導電加熱切削有限元仿真及試驗研究
2012-12-03 14:51:52徐文驥
中國機械工程 2012年21期
劉 新 徐文驥 孫 晶 張 琳
大連理工大學,大連,116024
0 引言
導電加熱切削(electric hot machining,EHM)是一種利用刀具和工件構成回路,通以低壓大電流使局部切削區材料軟化,從而提高材料切削加工性能的綠色切削技術[1]。
EHM 延長刀具壽命和提高已加工表面質量的關鍵是通過調整加熱電流,使切削過程工作在最佳切削溫度區間內[2-3]。趙學智等[4-5]針對Kainth模型[6]的缺陷,提出了改進的加熱電阻模型和經驗公式。EHM是一個熱、力、電不斷耦合的復雜過程,對EHM進行建模和有限元仿真有助于建立適合EHM的加工參數數據庫,有助于分析切削用量和電參數對EHM過程的影響。但當前對EHM進行三維建模和有限元仿真的工作才剛剛起步。
近年來,用有限元法對金屬切削過程進行仿真發展迅速,但針對EHM的有限元仿真僅有基于非穩態熱傳導方法建立的EHM鉆削溫度的有限元模型[7]。采用該模型進行有限元仿真時,將一特定的溫度作為整個工件初始溫度,忽略了加熱電流變化對焦耳熱產生溫升的影響,因此其熱量的加載方式不盡合理。另外,對車削中應用EHM有限元仿真的研究未見報道。有必要針對車削中EHM加熱電阻熱加載方式和三維有限元模型進行深入研究,實現對EHM熱力耦合場較為準確的有限元仿真。
本文在分析EHM基本原理的基礎上,通過正交回歸試驗建立EHM加熱電阻經驗公式;利用加熱電阻經驗公式,將加熱電阻焦耳熱作用于切削區進行有限元分析,歸納出EHM使切削區產生溫升的經驗公式;利用三維切削模型和本構方程,對EHM切削過程的熱-力耦合場進行有限元仿真與試驗驗證。
1 EHM基本原理
EHM的實質是對切削區溫度進行正補償,以提高工件材料的切削加工性能。當金屬切削過程在適當的切削區溫度下進行時,可以使刀具和工件材料保持較大的硬度差,減少刀具磨損,延長刀具壽命,同時抑制積屑瘤和鱗刺,提高已加工表面質量。
EHM基本原理如圖1所示。電源正極與工件相連,電源負極與刀具相連,在工件與刀具之間通以加熱電流。當電流流經切削變形區和刀具尖端時,切削區工件材料在切削熱和加熱電阻焦耳熱的共同作用下發生加熱軟化效應,從而使切削變得順利。
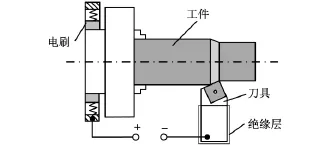
圖1 EHM原理圖
2 加熱電阻
對EHM的熱-力耦合場進行有限元仿真,首先需確定EHM切削區熱量的來源及大小。除切削生熱外,加熱電阻的焦耳熱是切削區熱量的主要來源。
2.1 加熱電阻三維模型
EHM加熱電阻主要由金屬材料電阻、接觸電阻和收縮電阻組成。EHM過程中切削區加熱電阻的三維模型如圖2所示。AA'O'O為剪切面,OO'D'D所在表面為前刀面,OO'C'C所在表面為后刀面,箭線表示電流流經的路徑。圖2中,切屑的變形區AA'B'BOO'和刀尖多面體OO'D'DCC'的材料電阻構成金屬材料電阻;刀屑接觸面OO'B'B和刀工接觸面OO'C'C上的電阻構成接觸電阻;電流由工件流向刀具時,導電面積急劇變小,電流線密度發生收縮,形成收縮電阻[8]。
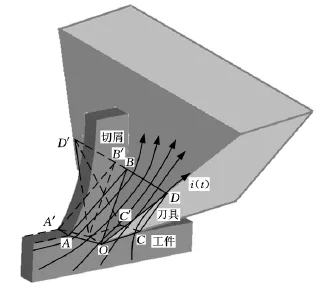
圖2 EHM加熱電阻三維模型
2.2 加熱電阻經驗公式
研究各加工參數對加熱電阻的影響,建立加熱電阻的經驗公式,是對EHM熱-力耦合場進行建模和有限元仿真的前提條件。采用圖3所示的試驗裝置,通過機床主軸尾部的集流環采集刀具和工件之間的電壓降,用伏安法測量加熱電阻。
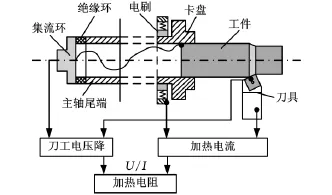
圖3 EHM加熱電阻檢測裝置示意圖
試驗在普通車床上進行,工件的材質為GCr15(52100),外徑為87mm,硬度為 HRC60;刀具采用機夾可轉位車刀,牌號為YT726,刀片型號為41605H;刀桿主偏角 κr=75°,前角 γ0=20°,后角α0=-8°。采用L16(45)正交表進行檢測加熱電阻的正交試驗,試驗數據見表1。
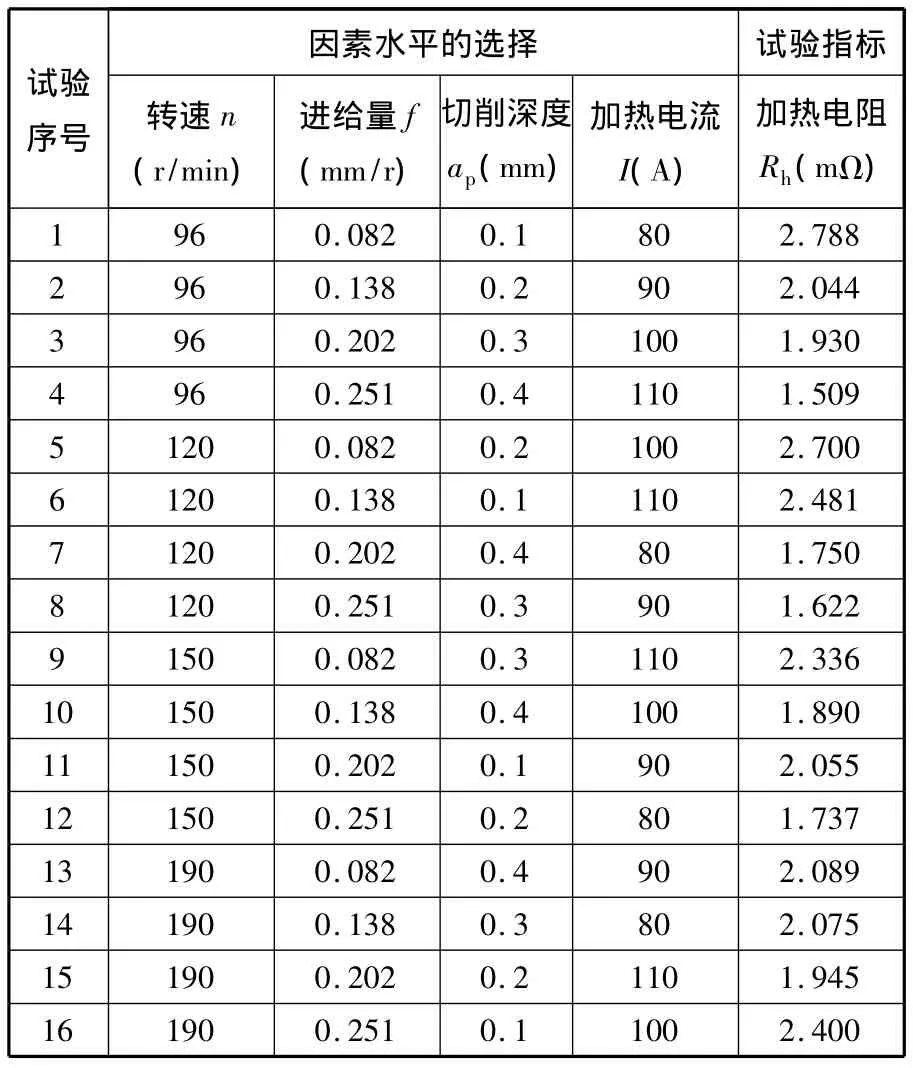
表1 檢測加熱電阻的正交試驗數據
對表1中數據進行多元線性回歸,得到EHM加熱電阻經驗公式:

由式(1)可得,EHM的加熱電阻隨著進給量、切削深度的增大而減小,隨著切削速度、加熱電流的增加而增大;其中,加熱電流對加熱電阻的影響最大,進給量的影響最小,切削速度和切削深度對加熱電阻的影響相近。加熱電流通過加熱電阻的焦耳熱直接影響切削區溫度場的分布,一方面溫度和電場分布的變化會改變刀具-工件、刀具-切屑接觸面的接觸狀態,影響接觸電阻;另一方面切削溫度的變化直接通過金屬材料電阻率的變化影響加熱電阻,因此加熱電流對加熱電阻的變化影響最大。
利用各因素和誤差的變動平方和S以及自由度U求出平均變動平方和S/U,則F比的值為各因素和誤差平均變動平方和之比。給出顯著度α=0.05,將各因素的F比和F檢驗的臨界值進行對比,即可判斷某因素的顯著性。對表1的正交試驗數據進行方差分析,結果如表2所示。

表2 EHM加熱電阻正交試驗方差分析結果
表2的方差分析結果表明,多元線性回歸的效果是顯著的,式(1)可較為準確地表示加熱電阻與各因素之間的變化關系,可以應用此經驗公式對EHM加熱電阻進行分析與計算。其他刀具和工件材料的組合也可以用此類正交回歸試驗的方法獲取EHM加熱電阻經驗公式。
3 EHM三維有限元仿真
EHM過程中,加熱電流對局部切削區材料進行快速加熱時,加熱電阻生成的焦爾熱與塑性變形生熱、摩擦熱等共同影響著切削區的溫度場分布;溫度通過材料的本構方程影響著切削區的應力分布;與此同時,刀具和工件的相對運動會引起局部切削區應力分布和接觸面摩擦狀態的改變,從而影響塑性變形熱、摩擦熱和電接觸狀態。因此,EHM是一個電、力、熱相互耦合的復雜過程。對EHM進行有限元仿真將有助于分析切削用量和電參數對EHM的影響,有助于建立適合EHM的加工參數數據庫。
EHM切削區溫升是加熱電阻焦耳熱所產生的溫升與切削本身所產生的溫升疊加的結果。因此,本文將EHM過程看作是導電加熱和切削兩個過程的疊加,將加熱電阻焦耳熱所引起的切削區溫升作為工件材料的初始溫升。
本文有限元仿真的條件:室溫為25℃,工件材料為GCr15(AISI52100),刀具材料為YT726,刀具幾何角度 γ0=20 °,α0= -8 °。
3.1 工件材料的初始溫度
EHM加熱電阻產生的切削區溫升由加熱電阻的焦耳熱產生。使用ANSYS單元PLANE55和圖2所示的加熱電阻三維模型,借助式(1)對EHM中加熱電流引起的切削區材料溫度場變化進行有限元分析。
為簡化問題,作出如下假設:
(1)金屬切削時消耗的能量除轉化為熱能外,有1%~2%的能量以形成新表面和晶格扭曲等形式形成潛能[9]。由于此能量相對較小且很難估算,故假設切削耗能全部轉換為熱量。
(2)干式切削時,切削區向周圍介質直接傳出的熱量不到切削產熱總能量的1%[10],忽略不計。
(3)加熱電阻生成的熱量載荷全部均勻作用于圖2中切削變形區材料AA'B'BOO'和刀尖材料CC'D'DOO'處,以熱傳導的形式加熱切屑、工件以及刀具,待熱平衡后,將此時的切削區溫升作為因加熱電流產生的切削區材料的平均溫升。
經有限元分析可知,焦耳熱引起的切削區材料的平均溫升隨加熱電流的變化如圖4所示。加熱電流小于100A時,加熱效果并不顯著;加熱電流大于100A時,切削區材料的平均溫升隨著加熱電流的增大而迅速增大。將切削區材料的平均溫升視為工件材料的初始溫升,對圖4的數據進行最小二乘法擬合,得到工件材料初始溫度θp(℃)的經驗公式:

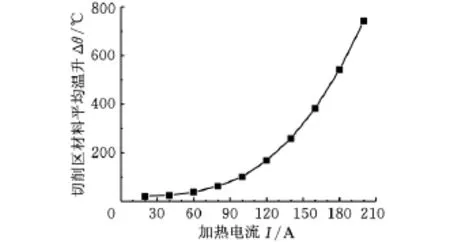
圖4 加熱電流對切削區材料平均溫升的影響
3.2 三維切削有限元模型
采用有限元軟件DEFORM-3D對EHM切削過程進行三維有限元仿真。建立切削模型時,材料的本構方程和刀具角度是最重要的輸入參數。刀具的幾何模型使用三維繪圖軟件繪制,將其轉成STL格式后導入DEFORM-3D。
假設切削過程中,工件和刀具之間的相對運動狀態不隨時間變化。把工件外表面切削層展開,根據有限元離散的思想,把工件看成是許多平板的疊加。從主運動方向來看,在平行于基面的平面上,被切削材料就是一個矩形平板。
劃分網格時,將工件劃分為70 000個實體單元。為得到較高的仿真精度,將網格中剪切變形區附近的實體單元劃分得較為密集。最后,在工件下表面施加全約束,將工件的旋轉運動轉化為刀具沿著主運動方向的直線運動。同時,把進給速度施加在進給運動方向上。三維正交切削有限元模型如圖5所示。
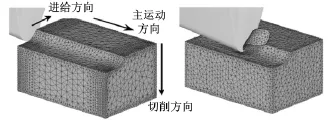
圖5 三維切削模型示意圖
3.3 工件材料本構方程
材料的本構方程是用來描述等效應力與應變、應變率、溫度之間的關系的。選擇合理的工件材料本構方程是保證有限元仿真準確性的基礎。
EHM主要靠加熱電流軟化切削區材料,降低其強度和硬度。當硬度改變后,材料的流動應力會隨之改變。因此,本文選擇了與硬度相關的Umbrello 本構方程[11]:
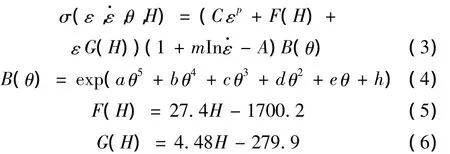
式中,σ為流動應力;ε為等效應變;ε·為等效應變率;H為工件的洛氏硬度;θ為工件溫度,℃;C、p、A、m、a、b、c、d、e、h為流動應力模型參數,C=1092,p=0.083,A=0.0567,m=0.1259,a=3.8121 × 10-15,b= - 3.2927 × 10-12,c= - 6.9118 × 10-9,d=5.4993 × 10-6,e= - 1.2419 ×10-3,h=0.024 43。
3.4 切削力有限元仿真
利用式(2)計算出工件材料的初始溫度,采用Umbrello本構方程(式(3)~式(6)),通過圖5所示的三維直角正交切削有限元模型,對EHM過程的切削力和溫度場分布進行有限元仿真。
加熱電流對主切削力產生的影響如圖6所示。隨著加熱電流的增大,主切削力逐漸減小:I<80A時,主切削力下降較為平緩;80A≤I<160A時,主切削力下降較快;I≥160A后,主切削力的變化不大,此時EHM的主切削力已較不加入電流時下降了約30%。在圖6的切削用量下,加熱電流I≥160A可以得到較小的切削力。同理,對EHM的三維有限元仿真可以得到不同加工條件下的切削力,獲取具有較小切削力的加工參數。
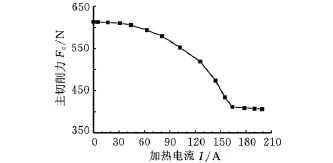
圖6 加熱電流對主切削力的影響
3.5 切削區溫度場有限元仿真
假設加工參數為n=150r/min,f=0.138mm/r,ap=0.4mm,I=126A,對 EHM 的切削區溫度場分布進行三維有限元仿真。隨著EHM切削的進行,切削區溫度場的演變過程如圖7所示。

圖7 EHM過程切削區溫度場分布
圖7a所示為工件的初始狀態,由式(2)可求出,加熱電流 I=126A時,工件初始溫度 θp=201.6℃。切削初期如圖7b所示,切削刃附近的工件材料因受擠壓而產生塑性變形,切削區溫度迅速升高。如圖7c、圖7d所示,隨著切削的進行,溫度場變化趨于平穩,剪切變形區溫度約500℃,切屑處出現切削溫度最高值,超過626℃。這是因為切屑與刀具前刀面劇烈摩擦,產生大量的摩擦熱。同時,切屑與刀具前刀面接觸面因摩擦形成了收縮電阻[12],通過電流后此處會迅速生成大量焦耳熱。另外,EHM是干式切削,沒有使用冷卻介質,熱量主要隨切屑的流出而消耗,因此切屑處會出現切削變形區的最高溫。
3.6 最佳加熱電流
EHM通過對切削溫度進行溫度補償改善工件材料的切削加工性能。當EHM溫度補償使切削溫度處于一個最佳范圍時,可以抑制積屑瘤和鱗刺,提高已加工表面質量,同時使刀-工材料間保持較大的硬度差,延長刀具壽命,使EHM處于最佳切削溫度范圍的加熱電流稱為EHM最佳加熱電流。
使用硬質合金刀具進行切削時,最佳切削溫度范圍為600~800℃[13],使θ保持在此區間內的加熱電流即最佳加熱電流。
對EHM不同加熱電流下前刀面接觸區的平均溫度θ進行有限元仿真,結果如圖8所示。由圖8可知,加熱電流為168~190A時,前刀面接觸區平均溫度θ為600~800℃,即在最佳切削溫度的區間內。因此,此切削用量下EHM最佳加熱電流為168~190A。同理,對EHM的溫度場進行三維有限元仿真,可以得到不同切削條件下的EHM最佳加熱電流。

圖8 加熱電流I對前刀面接觸區平均溫度θ的影響
4 有限元仿真試驗驗證
金屬切削有限元模型對實際切削過程做了一定的簡化和假設,與實際切削情況存在差異,需要驗證該模型的準確程度。切削力是反映切削狀態的一個重要指標,方便測量且可重復性強。下面將對EHM的切削力進行測量,通過對比EHM切削力的有限元仿真值和試驗值的差異,驗證本文所建立EHM三維有限元模型的可靠性。
驗證試驗的切削與加熱裝置與圖3中相同。切削力測試儀器為YDCB-Ⅲ05壓電式測力儀。試驗中使用云母片作為絕緣介質,將刀具與測力儀、測力儀和車床進行電氣隔離,以保證測力儀的電荷信號不受干擾。采用L16(45)正交試驗,因素及水平值的選取如表3所示,分析EHM切削力的有限元仿真值與實測值之間的差異。對比結果如圖9所示。
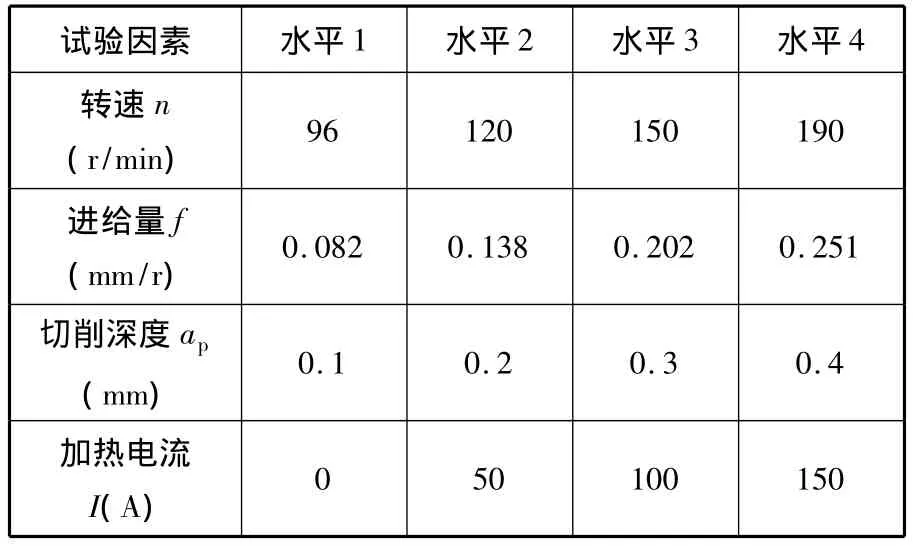
表3 驗證試驗正交試驗表
如圖9所示,在試驗選取的切削用量下,EHM切削力有限元模擬的結果與驗證試驗的結果基本符合,具有相同的變化趨勢。因此,可以認為本文所建立的EHM三維有限元模型基本符合EHM切削加工中熱-力耦合場的實際情況,EHM有限元仿真的結果具有一定的可信度。
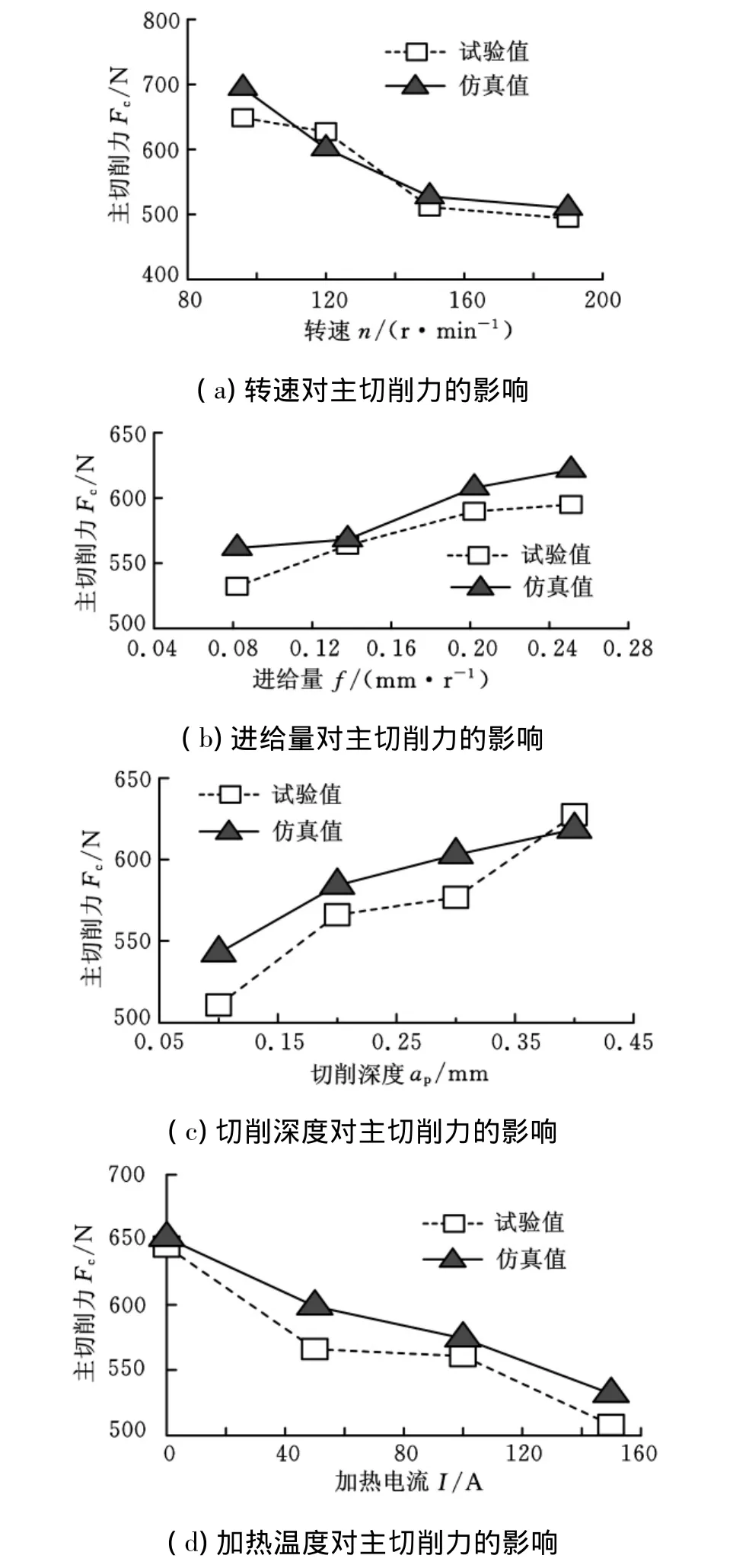
圖9 主切削力的有限元模擬結果與試驗結果對比
5 結論
(1)通過正交回歸試驗得到的加熱電阻經驗公式表明,EHM的加熱電阻隨著轉速、加熱電流的增大而增大,隨著進給量、切削深度的增大而減小,其中,加熱電流對加熱電阻的影響最大,進給量的影響最小。
(2)利用加熱電阻經驗公式對EHM加熱電阻焦耳熱所產生的溫升進行有限元仿真的結果表明,加熱電流大于100A時,切削區材料的平均溫升隨著加熱電流的增大而迅速增大。根據仿真結果歸納出EHM工件材料初始溫度的經驗公式。
(3)使用EHM三維正交切削模型和Umbrello本構方程,對EHM的切削力和溫度場分布進行三維有限元仿真的結果表明,EHM加熱電流I≥160A可以得到較小的切削力;EHM切削變形區的切屑處會出現切削區的最高溫度;對應最佳切削溫度的EHM最佳加熱電流為168~190A。
[1]葉邦彥,周澤華.難加工材料導電加熱切削機理的研究[J].華南理工大學學報(自然科學版),1994,22(5):93-99.
[2]葉邦彥.導電加熱切削最佳加熱電流的確定及其控制[J].機械開發,1996,25(3):26-29.
[3]吳拓.利用導電加熱切削改善已加工表面質量的研究[J].肇慶學院學報,2001,22(2):18-21.
[4]趙學智,葉邦彥,陳統堅.導電加熱切削中切削區加熱電阻的檢測及特性[J].華南理工大學學報(自然科學版),2009,37(2):7-13.
[5]趙學智,葉邦彥,陳統堅.導電加熱切削切削區加熱電阻模型及試驗分析[J].機械工程學報,2009,45(1):115-123.
[6]Kainth G S,Chaturvedi M N.Theoretical Investigation of Temperature in Hot Machining[J].International Journal of Machine Tool Design and Research,1975,15(4):241-256.
[7]徐蘭英.難加工材料小孔導電加熱鉆削機理的研究[D].廣州:華南理工大學,2009.
[8]Braunovic M,Myshkin N K,Konchits V V.Tribology of Electrical Contacts[M].Boca Raton,USA:CRC Press,2006.
[9]Astakhov V P.Tribology of Metal Cutting[M].London:Elsevier Science,2006.
[10]陳日曜.金屬切削原理[M].北京:機械工業出版社,1994.
[11]Umbrello D,Hua J,Shivpuri R.Hardness - based Flow Stress and Fracture Models for Numerical Simulation of Hard Machining AISI 52100 Bearing Steel[J].Materials Science and Engineering A,2004,374(1/2):90-100.
[12]Holm R,Williamson J B P,Holm E.Electric Contacts:Theory and Application[M].4ed.New York:Springer,1999.
[13]吳拓,葉邦彥,趙學智.利用導電加熱切削抑制積屑瘤和鱗刺的研究[J].工具技術,1998,32(12):8-10.
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
上海節能(2020年3期)2020-04-13 13:16:16
裝備制造技術(2019年12期)2019-12-25 03:06:00
天津醫科大學學報(2019年6期)2019-08-13 07:04:32
光學精密工程(2016年6期)2016-11-07 09:07:19
核科學與工程(2015年4期)2015-09-26 11:59:03
機械工程師(2015年10期)2015-02-02 01:14:03
機電產品開發與創新(2014年4期)2014-03-11 16:42:24