手工自蔓延焊接熱循環測試與分析
2012-11-14 07:54:04吳永勝王建江辛文彤
電焊機 2012年3期
關鍵詞:焊縫
吳永勝,王建江,辛文彤,武 斌
(軍械工程學院 先進材料研究所,河北 石家莊 050003)
手工自蔓延焊接熱循環測試與分析
吳永勝,王建江,辛文彤,武 斌
(軍械工程學院 先進材料研究所,河北 石家莊 050003)
焊接過程是一個牽涉到傳熱傳質、金屬熔化與凝固的復雜過程,焊接能量分布、焊接熔池中的流體流動及其傳熱過程對焊接質量有著重要的影響。介紹了焊接熱循環試驗原理和試驗設計,測試了手工自蔓延焊接熱循環,并將測試結果與傳統焊接熱循環相比較,分析認為:在焊縫中心線上的溫度循環中,距熔合線位置越遠溫度越低,在焊縫橫截面上的溫度循環隨著布點距離的增大,溫度下降;熱循環在800℃以上停留時間過長,導致熱影響區成為手工自蔓延焊接接頭的薄弱區域,并提出了解決方案。
手工自蔓延焊接技術;焊接熱循環;組織
0 前言
焊接熱源沿焊件移動時,焊件上某點的溫度由低而高,達到最大值后又由高而低的變化過程稱為焊接熱循環,它是描述焊接過程中熱源對母材金屬的熱作用過程[1-2]。焊接熱循環曲線包含了焊件溫度變化的整個過程,而溫度的變化過程對焊接殘余應力和變形的形成具有重要的作用,同時焊接熱循環是分析焊接熱影響區組織與性能的重要數據,這些信息對于了解焊接冷卻相變過程、接頭組織、應力變形、提高焊接質量都具有重要意義[3]。本試驗采用燃燒型焊條堆焊Q235鋼板來測定手工自蔓延焊接熱循環。
1 試驗原理和試驗設計
焊接熱循環測試的原理如圖1所示。其中熱電偶選用鎳鉻-鎳鋁熱電偶(Type K,Chromel(Ni-Cr alloy)/Alumel(Ni-Al alloy))。測試中采用了多通道數據采集系統,每次同時測量三個數據點。Q235鋼焊板上的溫度測量點分布如圖2所示。沿焊縫方向布置了三個溫度測量點以測量熔合線溫度變化,三個測量點分別距焊接表面1.6 mm、2.1 mm和2.6 mm,相鄰點間隔5 mm。
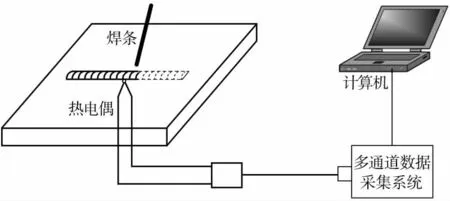
圖1 焊接熱循環測試原理Fig.1 Testing principle of the welding thermal cycle

圖2 Q235鋼板上的溫度測量點分布Fig.2 Temperature measuring point on Q235 steel
在垂直于焊縫中心線的方向上(橫向)布置了五個溫度測量點,以測量焊縫及其附近區域的溫度分布,5個測量點均距焊接表面0.6 mm,到焊縫中心線的距離分別為0 mm、5 mm、10 mm、15 mm和20 mm。試驗過程中的環境溫度為30℃。
2 試驗結果
(1)焊縫中心線上的溫度循環。
用燃燒型焊條進行焊接,在焊縫中心線上到焊接表面垂直距離不同的三個溫度測量點的熱循環曲線如圖3、圖4所示,由此得到各點的最高溫度、平均升溫速率和平均降溫速率如表1所示。
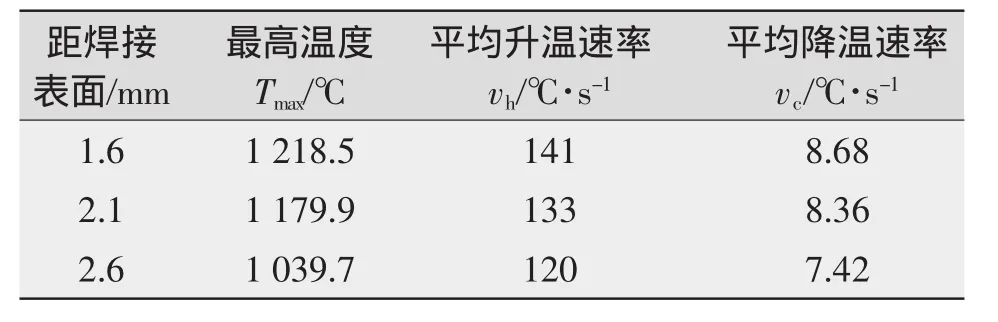
表1 焊縫中心線上到焊接表面不同距離處的最高溫度和升溫速率Tab.1 Maximum temperature and temperature rising ratio in different distance on center line
由熱循環曲線和熱循環參數可知,在焊縫中心線上距熔合線位置越遠,試板達到的溫度越低,測得最高溫度為1 218.5℃(該點位置未達到熔合線)。在焊縫合金的冷卻過程中,800°C~500°C的冷卻時間t8/5=35 s,與焊條電弧焊、氣體保護電弧焊和埋弧焊的t8/5(多在5~40 s之間)相當[4]。
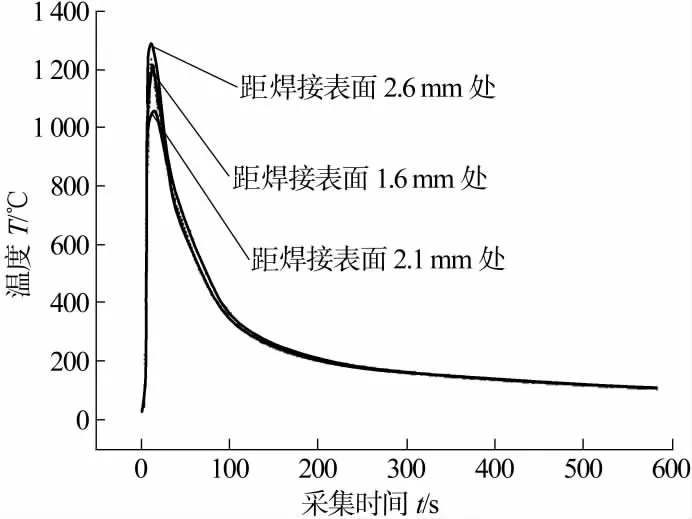
圖3 焊縫中心線上到焊接表面不同距離處的熱循環曲線Fig.3 Testing result of the welding thermal cycle in different distance on center line
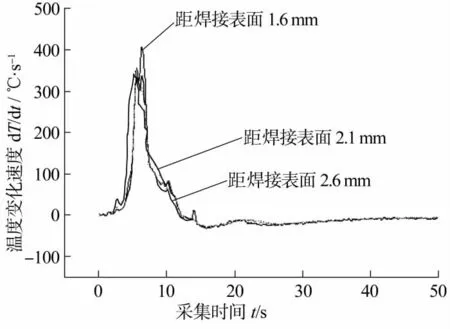
圖4 焊縫中心線上到焊接表面不同距離處的溫度變化速率曲線Fig.4 Temperature changing rate curve in different distance on center line
(2)焊縫橫截面上的溫度循環曲線。
用鐵系焊條進行焊接,在焊縫中心線上和距焊縫中心線垂直距離5 mm和15 mm溫度測量點的熱循環曲線如圖5、圖6所示,各點的最高溫度、平均升溫速率和平均降溫速率如表2所示。
3 分析和討論
手工自蔓延焊接與低碳鋼焊條電弧焊堆焊熱循環之間的比較如表3所示。由表3可知:手工自蔓延焊接與焊條電弧焊的升溫速率相當,均為5 s,兩者由于升溫速率快,當溫度到達奧氏體相變溫度時,奧氏體相變滯后于升溫速度,相變溫度提高。由熱循環在800℃以上停留時長的比較結果可知,手工自蔓延焊接是焊條電弧焊的四倍,則手工自蔓延焊接熱量對焊縫的熱傳導相對充分,造成焊縫過熱區寬度增大,使得在低碳鋼中焊縫的正火區范圍相比焊條電弧焊顯著減小,在熱影響區內基本上沒有晶粒細化的相變區,由過熱區直接到達不完全重結晶區,且造成魏氏組織的快速生成和長大,加寬焊縫熱影響區的脆性區間,嚴重降低焊縫的綜合力學性能;在t8/5的比較中,手工自蔓延焊接是焊條電弧焊時長的3.5倍,在此區停留時間的長短決定了焊縫組織和熱影響區組織的晶粒粗大生長,由于在焊縫的冷卻過程中t8/5時長為35 s,使得焊縫合金中低熔點成分能夠在結晶過程中充分生長,晶粒粗大,同時在熱影響區內由于過熱嚴重和t8/5相對較長,使熱影響區內的組織有充分的生長空間,得到的珠光體組織粗大。加之魏氏組織的長大,使熱影響區成為手工自蔓延焊接接頭的薄弱區域。
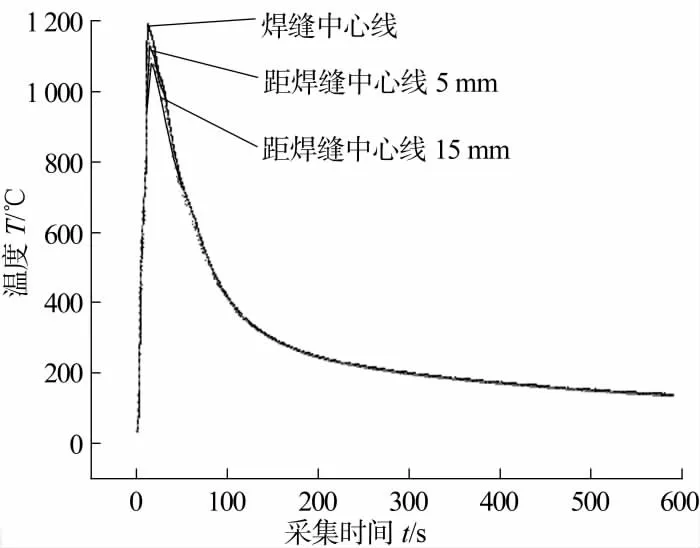
圖5 焊縫橫截面上不同點的熱循環曲線(鐵系焊條)Fig.5 Testing result of the welding thermal cycle on cross-section(iron type)
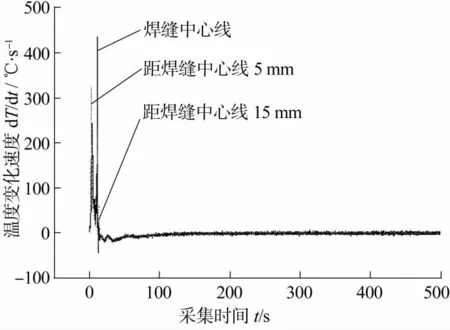
圖6 焊縫橫截面上不同點的溫度變化速率曲線(鐵系焊條)Fig.6 Temperature changing rate curve on cross-section (iron type)
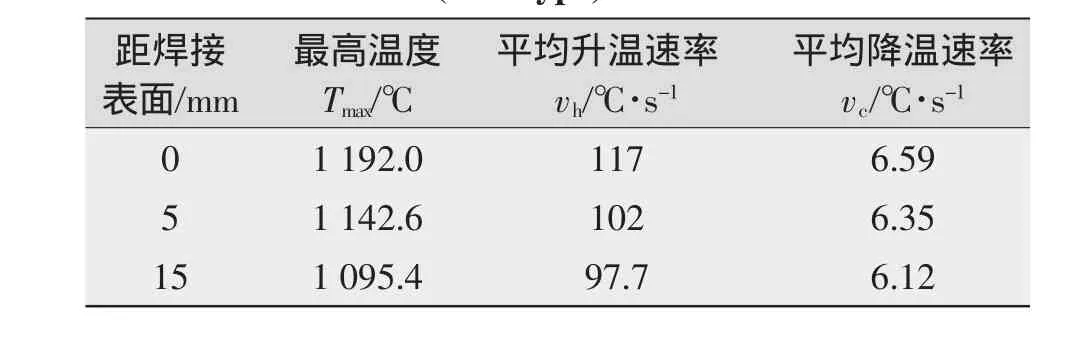
表2 焊縫橫截面上的最高溫度和升溫速率(鐵系焊條)Tab.2 Maximum temperature and temperature rising ratio on cross-section(iron type)

表3 手工自蔓延焊接與低碳鋼焊條電弧焊堆焊熱循環比較Tab.3 Testing result of welding thermal cycle with manual SHS welding vs.manual arc welding
4 結論
(1)在焊縫中心線上的溫度循環中,距熔合線位置越遠溫度越低,測得最高溫度為1 218.5℃,在焊縫合金的凝固過程中的t8/5為35 s;在焊縫橫截面上的溫度循環隨著布點距離的增大,溫度下降。
(2)熱循環在800℃以上溫度停留時間過長,這導致了熱影響區成為手工自蔓延焊接接頭的薄弱區域。
(3)為改善接頭薄弱區域性能,一方面可改變焊條配方,在不影響焊縫合金潤濕性的條件下適當降低焊條燃燒所得溫度;另一方面可采用焊后熱處理,以使焊縫和熱影響區組織達到均質效果而提高其性能。
[1]Knipstron Karl Erik.New Aluminum welding Method[J].Sheet.Metal Industries,1996,73(3):160-166.
[2]陳家權,肖順湖.薄板焊接熱循環的測定[J].熱加工工藝,2006,35(7):60-64.
[3]馬 駿,蘇冬云.溫度數據采集測試系統設計[J].機電工程技術,2005,34(10):17-20.
[4]周振豐,張文鉞.焊接冶金與金屬焊接性[M].北京:機械工業出版社,1988.
Test and analysis of manual SHS welding thermal circle
WU Yong-sheng,WANG Jian-jiang,XIN Wen-tong,WU Bin
(The Institute of Advanced Materials,Ordnance Engineering College,Shijiazhuang 050003,China)
Welding process was an extremely complex course,which included heat transfer,mass transfer,melt and solidification of metal,etc.The energy distribution of welding,fluid flow and heat transfer in the welding pool had great influence on the welding quality.In this paper,the principles of welding thermal cycle testing and experimental design to test is described,test results is compared to traditional welding thermal circle with welding thermal circle,and the mannal SHS welding thermal circle is analyzed.The resulte shows the temperature in the weld center line loop from the fusion line position is much lower than the temperature in the weld cross section with the distribution of temperature cycling distance increasing,the temperature drop.A heat-affected zone of welded joints of the mannal SHS welding is resulted in weak areas for staying thermal cycling above 800℃too long,and methods for improving joints are produced.
mannal SHS welding;welding thermal circle;microstructure
TG402
A
1001-2303(2012)03-0086-03
2011-08-20
吳永勝(1985—),男,湖南長沙人,博士,主要從事特種焊接技術的研究。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
