840D系統(tǒng)在數(shù)控雙面臥式銑鏜床上的應(yīng)用
2012-10-20 14:10:54林穎嬪
制造技術(shù)與機床 2012年1期
關(guān)鍵詞:系統(tǒng)
林穎嬪
(蕪湖日升重型機床有限公司,安徽蕪湖 241000)
1 項目簡介
1.1 項目背景
2008年我公司承接了沈陽北方重工的兩臺數(shù)控雙面臥式銑鏜床。此機床為對稱結(jié)構(gòu):左右各一臺數(shù)控銑鏜床,中間為數(shù)控工作臺,兩邊可分別編程加工。該機床廣泛應(yīng)用于能源、交通、礦山和石化等行業(yè),配置要求較高,設(shè)計部門相當重視此項目。因此,我們在數(shù)控系統(tǒng)的選擇上較為慎重。為滿足本機床的雙通道、雙工作組的控制方式,比較了多家品牌后,最終選擇了西門子的高端數(shù)控方案:由SINUMERIK 840D、SIMODRIVE 611D數(shù)字驅(qū)動系統(tǒng)和SIMATIC S7可編程控制器構(gòu)成全數(shù)字控制系統(tǒng)。
1.2 項目工藝介紹
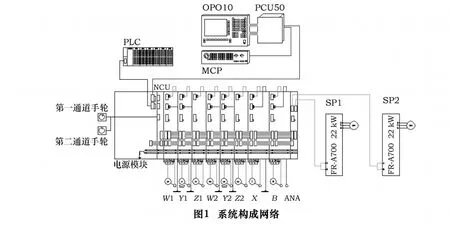
本機床根據(jù)技術(shù)協(xié)議要求,被命名為TK6813×2。相當于左右各一臺TK6813,即鏜桿直徑為130 mm的數(shù)控臥式銑鏜床,中間有一臺數(shù)控回轉(zhuǎn)工作臺。右邊的部分定義為主機部分,設(shè)為第一通道第一工作組;左邊的部分為輔機部分,設(shè)為第二通道第二工作組:各有3 個進給軸(W1、Y1、Z1/W2、Y2、Z2)和一個主軸(SP1/SP2),主軸選用ANA模塊連接變頻器控制的模擬主軸。數(shù)控系統(tǒng)安裝在主機的操作臺上,可控制機床所有的動作。在輔機的操作臺上安裝有輔機的手動操作站,方便操作人員對刀使用。中間的回轉(zhuǎn)工作臺有直線和旋轉(zhuǎn)2個軸,默認為第一通道使用,第二通道可由程序指令調(diào)用。主機和輔機可相對獨立編程也可互相配合加工,這樣的結(jié)構(gòu)滿足寬度或孔距>2 000 mm的大型工件的加工要求,既節(jié)省了加工時間,也節(jié)省了人力;再與立銑頭或平旋盤等附件配合使用,更能擴大加工工藝范圍。
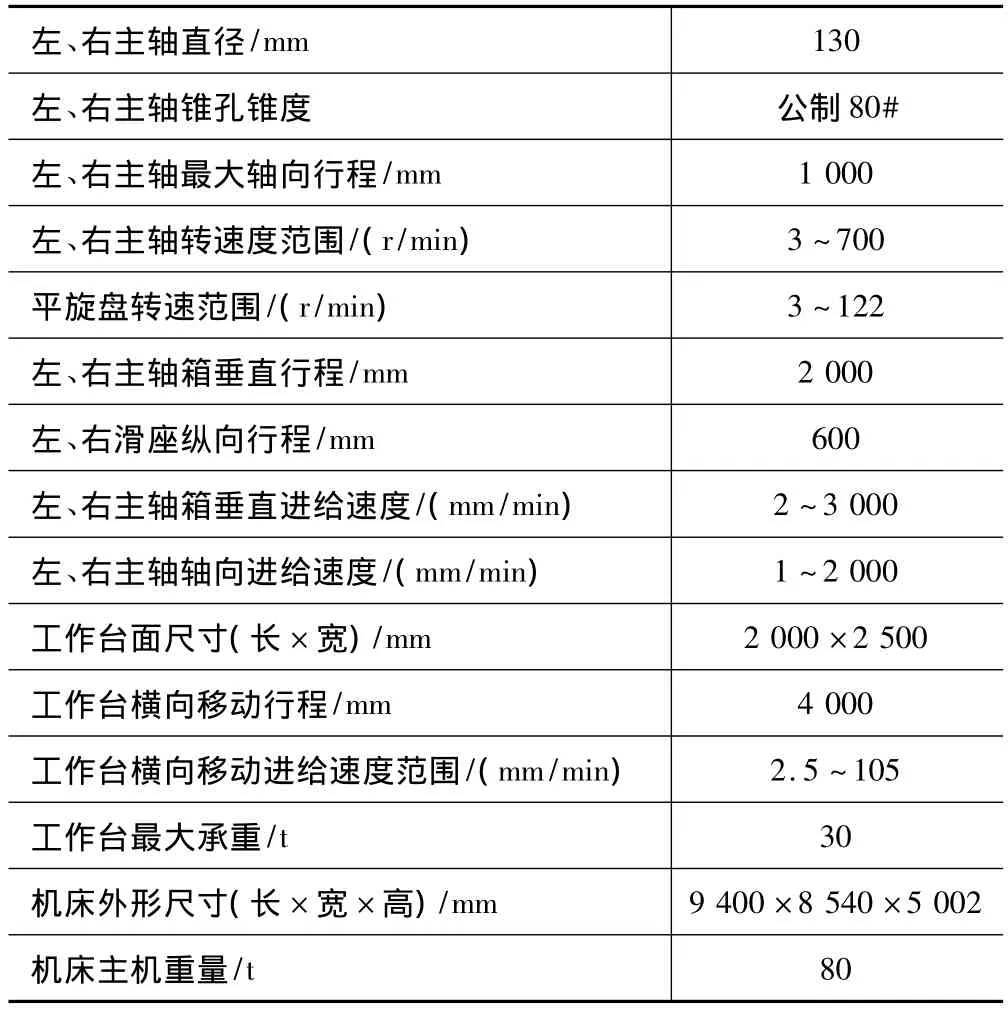
表1
1.3 機床參數(shù)和系統(tǒng)配置
機床主要技術(shù)參數(shù)見表1,數(shù)控系統(tǒng)配置見表2。

表2
2 TK6813×2的系統(tǒng)構(gòu)成和軟件實現(xiàn)的功能
2.1 TK6813×2的系統(tǒng)構(gòu)成網(wǎng)絡(luò)(圖1)
2.2 參數(shù)設(shè)定
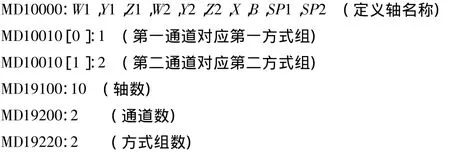
針對本機床雙通道雙工作組的結(jié)構(gòu)調(diào)試,對系統(tǒng)的參數(shù)做了如下設(shè)置:
(1)通用參數(shù)設(shè)定
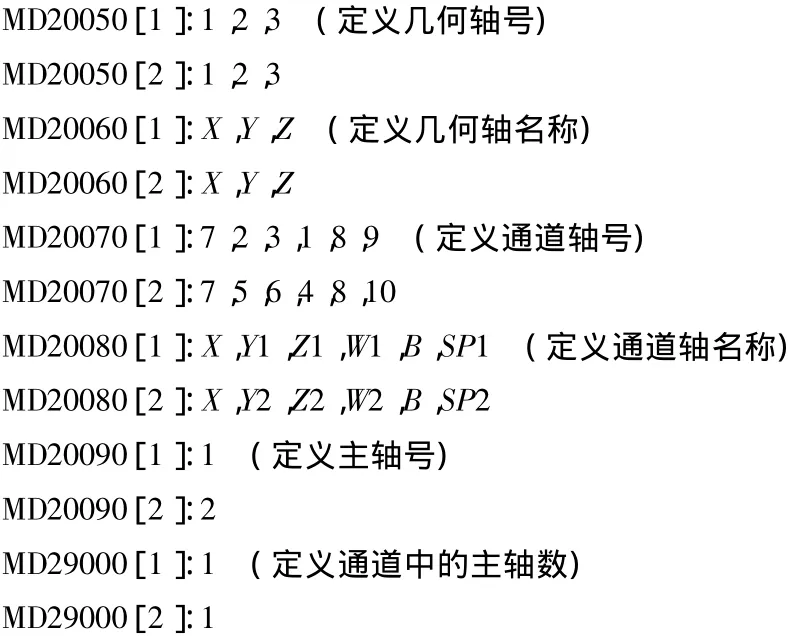
(2)通道參數(shù)設(shè)定
(3)主軸選擇
由于客戶對主軸沒有定位的要求,在權(quán)衡性價比后,我們選擇了變頻器驅(qū)動的模擬主軸,并選擇用Analog axis模塊,可以帶2個模擬主軸。變頻器則是選用三菱FR-A700系列變頻器。為滿足2~700 r/min的轉(zhuǎn)速,主軸采用了機械齒輪兩檔變速,第一檔為2~120 r/min,第二檔為120 ~700 r/min。
(4)PLC程序
除了調(diào)用系統(tǒng)標準的程序塊和數(shù)據(jù)塊外,在主程序中對雙通道分別做了設(shè)置和處理。還針對本機床的需要編寫了如下程序塊:FC40為軸使能,限位,夾緊放松;FC41為液壓泵站控制;FC42為主按鈕站控制;FC43為主軸拉刀、松刀控制,平旋盤、角銑頭信號處理;FC44為主軸點動控制;FC45為主機手持單元;FC46為輔機手持單元,輔機面板;FC48為潤滑控制;FC47:報警信號處理;FC50為急停,按時序上電,抱閘打開;FC60為主軸換向控制;FC61為主機主軸換檔控制;FC62為輔機主軸換檔控制。
(5)軸優(yōu)化
由于機械結(jié)構(gòu)不同、潤滑效果差異等現(xiàn)場因素,每個軸所帶的負載都會不一樣,系統(tǒng)可以對每個軸進行優(yōu)化,優(yōu)化后對驅(qū)動參數(shù)做出相應(yīng)的調(diào)整使電動機的特性為最佳狀態(tài)。西門子840D系統(tǒng)的優(yōu)化可以直接在系統(tǒng)上操作,無需連接計算機調(diào)整,這也是840D系統(tǒng)的一大優(yōu)點。
3 難點分析
對于機床設(shè)備來說,加工精度是最為重要的檢收指標。由于機床絲杠在制造、安裝和調(diào)整等方面的因素,以及磨損等原因,造成機械傳動上的誤差,為提高機床的加工精度,西門子840D數(shù)控系統(tǒng)提供了多種補償功能,供機床精度調(diào)整時選用。我公司此臺雙面落地式銑鏜床主要用到了840D系統(tǒng)的反向間隙補償、螺距誤差補償和垂度補償。
(1)反向間隙補償 反向間隙主要是由機械傳動部分之間的裝配間隙引起、在機床軸運行方向發(fā)生改變時出現(xiàn)的誤差,此項補償只需在軸參數(shù)中修改即可。為了測量的精確,可利用激光干涉儀測反向間隙。由于此機床的8個軸中有6個軸帶第二測量系統(tǒng),因此我們在修改參數(shù)時對于有第二測量系統(tǒng)的軸修改軸參數(shù)32450[1],而沒有第二測量系統(tǒng)的軸則將反向間隙值寫入32450[0]。
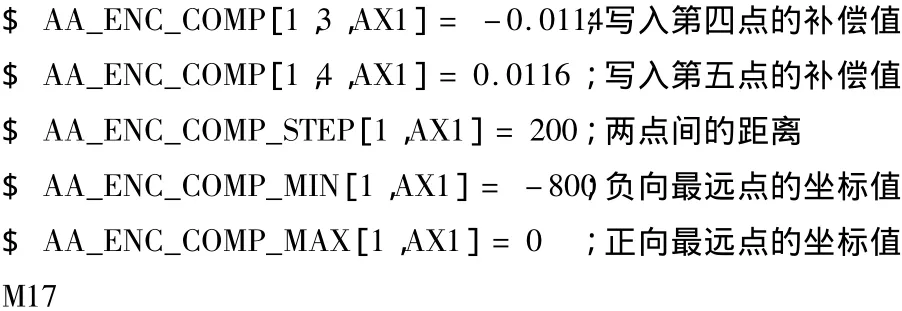
(2)螺距誤差補償 用于補償絲桿的螺距誤差或是第二測量系統(tǒng)的誤差。此項補償也可用激光干涉儀測得。但西門子840D數(shù)控系統(tǒng)的螺距誤差補償數(shù)據(jù)不是用機床數(shù)據(jù)描述,而是以參數(shù)變量通過零件程序形式或通用啟動文件(_INI文件)形式來表達,需先將補償點數(shù)寫入?yún)?shù)38000[0]或38000[1],再備份所有數(shù)據(jù),并將備份完的數(shù)據(jù)回裝后生成補償表。補償表以第一軸(W1)為例,描述如下:

(3)垂度補償 由于鏜銑頭的重量或鏜桿自身的重量,造成相關(guān)軸的位置相對于移動部件產(chǎn)生傾斜,即一個軸(基準軸)由于自身的重量造成下垂,相對于另一個軸(補償軸)的絕對位置產(chǎn)生了變化。
本臺機床的主機和輔機部分的鏜桿伸出時并沒有明顯的下垂,因此并沒有做垂度補償,而是把垂度補償作為雙向的測量系統(tǒng)誤差補償來提高工作臺回轉(zhuǎn)軸的精度。
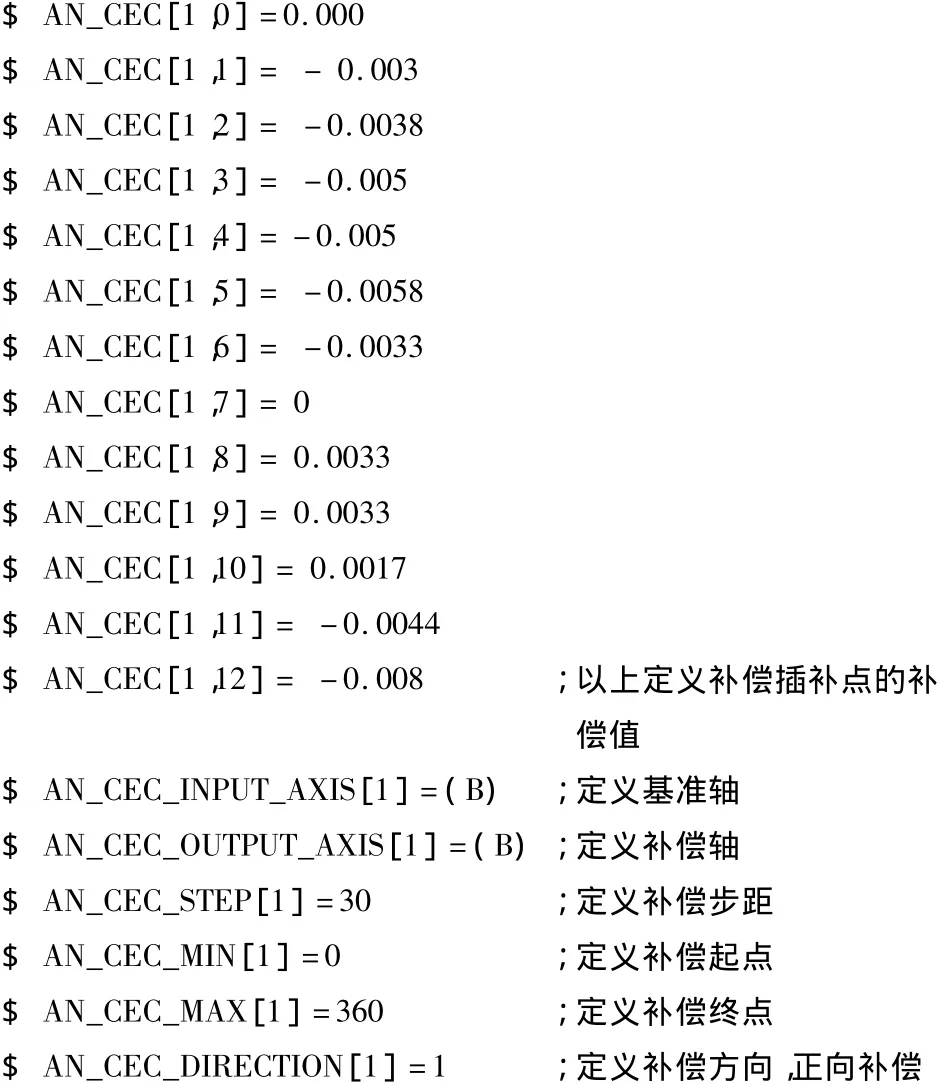
(4)雙向補償 由于工作臺旋轉(zhuǎn)時機械傳動上的誤差在正反方向上不一致,使激光干涉儀測量出來的正向與反向誤差不穩(wěn)定且相差較大;根據(jù)840D資料的描述,機床的一個軸,在同一補償表中,既可以定義為基準軸,又可以定義為補償軸。當基準軸和補償軸同為一個軸時,可以利用下垂補償功能對該軸進行螺距誤差或測量系統(tǒng)誤差補償。從補償變量參數(shù)$AN_CEC_DIRECTION[t]的描述中可以看出,由于下垂補償功能補償值具有方向性,所以下垂補償功能在用于螺距誤差或測量系統(tǒng)誤差時,可以理解為在坐標軸兩個方向上可以分別給予補償。一個表應(yīng)用于補償軸的運行正方向,另一個表應(yīng)用于補償同一軸的運行負方向。以下是工作臺旋轉(zhuǎn)軸的補償表:
正向補償文件:

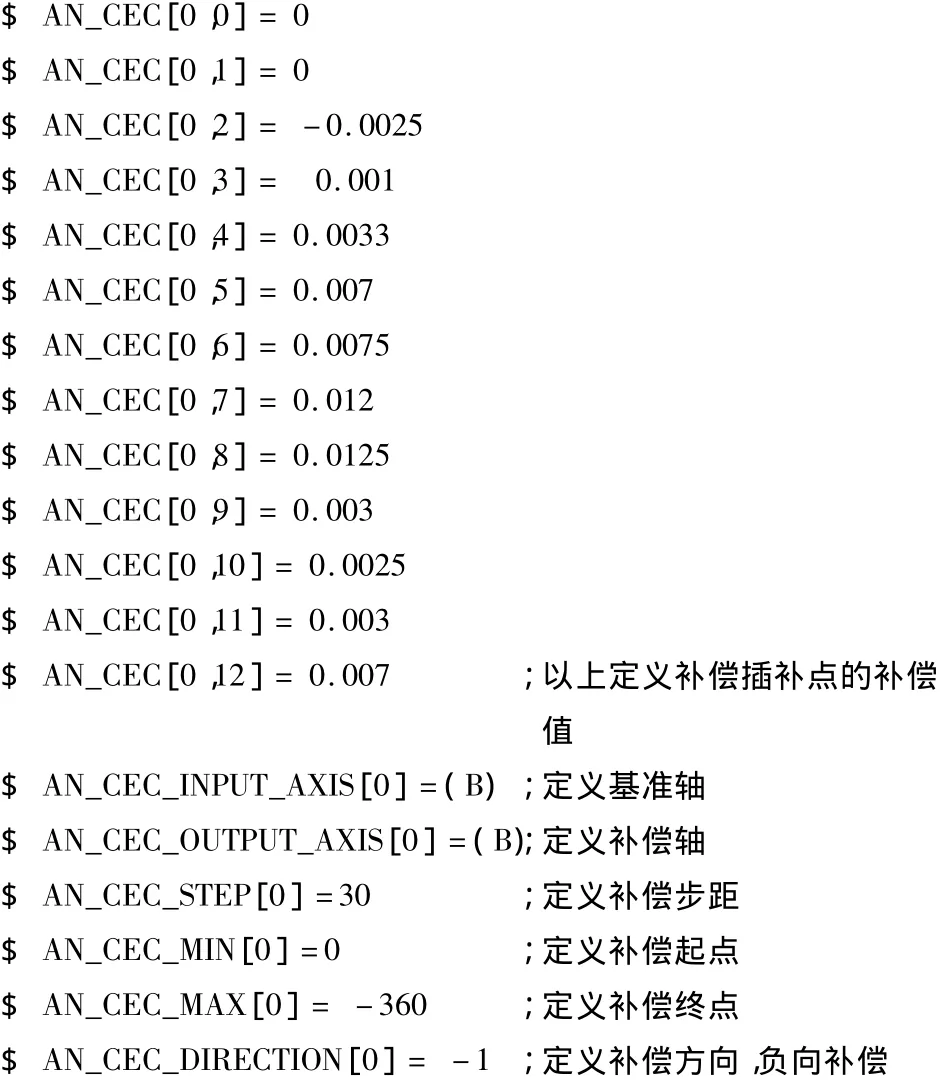
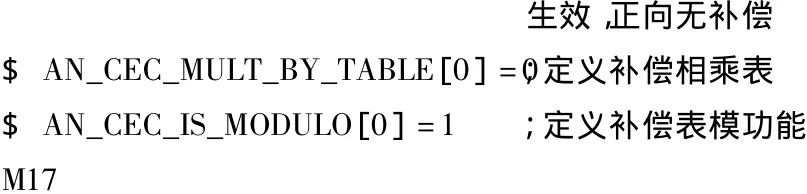
負向補償文件:
4 項目運行、應(yīng)用體會
這2臺機床于2009年底先后調(diào)試結(jié)束并分別在北方重工的2個車間投入使用,一直運行良好,受到客戶好評,也為我公司在北方開辟了市場,樹立了良好的品牌效應(yīng)。
通過這2臺機床的生產(chǎn)調(diào)試,使我對西門子840D數(shù)控系統(tǒng)有了更深的認識,其強大的功能、高度的集成化和程序的開放性使我們在應(yīng)用時更加靈活方便,而且產(chǎn)品的穩(wěn)定性很好。
[1]SINUMERIK 810D/840D簡明調(diào)試指南[Z].
[2]李健偉,鄭奔,劉祖剛.SIEMENS 840D繞度補償功能及應(yīng)用[J].設(shè)備管理與維修,2009(2).
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
制造技術(shù)與機床(2019年10期)2019-10-26 02:47:06
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
鐵道通信信號(2018年5期)2018-06-28 03:06:24
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
知識經(jīng)濟·中國直銷(2017年5期)2017-06-15 20:28:19
通信電源技術(shù)(2016年6期)2016-04-20 06:21:32
