FANUC Cs輪廓控制在功能頭定位中的應用
2012-10-20 14:10:54袁超
制造技術與機床 2012年1期
袁 超
(四川長征機床集團有限公司,四川自貢 643020)
現在一些大型機械如龍門式機床、臥式加工中心及鏜銑床等為了實現五面體加工,都配有各種功能銑頭,如90°萬能銑頭、45°萬能銑頭等。以往在FANUC系統中為了實現功能頭的定位,大多使用了主軸的外部多點定向功能。這種功能是通過主軸的位置編碼器返回的一轉信號來實現分度,銑頭每轉一個角度都是一個固定的脈沖值,這樣就需要在PMC中處理主軸的旋轉,主軸就相當于PMC控制軸。如果銑頭分度的角度越小,那么需要確定的定向脈沖值就越多,在PMC及宏程序中的編程就越復雜。因為總共只返回4 096個脈沖(360°=4 096脈沖),所以定位的精度不會太高。
1 Cs功能優點
FANUC Cs輪廓控制是利用αiMZ傳感器、αiBZ傳感器、αiCZ傳感器或者α位置編碼器S,將主軸作為CNC的受控軸處理并進行位置控制。利用該功能,可以進行定位或和其他的伺服軸之間進行插補。也即可以在主軸和伺服軸之間指定直線插補、圓弧插補等指令。由于主軸切換到了Cs輪廓控制,成為了CNC控制的伺服軸,那么主軸的旋轉使用伺服指令就可以了,需要哪個角度就直接指令到哪個角度,不需要PMC處理,簡化了PMC編程。且定位精度高于主軸的外部定向功能,如果系統設定單位是IS-B,那么最小移動單位為0.001 deg。
2 90°功能頭舉例
我廠的GM2000A龍門式數控銑床,配FANUC 31iMA系統,主軸電動機 αi22/7000,主軸位置編碼器αiBZ sensor128,用戶選配90°萬能銑頭。功能頭如圖1所示。
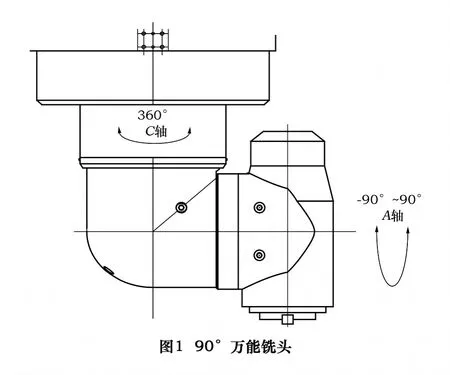
這個90°萬能銑頭有C軸和A軸,其中C軸可以360°任意旋轉,A軸在±90°范圍內進行旋轉。定位角度為5°的整數倍,即每5°的整數倍可進行A、C軸的夾緊和放松操作。A、C軸的旋轉定位都是通過主軸電動機的旋轉定位來實現的。任意一個軸需要旋轉時另一個軸都必須處于夾緊狀態,且A軸的旋轉必須在C軸處于機械零位時。
首先,在系統參數里對主軸進行Cs輪廓控制的設定,并在PMC中進行處理,將信號G27.7置1,主軸由速度控制切換到Cs輪廓控制,CNC返回切換完成信號F44.1。這時,主軸就像其他伺服軸一樣可以進行插補,為了與功能頭的A、C軸區別開來,我們把這個Cs軸命名為CM軸,通過參數3115#0,#1的設定可以在位置畫面看到CM軸的坐標位置。由于現在是CNC控制的伺服軸,CM軸的移動通過插補來完成,在PMC中無需處理,只需處理A、C軸的夾緊放松及一系列的檢測信號。這樣,當A軸夾緊,C軸的端齒盤松開,CM軸的旋轉即是C軸的旋轉;當C軸夾緊,A軸的端齒盤松開,CM軸的旋轉即是A軸的旋轉。通過1個伺服軸的插補就可以實現2個機械軸的定位。A、C軸的插補定位和其他邏輯利用宏程序和變量來實現。程序如下:

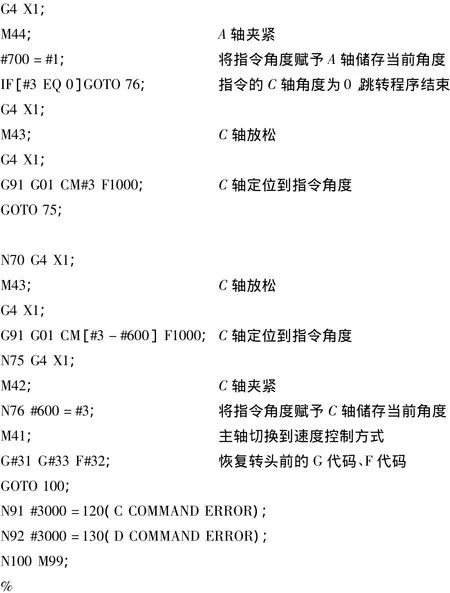
這個程序考慮了轉頭時的各種情況:(1)A、C軸都不需要定位,(2)A軸需要定位:①C軸剛好在機械零位;②C軸不在機械零位;(3)A軸不需要定位,C軸需要定位。如有需要,還可以加入功能頭的反向及定位誤差補償、C軸的就近旋轉方向等。然后,將參數6056設為180,就可以使用指令G180來調用O9016這個宏程序。格式如下,定位A、C軸:G180 Cx Ay,只定位C軸:G180 Cx,只定位A軸:G180 Ay。根據機械的情況及功能頭的定位精度要求,可考慮在定位時將信號G71#4、#5置1,使軟啟動/停止有效,速度積分控制無效,這樣在轉頭過程中更平滑,機械沖擊更小。
3 結語
Cs輪廓控制通過伺服插補,提高了位置精度,并簡化了PMC編程,使功能頭的定位更穩定可靠,故障診斷和主軸維護更簡便。
[1]GFZ -63943EN GE Fanuc Series 30i-Model A Connection Manual(Function)功能連接說明書[Z].FANUC公司.
[2]B -62580EN Fanuc AC Spindle Motor αi Series Parameter Manual主軸參數說明書[Z].FANUC公司.
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
電腦報(2020年35期)2020-09-17 13:25:53
當代工人(2020年8期)2020-05-25 09:07:38
電腦報(2019年40期)2019-09-10 07:22:44
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
中國科技論壇(2017年7期)2017-07-25 08:49:53
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
