鋁/鍍鋅鋼薄板異種金屬CMT熔釬焊接頭組織與力學性能
2012-12-03 14:52:08陳劍虹
中國機械工程 2012年21期
關鍵詞:焊縫
余 剛 曹 睿 陳劍虹
蘭州理工大學有色金屬新材料國家重點實驗室,蘭州,730050
0 引言
為了減少污染、節約能源,汽車車身結構廣泛采用輕量化的鋁合金[1]。鋁合金和鍍鋅鋼板的熱物理性能存在巨大的差異,采用常規的熔化焊焊接時,焊接性較差,易萌生裂紋,焊接接頭組織不均勻,存在較大的殘余應力,且焊縫中易生成大量硬而脆的Al-Fe金屬間化合物[2],嚴重影響了接頭的力學性能和使用性能。
國內外很多學者對鋁合金和鍍鋅鋼薄板的連接進行了探索性的研究,其方法主要是熔釬焊連接。焊接過程中,低熔點的鋁合金薄板熔化,同時鍍鋅鋼板保持固態,通過熔融狀態的鋁合金在鍍鋅鋼板表面潤濕鋪展形成搭接接頭,從而實現兩者之間的連接。
冷金屬過渡(cold metal transfer,CMT)技術作為一種新型的異種金屬焊接方法,具有焊接質量好、焊接熱輸入低、無飛濺起弧、焊接變形小、無焊后清理工作等優點,良好的搭橋能力使得焊接過程操作容易,其特殊的熔滴過渡形式使得其在異種金屬焊接中體現出了較大的優勢[3]。筆者采用CMT焊接方法對鋁合金和鍍鋅鋼板進行焊接試驗,研究鋁合金和鍍鋅鋼板的熔釬焊工藝、焊接頭組織特征、焊接缺陷及力學性能。
1 試驗材料、設備及方法
1.1 試驗材料
試驗所用材料為變形鋁合金6061和冷軋熱鍍鋅鋼板HDG60,其物理性能如表1所示。焊接試板變形鋁合金和鍍鋅鋼板的尺寸均為200mm×100mm×1mm,焊接時選用的焊絲為直徑1.2mm的ER4043(AlSi5)。

表1 鋁合金、鍍鋅鋼板的物理性能
1.2 試驗設備
本試驗中對鋁合金和鍍鋅鋼板進行搭接焊所采用的試驗設備為Fronius公司生產的 TPS3200系列數字化CMT焊機。
1.3 試驗過程
焊前,先用砂紙和鋼絲刷將鋁合金試件表面的氧化膜去除,再用丙酮去除鋁合金和鍍鋅鋼板上的水漬和油污,最后對清洗后的鋁合金進行堿洗和酸洗。將表面處理干凈的試板組合成搭接接頭(鋁合金板在上,鍍鋅鋼板在下)。焊槍施焊方式為“前推”(前進方向與傾角相反)方式,夾角為135°,焊接形式如圖1所示。焊接過程中,焊接電流為 45A,電弧電壓為 10V,送絲速度為 3.0 m/min,焊接速度為5.14mm/min,焊接起始電流為55A,收弧電流為40A,采用氬氣保護,氬氣流量為20L/min。
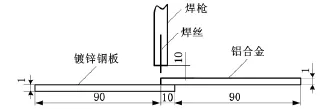
圖1 焊接示意圖
焊后切取鋁合金和鍍鋅鋼板異種金屬CMT熔釬焊接頭橫截面,用不同腐蝕劑分別對鍍鋅鋼的一側和鋁合金焊縫一側進行腐蝕。采用OLYMPUS GX51金相顯微鏡、JSF-6700F型掃描電鏡(SEM)及能譜分析(EDAX)對鋁合金和鍍鋅鋼板異種金屬CMT熔釬焊接頭的顯微組織進行觀察和分析。
同時為了檢測鋁合金和鍍鋅鋼板異種金屬熔釬焊接頭的力學性能,室溫(20℃)環境下,在WDW-100D的微機控制電子式萬能試驗機上進行靜態拉伸試驗,測量接頭的抗拉強度。焊接接頭力學性能試驗按照GBT2651-2008《焊接接頭拉伸試驗方法》進行,焊件接頭上沿垂直焊縫方向切取拉伸試樣,保證焊縫處于試樣中部。拉伸速度為1mm/min,拉伸試樣尺寸如圖2所示。

圖2 拉伸試樣示意圖
2 試驗結果及分析
2.1 焊縫成形與接頭形貌
通過焊接參數的優化,得到了成形美觀的焊縫。焊接試樣的焊縫表面成形如圖3所示,接頭的正面成形美觀,接頭表面形成連續均勻、無飛濺、窄而低的魚鱗狀焊縫,從焊接接頭的背面可以看到鍍鋅鋼板顏色略有變化,這表明其鍍鋅層燒損較少,有利于保持鍍鋅鋼板的抗腐蝕性。
采用金相顯微鏡和SEM對鋁合金和鍍鋅鋼板異種金屬CMT熔釬焊接頭橫截面進行觀察,如圖4所示(由于顯微鏡鏡頭所限,圖4由3張照片拼接而成)。試驗結果表明,接頭形貌為典型的搭接接頭。據熔釬焊接方法的特點,由于6061鋁合金的熔點僅為610℃,而鍍鋅鋼板的熔點為1535℃,所以在電弧的作用下只有上層金屬(鋁合金)熔化,而下層金屬(鍍鋅鋼板)沒有熔化或只有微熔。接頭由釬焊接頭和熔焊接頭組成。釬焊接頭是實現鋁鋼釬焊連接的主要部分,主要由中心界面區、過渡界面區、富鋅區,以及與焊縫形成釬焊連接的鍍鋅鋼母材組成。熔焊接頭由焊縫(熔化區)、焊接熱影響區及6061鋁合金母材組成。
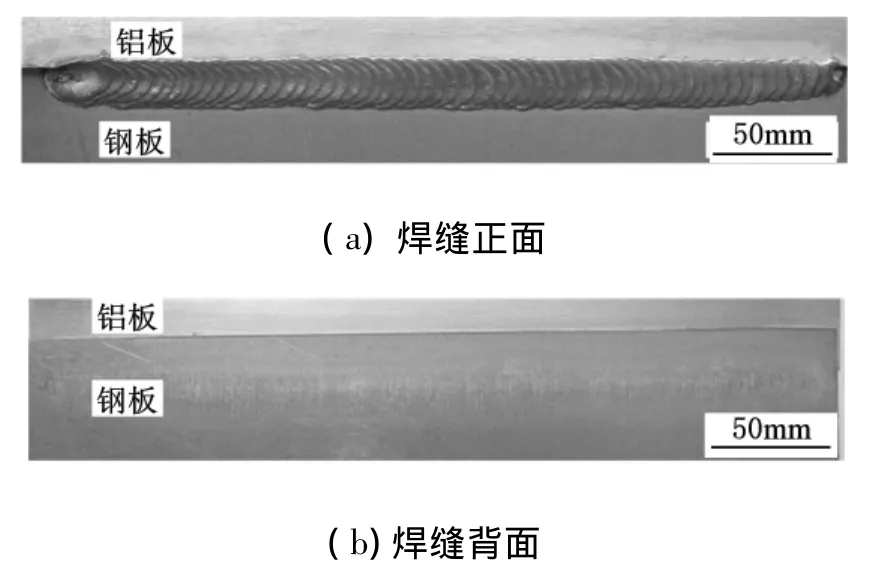
圖3 焊縫的宏觀成形
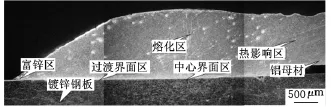
圖4 接頭橫截面宏觀形貌
2.2 界面區顯微組織特征
在CMT熔釬焊過程中,由于Al-Si釬料的熔點較低(為577℃),釬料在電弧溫度下將迅速達到熔點。當溫度高于鋁合金的熔點時,固態鍍鋅鋼板和液態鋁合金相互作用。鐵與鋁形成金屬間化合物的速度遠遠大于液體鋁合金向鍍鋅鋼板表面擴散的速度及金屬間化合物的溶解速度,所以鋁鐵擴散過程以反應擴散為主[4]。根據 Fe-Al二元合金相圖,鐵鋁相互作用可形成α-Fe、α - Al固溶體及 Fe3Al、FeAl、FeAl2、Fe2Al5、FeAl3及FeAl6等一系列金屬間化合物,其中,Fe3Al基合金和FeAl基合金有著優異的抗氧化、抗硫化性能以及較高的比強度和中溫強度[5]。由于鐵鋁金屬間化合物的生長系數的不同,在電弧釬焊的作用下,并不是所有的金屬間化合物均能形成和長大。
2.2.1 中心界面區組織
對焊后接頭的中心界面區反應層進行組織觀察和能譜分析,對結合面不同部位進行線掃描和點分析,如圖5所示。試驗結果表明,焊后接頭界面形成了一種亮灰色的致密新相,其平均厚度為3~5μm,形貌與母材大不相同。新相厚度小于文獻所講的臨界厚10μm[6]。且該新相沿著熔化區呈針狀生長。靠近反應層的鍍鋅鋼板一側,晶粒得到了一定的細化,這是由焊接熱輸入量不是很大造成的。從圖5可以觀察到Fe、Al元素從鍍鋅鋼板→釬接界面區→熔焊焊縫金屬有一個明顯的漸變過程,分別呈下降和上升的趨勢,而其他元素基本保持不變。這是Fe、Al元素向對方基體母材擴散的結果,其中,Al元素向鍍鋅鋼板一側擴散更為明顯。在根據Fe-Al二元合金相圖和表2可知,鍍鋅鋼板母材Mn含量較高;靠近鍍鋅鋼板一側生成的鋁鐵金屬間化合物為Fe3Al;近熔化區一側生成的金屬間化合物為FeAl3;中間區的金屬間化合物為Fe2Al5;熔化區下部靠近釬焊結合面的亮白色的為固溶體;焊縫熔化區主要為α-Al在熔池金屬凝固過程中,達到共晶溫度時,熔池金屬發生共晶反應并在枝晶邊界生成細密的(α-Al+Si)共晶,新生成的(α-Al+Si)共晶體附著在熔化區的鋁基體上。另外,通過能譜發現,界面區沒有Zn元素,這是由于電弧的溫度較高,而Zn的揮發溫度僅有906℃,所以在接頭形成過程中鍍鋅鋼板上的Zn主要起穩定電弧、潤濕鋪展、引領焊縫成形的作用,最后大量的鋅形成富鋅區,使得結合界面區基本上不含Zn元素。整體而言,由圖5和表2可知,沿著鍍鋅鋼板→釬焊結合面→焊縫熔化區這條路徑上,相分布變化趨勢為α - Fe 固溶體、Fe3Al、FeAl3、Fe2Al5金屬間化合物、α -Al+Si共晶。

圖5 中心界面區組織和元素線掃描
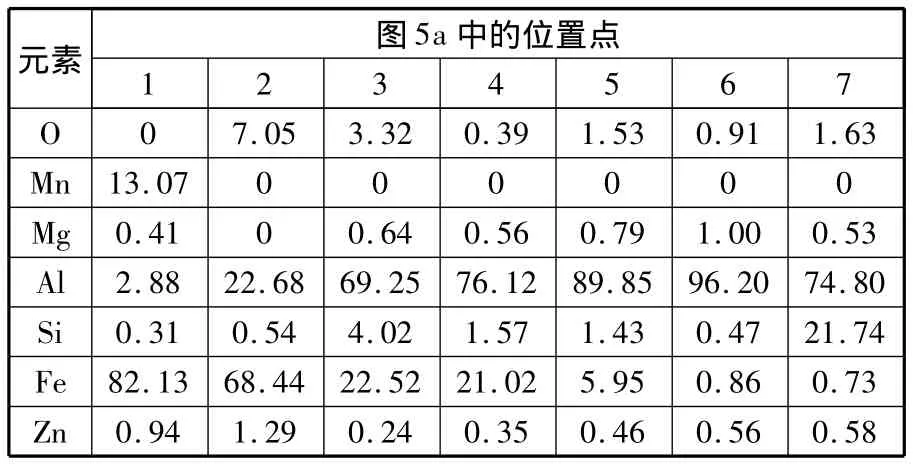
表2 中心界面區組織成分分析(原子百分比)%
2.2.2 過渡界面區組織
從圖6可以觀察到,焊接接頭過渡界面的反應層為2~3μm的致密生成相,這是因為這一區域電弧的加熱溫度有所降低,從而使得過渡界面區反應層的平均厚度小于中心界面區的平均厚度。通過能譜發現,如表3所示,靠近鋼一側的亮灰色的化合物層為FeAl2,中間層灰色的化合物為FeAl3,靠近熔化區的化合物為富鋁的化合物。

圖6 過渡界面區的組織特征
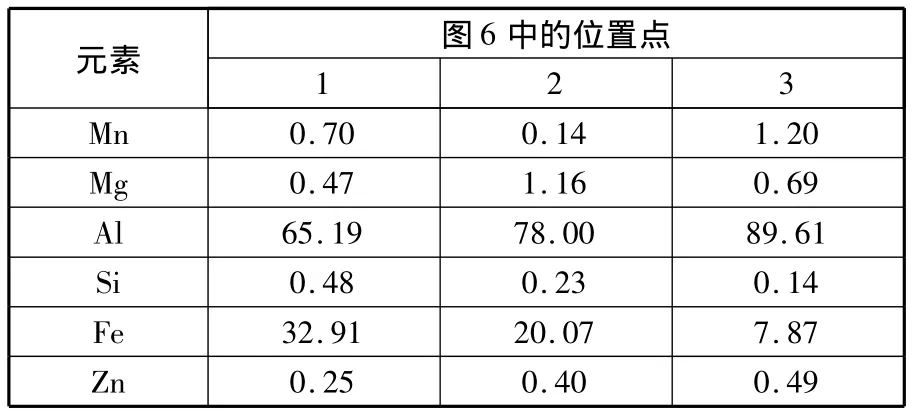
表3 過渡界面區組織成分分析(原子百分比)%
2.2.3 富鋅區組織
焊接過程中,由于電弧邊緣溫度較低,焊縫中只發生熔化沒有揮發的鋅以及鍍鋅鋼板上的鋅被保留下來。保留下來的鋅引導熔融的焊絲和部分熔化的鋁合金母材在鍍鋅板表面鋪展,在熔化的鋁合金的推動下,在接頭的一側富集形成富鋅區,如圖7所示。富鋅區是由亮灰色樹枝狀晶體和枝晶間的黑色物質組成的網狀結構,由于鋅原子的半徑比鋁原子的半徑小,故在一定程度上阻止了鐵鋁間相互作用,并且由于電弧邊緣溫度較低,在富鋅區與鋼之間幾乎沒有反應層,如圖7所示。鐵鋁間不能生成致密的化合物層,而是生成了絮狀的結構,根據能譜分析結果(表4),該絮狀結構為Fe-Al-Zn三元化合物相;由鋁鋅二元合金相圖可知,亮白色的為鋁鋅α固溶體,圖7b中亮白色規則的幾何形狀相為Al-Si固溶體。
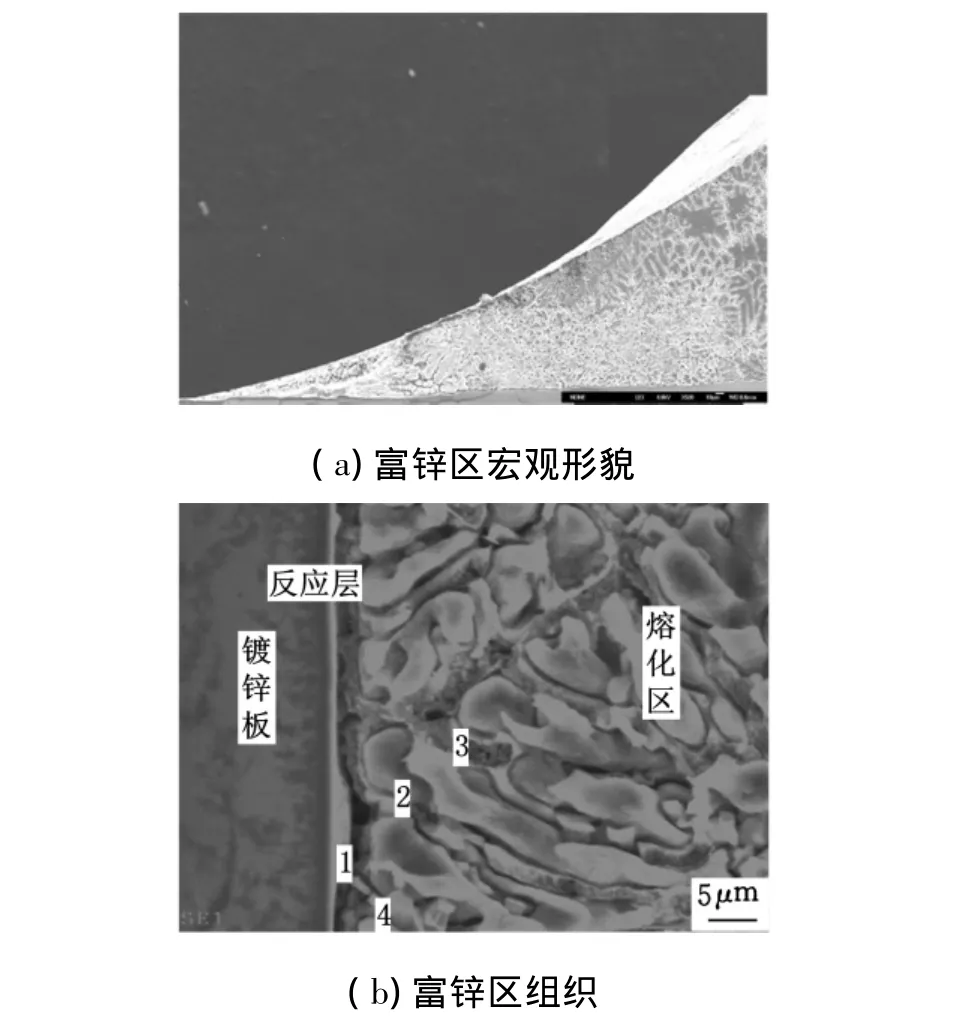
圖7 富鋅區的組織特征

表4 富鋅區組織成分分析(原子百分比)%
2.3 焊接接頭缺陷及形成
鋁合金和鍍鋅鋼板異種金屬CMT熔釬焊焊接接頭的缺陷主要為氣孔和縮孔,并且這些缺陷主要集中于焊縫熔化區上部,如圖8所示。氣孔大多數集中在熔化區的上部及其邊角區域,氣孔的直徑一般約為50μm。氣孔形成的原因可能有兩個:一是,鋁合金母材和焊絲表面的氧化膜焊前清理不徹底,導致焊件表面容易吸附水分、油脂等污染物,焊接過程中該污染物受熱分解產生氣體(氫氣、氧氣等),焊縫冷卻過程中沒有及時逸出而形成了氣孔;二是,由于鋅的熔、沸點較低,高溫電弧使得中心部分的鋅揮發,而CMT焊接方法焊接過程中熱輸入量較低,焊縫的形成時間短,不足以使全部的鋅蒸汽從焊縫中逸出而形成了氣孔。
在焊接過程中,靠近熔化區一側的近熱影響區中的低熔強化相受熱熔化,液態的低熔強化相在晶界處聚集,隨后冷卻析出。而在冷卻的過程中,若液態的強化相在晶界處填充不充足,則在焊后熱影響區很容易形成“縮孔”。
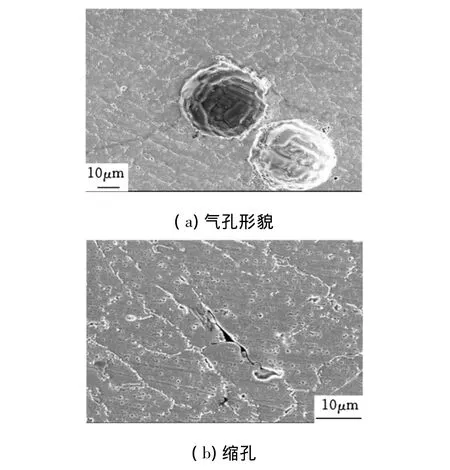
圖8 鋁合金和鍍鋅鋼板熔釬焊接頭組織中的缺陷
綜上所述,在鋁合金和鍍鋅鋼板CMT法的焊接接頭中存在氣孔、縮孔等焊接缺陷,但由于這些焊接缺陷主要存在于熔化區的上部,所以對焊接接頭的性能影響較小。
2.4 焊接接頭力學性能試驗
由接頭力學性能試驗可知:焊縫的拉伸試樣斷在熱影響區,斷后的試樣宏觀形貌如圖9所示。焊接接頭的最大承載力為5.13kN,抗拉強度可達204MPa,其載荷位移曲線如圖10所示。
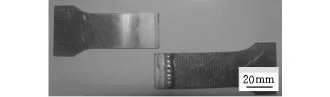
圖9 斷后試樣宏觀形貌
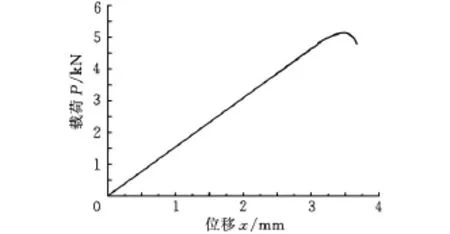
圖10 鋁合金和鍍鋅鋼板焊接接頭載荷-位移曲線
3 結論
(1)焊接接頭由釬焊接頭和熔焊接頭兩部分組成。釬焊接頭主要由中心界面區、過渡界面區、富鋅區以及與焊縫形成釬焊連接的鍍鋅鋼板母材組成;熔焊接頭主要由熔焊接頭焊縫、焊接熱影響區及鋁合金母材組成。
(2)CMT熔釬焊接頭中心界面區化合物層的寬度大約為3~5μm,反應層為致密的Fe2Al5金屬間化合物層;過渡界面區反應層的寬度為2~3 μm,在靠近熔化區的一側有灰色的絮狀物,其成分為富鋁的固溶體,在靠近鋼一側致密的灰色物質為FeAl2金屬間化合物層;富鋅區是由樹枝狀晶的鋁鋅α固溶體和枝晶間的殘留鋁所組成的網狀結構。
(3)對鋁合金和鍍鋅鋼板異種金屬CMT熔釬焊焊接接頭進行橫向拉伸試驗。試驗結果表明:斷裂發生在熱影響區,斷裂部分有頸縮現象,焊接接頭的抗拉剪強度為204MPa。
[1]Zhang H T,Feng J C,He P,et al.The Arc Characteristics and Metal Transfer Behavior of Cold Metal Transfer and Its Use in Joining Aluminum to Zinc-coated Steel[J].Materials Science and Engineering A,2009,499(1/2):111-113.
[2]劉中青,劉凱.異種金屬焊接技術指南[M].北京:機械工業出版社,1986.
[3]楊修榮.超薄板的MIG/MAG焊——CMT冷金屬過渡技術[J].電焊機,2006,36(6):5-7.
[4]石常亮,何鵬,馮吉才,等.鋁/鍍鋅鋼板CMT熔釬焊界面區組織與接頭性能[J].焊接學報,2006,27(12):61-64.
[5]楊思一,呂廣庶,陳惠民,等.Fe3Al金屬間化合物性能特點及熔制工藝研究[J].材料導報,2000,8(3):340-343.
[6]Schubert E,Klassen M,Zerner I,et al.Light- weight Structures Produced by Laser Beam Joining for Future Applications in Automobile and Aerospace Industry[J].Journal of Materials Processing Technology,2001,115(1):2-8.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07