節(jié)管外部焊接站、焊接保護氣體分配系統(tǒng)、焊接變流器、焊接移動平臺,焊接區(qū)附近設焊接設備維修間和焊材庫等。檢驗/修理站設在第二、三張緊器之間,張緊器后設有涂敷站點。主作業(yè)線上方配連續(xù)的行車系統(tǒng),用于設備及管線的安裝和維修。
該船配備了3臺額定拉力為200 t的電動張緊器。張緊系統(tǒng)可以在鋪管監(jiān)控設備和DP監(jiān)控設備上進行控制,在管子末端相應配置了一臺額定拉力為600 t的A&R絞車,絞車包含測量滑輪系統(tǒng)和鋼索儲存卷筒,用于在海況惡劣時棄管和恢復生產(chǎn)時的管線收復工作。
托管架安裝在船尾,用于支撐管線離開船尾后的上彎段。托管架為固定式,兩鉸接點鉸接在船尾。鉸接點同艉部結構形成一個整體,與艉封板完全平齊。托管架裝配有完整的托管架調(diào)節(jié)系統(tǒng)。托管架的起升以及托管架的彎曲半徑調(diào)整,通過上甲板上的2臺起升絞車和導向滑輪完成。
4.4 雙節(jié)管預制線設備
主作業(yè)線兩側各配一套雙節(jié)管預制線設備,每套雙節(jié)管預制線系統(tǒng)包括4套管子表面處理系統(tǒng)、2套管子預熱系統(tǒng)、1套對中站、2套外部焊接站、1套內(nèi)/外部組合式焊接站、1套NDT和修理站、焊接變流器、管子輸送機等設備,雙節(jié)管預制線上方配連續(xù)的行車系統(tǒng),用于設備及管線安裝和維修。
4.5 背負式作業(yè)線設備
在上甲板上布置有背負式鋪管線,該作業(yè)線主要設備包括3個焊接站,1套NDT和修理站等設備,在主作業(yè)線張緊器后的上甲板需留有足夠的艙口開口,用于背負式鋪管線設備下至主作業(yè)線上方后經(jīng)綁扎一起鋪設至海底。
4.6 托管架控制室
船尾設置托管架控制室,控制室的布置有利于對托管架的控制視野。
托管架上最后一個滾輪旁設置一套測深儀,并可遠傳至托管架控制室。船尾也將安裝聲納裝置,以測量船尾的吃水,測量數(shù)據(jù)可遠傳于托管架控制室。
在托管架控制室設置有一套三維監(jiān)視控制托管架位置的面板,可以顯示最后一個滾輪的吃水、負載的數(shù)值。在托管架控制室和敷管控制室均設用于托管架最后一只滾輪工作狀況的監(jiān)視器。
4.7 鋪管控制室
在橋樓甲板上設有主作業(yè)線的控制室。控制臺上設有模擬板,通過電視監(jiān)視器和模擬板上紅色和綠色指示燈顯示所有張緊器、A&R絞車、對中裝置和艉部滾輪的工作狀態(tài)。控制臺可以顯示船舶縱傾、橫傾、吃水、風速和風向。
主作業(yè)線上的工作站通過控制臺進行控制,配備有聲光警告系統(tǒng)。當主作業(yè)線上管節(jié)移動時,控制系統(tǒng)自動進行聲光報警。
5 鋪管系統(tǒng)作業(yè)效率
5.1 鋪管作業(yè)工作流程
鋪管作業(yè)中管子需要進行的作業(yè)流程為:舷側吊機將管子從運輸船上吊裝至主甲板上的管子橫向輸送線→管子經(jīng)橫向輸送至升降機、下放至中間甲板的雙節(jié)管預制線上的橫向輸送機→坡口加工→消磁、加熱→對中→3個站點的單節(jié)管焊接→檢驗(不合格在下一站返修)→主作業(yè)線橫向輸送機→主作業(yè)線對中前消磁加熱→主作業(yè)線對中→5個站點的雙節(jié)管焊接→檢驗/返修→經(jīng)3臺張緊器張緊→管子涂敷后經(jīng)托管架輸送至海底。
其中同時進行的另一個作業(yè)線是主甲板上的背負式作業(yè)線。小型管道經(jīng)過吊裝,橫移至背負式作業(yè)線,并經(jīng)焊接檢驗/返修,從主甲板尾部艙口(主作業(yè)線涂敷站上方)下放至主作業(yè)線,與涂敷后的主作業(yè)線一起綁扎后隨主管道一起下放至海底。
5.2 影響鋪管作業(yè)流程的關鍵因素
鋪管系統(tǒng)的作業(yè)效率受很多因素的影響。鋪管作業(yè)流程包括管子從運管船往鋪管船上吊運開始,直至管子通過托管架下放至海底為一個大的工作循環(huán)。鋪管作業(yè)線就是在船上布置了一套作業(yè)流水線,流水線的作業(yè)效率高低取決于整個流水線的設備配置、工藝流程的編制、以及船舶定位等影響。在整個流水線的工作過程中,焊接站的數(shù)量、焊接設備的先進程度、焊接人員的素質(zhì)是影響鋪管系統(tǒng)作業(yè)效率的關鍵因素。
主作業(yè)線上各站點的工作時間直接決定了鋪管船的作業(yè)效率。并且為了使整個鋪管作業(yè)流程順利進行,每個工序的工作時間必須小于主作業(yè)線焊接站速度最慢的焊接站所花費的時間。需要考慮設備配置的原則是雙節(jié)管預制線作業(yè)效率對主作業(yè)線作業(yè)效率而言應該有一定的余地;其次,由于背負式作業(yè)線所鋪管徑相對小很多,焊接速度大大高于主作業(yè)線的工作速度,故背負式作業(yè)線的工作時間只要滿足稍快于主作業(yè)線的工作時間即可。因此,提高主作業(yè)線的工作效率是鋪管船設計與鋪管設備配置的最主要因素。而主作業(yè)線上的10個作業(yè)站中,焊接站的工作效率是關鍵因素。
由于船舶的縱向長度受限制,主作業(yè)線的長度與船長緊密聯(lián)系。對于要求鋪管速度較高的專業(yè)鋪管船而言,應該考慮雙節(jié)管的鋪管作業(yè)工況以最大程度地提高鋪管速度;同時,海洋管道直徑一般從6″~60″(6~60 in),甚至更大,為了提高作業(yè)速度,一般采用雙火炬焊接的自動焊系統(tǒng)。一般大型鋪管船的設計時考慮鋪管效率和船體性能及建造成本,船舶主尺度一般滿足5個雙節(jié)管焊接站以上的設備布置,即無論是船型或半潛式鋪管船,如要達到較高的作業(yè)效率,船長方向的尺度基本可以確定在220 m左右;如需布置6~7個雙節(jié)管焊接站,整個船長需相應增加24 m或48 m。不過從鋪管船整體市場看,船長在220 m左右比較經(jīng)濟。
因此,世界上相應的焊接設備供應商在提供鋪管船焊接設備時,一方面開發(fā)了多火炬頭焊接系統(tǒng),同時,提供施工方設備時提供不同管徑、厚度的鋼管焊接施工工藝流程,如根據(jù)幾個焊接站,一個坡口需要多少道焊縫,每站焊接時完成幾道焊縫,焊接設備供應商在提供設備的同時提供了焊接設備控制編程程序,根據(jù)焊接站數(shù)量、管徑大小、壁厚、材質(zhì)制訂有多達三十多種焊接程序,如世界上最先進的管道焊接設備供應商有法國的SERIMER公司和美國的CRC公司,特別是SERIMER公司在海洋工程中應用最廣泛。如SERMER公司針對鋪管船上管徑?30″、壁厚17.5 mm的鋼管,開深U型坡口共需進行9道焊縫,可以通過5個焊接站進行的5輪焊接作業(yè)完成一個焊縫的焊接工作,把5輪焊接工作均勻分配至5個焊接站點,在最長時間的焊接站完成焊接和打磨等工作后進行移船操作,達到最高的作業(yè)效率。焊接作業(yè)的時間還包括將焊頭固定在導軌以及打磨等步驟。根據(jù)焊接設備供應商的焊接流程,焊接作業(yè)都是均勻分布在焊接站里的,從而使焊接站之間的操作保持平衡。
5.3 鋪管速度的計算
鋪管速度決定于主作業(yè)線關鍵站點工作時間、移船時間以及管子維修時間。主作業(yè)線上關鍵站點根據(jù)焊接施工工藝流程的不同也會有所不同,但主要是第一站點對中/夾緊和根焊時間,或分配至其他焊接站的焊接和打磨時間(有的焊接站需要完成兩道焊縫)。鋪管速度計算所需要時間如下:
(1) 移船時間:1~1.5 min;
(2)焊接作業(yè)時間。
表3是中海油藍疆號48″管在焊接施工過程中5個焊接站的工作時間。

表3 焊接站作業(yè)時間
從表中看到,第4焊接站的作業(yè)時間還超過了第一站管子組對和焊接的時間,主要是因為根部焊接焊道要求不高,因此所需時間不多。
(3) 返修時間
在5個焊接站完成焊接工作后進行焊縫探傷工作,根據(jù)焊接設備的性能以及材質(zhì)的焊接難易程度、焊接質(zhì)量,即返修率一般考慮在平均生產(chǎn)率估算內(nèi)(2%~3%)。
綜合以上三點因素,鋪管速度的計算見表4。
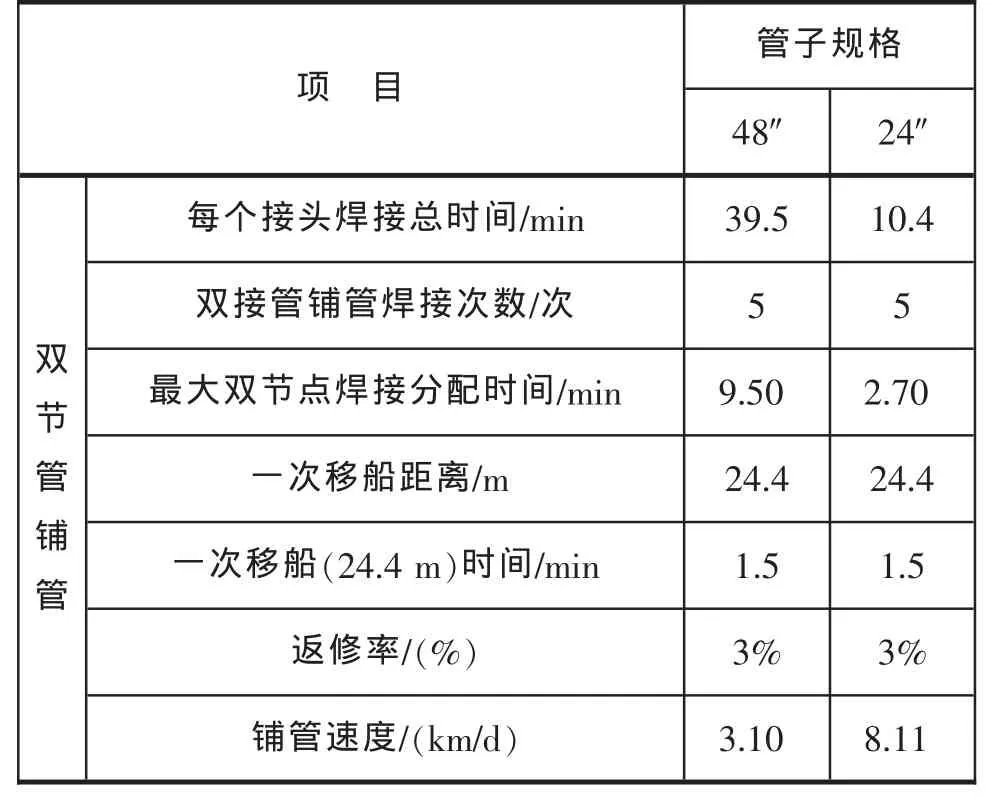
表4 鋪管速度計算結果
綜上所述,提高鋪管作業(yè)速度主要取決于焊接站的最大作業(yè)時間,提高的方向在于增加焊接站數(shù)量,或合理分配好各個站點的焊接時間。
6 結 論
本文介紹了“2×8000 t半潛起重鋪管船”鋪管系統(tǒng)設計概況,以及鋪管系統(tǒng)的工作流程;同時對鋪管系統(tǒng)的張力和鋪管效率的計算原則進行了初步探討,使讀者對鋪管船作業(yè)系統(tǒng)特點有一定的認識和了解,達到相互探討、共同提高的目的,為鋪管船鋪管系統(tǒng)的設計更加優(yōu)化提供參考。
[1]宋儒鑫.深水開發(fā)中的海底管道和海洋立管[Z].船舶工業(yè)技術經(jīng)濟信息.2003.06.
[2]Offshore Standard DNV-OS-F101[S].Submarine Pipeline System.2000.
[3]Pipelay Capability Study.RPT-SM-PL-1028[Z].BTHL Technology (Beijing) LTD.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
經(jīng)濟技術協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
故事大王(2016年7期)2016-09-22 17:30:08
工業(yè)設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57