基于PLC與觸摸屏的異步電動機控制
2012-10-10 01:46:24張靖輝涂冰峰
長春教育學院學報 2012年6期
關鍵詞:變頻器
張靖輝,涂冰峰
基于PLC與觸摸屏的異步電動機控制
張靖輝,涂冰峰
本文研究的主要內容為借助于觸摸屏、PLC、D/A模塊和具體的變頻器,實現對電機的控制。該設計應用控制元件的組合,結合生產的具體情況,按實際要求實現對三相異步電動機的調速控制,這樣在負載不斷變化的生產場合,就能進行廣泛的應用。
PLC;觸摸屏;變頻器;三相電動機控制
現代社會新產品的更新速度不斷加快,客觀上要求生產設備不斷地進行調整,這樣就對生產設備提出了很高的要求。如果電氣控制系統本身規模不大,電氣控制元件的合理選擇就對設備成本的控制和具體的功能實現起到重要的作用。以三相異步電動機的調速控制為例,合理的選擇PLC和觸摸屏,借助于變頻器實現對電動機的調速控制,最終保證電機運行符合生產要求,各種不同工藝情況之下的監控和控制要求都能得到很好的實現,而且本身成本較低、操作較簡單,性能也比較優越,維護起來非常方便等等。
一、選擇合適的系統硬件
1.選擇PLC。程序選擇使用的控制器為三菱FX2N系列,該控制器能夠實現邏輯運算、順序控制、定時、計數和算術運算等功能,并能通過數字式或模擬式的輸入和輸出控制各種類型的生產過程。其基本的單元能夠連接,還能夠對單元進行具體的擴展。除此之外,其還有諸多特殊功能,能有效實現位置和過程的控制。對于網絡通信而言,使用多種RS-232C/RS-422/RS-485不同的串行或者擴展通信模塊予以有效的支持。
2.選擇合適的觸摸屏。本系統選擇的觸摸屏的具體型號系列是GT1150-QSBD-C,具體的像素分辨率是320*240,顏色顯現是256,內置的I/F包括了RS-422、RS-232、USB等等,電源的電壓是DC24V,這個觸摸屏的抗干擾性能非常強,具體的耐壓值達到了AC 500 V,壽命很長。
3.選擇D/A模塊。模擬量的輸出模塊選擇的為三菱電機FX2N-4DA,作為專用的FX系列模擬量輸出的模塊,具體包括了4個CH,12位的最大分辨率。借助于不斷變化的輸出端子,對于電壓或者電流的狀態可以進行隨意的選擇。借助于緩沖存儲器,FX2N以及FX2N-4DA之間能夠進行很好的數據交換,一般而言,FX2N-4DA包括的總緩沖存儲器數量達到了32個,每一個的位數達到了16位。
4.選擇變頻器。系統中使用的變頻器為FR-700-740-1.5 k,生產廠家是三菱電機公司,此變頻器的容量額定數值為2.7 kVA,電機對應的容量值為1.5 kW,頻率波動允許的范圍在上下5%之內,對加減速度進行時間的設定,范圍在0~3600秒,加減速度的模型也可以選擇設定為S形或者直線形,對于小型電氣系統而言,使用可以得到很好的滿足。
5.選擇旋轉編碼器。系統選擇使用的旋轉編碼器為S50-J3V100系列,此編碼器能夠有效地監測電機轉速,實現到界面的反饋,這樣用戶就可以實時對系統實際運轉的速度和設置速度之間的一致性進行監測。
二、系統本身的硬件控制組成
本系統控制部分的主要組成包括了觸摸屏、旋轉編碼器、異步電動機、PLC、D/A轉換模塊以及變頻器等等。觸摸屏能夠非常友好地顯示系統控制界面,觸摸屏還能便捷化操作,對系統的程序進行控制的器件為PLC,能夠將運算數字量進行模擬量的轉換,此轉換依賴的模塊為D/A模數轉換模塊。為了能夠對異步電機進行電壓的改變,就需要加控制端到變頻器,電壓控制電機,實現運速的控制和轉變;為了測算異步電動機的運轉速度,可以借助于旋轉編碼器進行,而后PLC收到具體的反饋,實時速度被顯示在觸摸屏上,用戶就能實現很好的監測。具體的系統硬件控制結構可以用下圖進行詳情的展示。
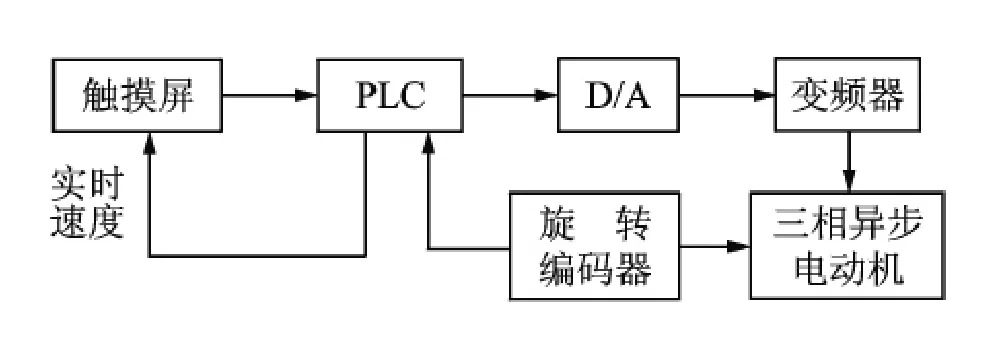
系統硬件結構圖
三、系統的硬件電路的具體設計
1.連接主電路。使用熔斷器連接變頻器R、S、T端和380伏的電壓,能夠很好的供電給變頻器,而借助于主觸點和U、V、W端、電機三相電源端子、熱繼電器進行連接,能夠對電機進行速度的控制,具體接線的過程中,需要對電機和變頻器實現接地保護,這一點要予以充分的注意。
2.連接控制電路。使用RS422串口電纜(1根即可) 連接PLC,進而實現通信,向D/A模塊進行供電的模塊為PLC輸出+24電源,注意:需要連接D/A模塊“-24 V”端和“COM”端(PLC),PLC Y5表示的為正轉輸出,PLC Y6表示的為反轉輸出,連接它們和STF、STR端(變頻器的),最終做到對電機不但可以進行正轉控制,也能進行反轉控制。連接VOUT端(位于D/A模塊上)和模擬電壓輸入端(位于變頻器上),短接D/A IOUT端和VI-端,對于變頻器來講,其10端就會成為10 V電壓端,5端進行接地處理,這樣外部模擬電壓就可以實現很好的輸入。對于全部的硬件,都要注意予以接地保護。
四、系統軟件的具體設計
1.設計觸摸屏的具體畫面。對于觸摸屏進行具體的界面編程,選用的軟件為GT-Desiginer,此軟件為三菱電機免費提供。對需要的界面,該軟件能夠實現很好的編輯功能。對觸摸屏進行具體設計的畫面要求,開關元件名的具體設置要能被PLC識別。比如對于狀態指示燈,設置其軟元件名稱為Yxxxx(PLC中某一具體線圈的名稱),故而在該線圈得電的狀況下,指示燈就會發亮,效果更加的直觀、顯現。
2.曲線的具體算法。折線本身具有線形性,借助于這一具體的特性,每次加減速度的固定數值,最終實現曲線的平滑展示。在這個過程中,需要細化時間軸,也就是橫軸,按照速度對特定時間段內需要增減的速度數,然后再將此特定的值從數據寄存器(PLC中表示速度的位置)上予以定值的加減,電機實現照折線轉動。
圓有一對應的公式,具體表示為x2+y2=r2,設定速度和時間成起始值,半徑平方與時間平方的差并進行開方運算就是速度。需要予以特別注意的是,開方的過程中指令是浮點形式。將要求的速度值與開方求得數值做差并進行倍數化處理,獲得一定值,循環每次進行的過程中,電機將會圍繞半圓進行不停的曲線轉動。
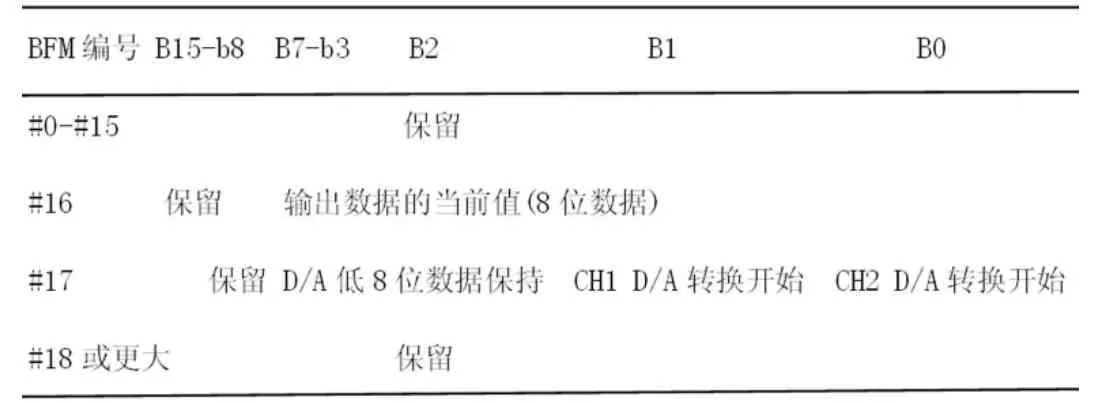
3.D/A轉換程序。下表詳細地展示了FX2N-4DA緩沖寄存器(BFM)之具體的分配情況。BFM#16:由BFM#17(數字值)指定的通道的D/A轉換數據被寫,用二進制的形式進行D/A轉換數據的表示,寫的順序按照下端8位和高端4位這兩個部分具體開展。
緩沖寄存器(BFM)分配
?
BFM#17:b0—借助于變1為0,開始CH2 D/A的轉換;b1—變1為0,開始CH1 D/A轉換;b2—變1為0,保持D/A轉換8位下端數據。D/A轉換模塊的功能:轉換PLC數字量為具體的模擬量,借助于理論電機速度,這個程序被放置于寄存器D100中,最終實現對D/A模塊的良好控制,尤其是輸入的模擬量的大小。同時對D100程序可以進行16位的分解,寫前8位入#16緩沖區,保持這8位的同時,輸入另外4位,最終組合成為12位,最后一步,轉換這個通道的數據,完成執行。
伴隨快速發展的各種不同科學技術,比如嵌入式控制器系統、人機界面技術、可編程控制器、變頻器等等,工業自動化技術發展顯得更加迅速快捷,工業自動化的可靠、安全、精確目的更容易實現。借助于非常強大的各種PLC、變頻器、觸摸屏等等,本系統能夠很好地控制電動機的運行速度,能夠讓電動機處于安全可靠穩定的運行狀況之下。
[1]張云剛.PLC職業技能培訓及視頻精講——三菱FX系列[M].北京:人民郵電出版社,2010.28-46.
[2]張帆.應用三菱觸摸屏實現電動機正反轉控制[J].自動化應用,2010,(10):39-40.
[3]黃寧.PLC、觸摸屏和變頻器在循環雙流化床鍋爐自動控制系統的應用[J].自動化技術與應用,2010,(2):4-8.
[4]劉貴寶.三菱觸摸屏在PLC控制系統的應用[J].可編程控制器與工廠自動化,2010,(11):80-83.
責任編輯:郭一鶴
TM343
B
1671-6531(2012)06-0038-02
張靖輝/鄭州市電子信息工程學校助理講師(河南鄭州450007);涂冰峰/鄭州市電子信息工程學校講師(河南鄭州450007)。
猜你喜歡
消費電子(2022年6期)2022-08-25 09:47:16
鍛壓裝備與制造技術(2021年3期)2021-08-13 08:39:56
防爆電機(2020年3期)2020-11-06 09:07:42
活力(2019年22期)2019-03-16 12:47:40
測控技術(2018年5期)2018-12-09 09:04:50
四川冶金(2017年6期)2017-09-21 00:52:30
電子制作(2017年7期)2017-06-05 09:36:13
電子測試(2017年23期)2017-04-04 05:07:32
自動化博覽(2014年12期)2014-02-28 22:34:39
自動化博覽(2014年10期)2014-02-28 22:33:52
