汽車防撞梁超高強鋼熱成形工藝研究
2012-12-03 09:48:30莊百亮單忠德戎文娟
中國機械工程 2012年2期
關鍵詞:工藝
莊百亮 單忠德 姜 超 戎文娟
機械科學研究總院先進成形技術與裝備國家重點試驗室,北京,100083
0 引言
熱沖壓成形技術是一項專門用于成形超高強度鋼板的新技術。熱沖壓件的抗拉強度可超過1500MPa,且成形精度高,基本無回彈。這種方式能夠充分利用材料的塑性性能來沖壓零件,用于汽車結構件制造時,可提高汽車的安全性能,減輕車身重量。目前只有少數幾家單位對熱沖壓技術進行研究,在模具設計、工藝試驗及模擬方面獲得了相應成果[1-4],但對工藝參數之間的關系未作深入探討。
熱沖壓成形工藝難以把握,利用模擬技術可以優化工藝參數[5]。本文以車門防撞梁為例,通過數值模擬和熱沖壓試驗相結合的方法研究超高強鋼板的熱成形工藝特征,建立沖壓力與沖壓速度和初始成形溫度的關系模型,并通過試驗驗證了模型的正確性。
1 材料特性
試驗鋼板為寶鋼產22MnB5熱軋板,牌號為BR1500HS,厚度為2mm,密度為7850kg/m3,臨界冷卻速度為15℃/s,化學組分如表1所示。

表1 BR1500HS的化學組分 %
熱軋狀態下,材料的硬度約為193HV,抗拉強度在500~600MPa之間,微觀組織成分為鐵素體和珠光體,經過熱沖壓后,材料強度提高2.5倍以上,組織轉變為板條狀馬氏體。
熱沖壓成形屬于準靜態過程[6],成形過程中,鋼板產生機械變形的同時,溫度急劇下降,故接觸處理是板料熱沖壓成形有限元分析的關鍵技術,板料與模具之間的摩擦力與傳熱系數的確定至關重要。熱沖壓過程中,摩擦力對成形件質量的影響很大,它不僅與壓力有關,還與接觸面的溫度有關[7]。在板料與模具的接觸過程中,熱交換包括熱傳導、熱對流和熱輻射三部分。傳熱系數是影響溫度場的重要因素:在板料與模具接觸前,傳熱系數與接觸間隙關系密切;緊密接觸后,傳熱系數主要受到壓力的影響。
2 防撞梁熱沖壓成形數值模擬分析
文獻[8]詳細介紹了防撞梁的熱沖壓成形過程中沖壓速度、初始成形溫度的影響規律,并指出,對于2mm厚的熱軋硼鋼HR1500HS,最佳沖壓速度區間為50~100mm/s,最佳初始成形溫度區間為750~850℃。本文在此基礎上利用沖壓軟件PamStamp 2G研究防撞梁熱沖壓工藝參數之間的關系,并給出沖壓力計算方法。
沖壓力是零件成形時重要的工藝參數,熱沖壓過程中,在材料確定后,沖壓力的大小主要受板料厚度、初始成形溫度、成形速度以及沖壓件大小和沖壓深度等影響。對于本文所研究的防撞梁,主要考慮初始成形溫度和沖壓速度兩個因素。根據牛頓靜態力學理論,作用力與反作用力大小相等,本文依據模具在沖壓過程中的受力情況,反算成形件所需要的成形力。
為研究沖壓力與沖壓速度以及初始成形溫度之間的關系(以便建立相關模型),在沖壓速度20~200mm/s,成形溫度700~900℃范圍內,對防撞梁熱成形進行數值模擬,得到所需成形力如表2所示。
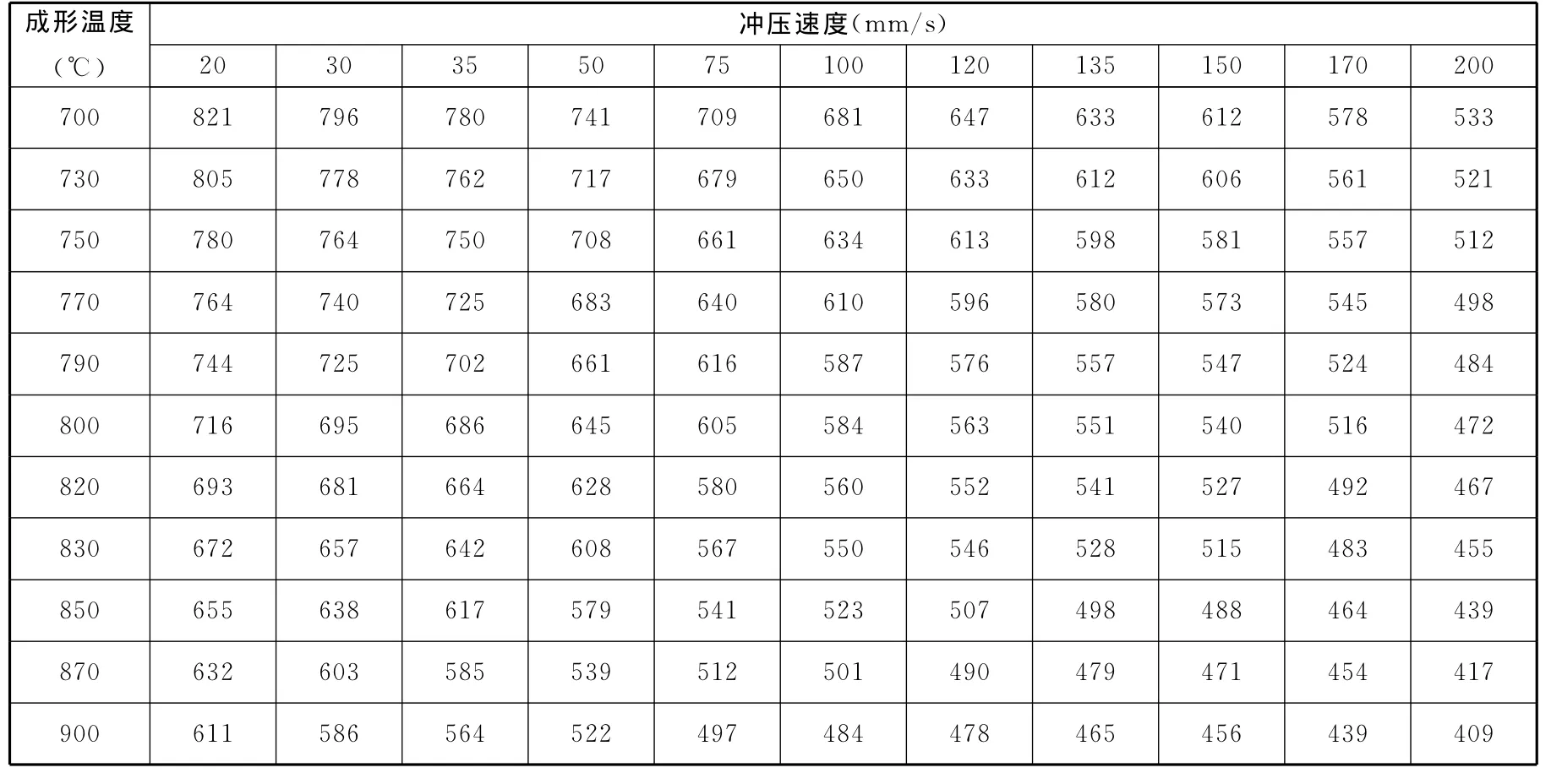
表2 不同沖壓速度與初始成形溫度對應的沖壓力 kN
首先分析沖壓速度與沖壓力的關系——同一初始溫度下,不同沖壓速度對板料成形力的影響。如表2所示,在成形溫度范圍內(700~900℃),同一初始成形溫度下,隨著沖壓速度的增大,板料成形所需沖壓力減小,板料成形較快。板料的平均變形溫度增加時,塑性相對較好,所需變形抗力相對較小。
進而分析初始成形溫度與沖壓力的關系——在同一沖壓速度下,不同初始成形溫度對板材成形力的影響。表2表明,在同一成形速度下,沖壓力隨著初始成形溫度的增加而減小,即板料塑性越好,變形抗力越小。
圖1是熱沖壓過程中模具受力曲線圖,工藝參數如下:初始成形溫度為850℃,沖壓速度為50mm/s。由圖1可知:板料在沖壓深度小于20mm時,受力較小,因為這時模具與板料接觸面較小,板料溫度相對較高,板料變形抗力較小;沖壓深度超高25mm后,板料受力才開始明顯上升,當接近完全成形時,沖壓力急劇上升。因為此時模具與板材的接觸越來越緊密,板料變形速率增加,溫降也加快,變形抗力增大,故所需成形力快速增大。
根據數值模擬數據,分析沖壓力與沖壓速度和成形溫度之間的關系模型,通過軟件合成不同的計算公式,最終根據公式的復雜程度與相關系數選擇的公式如下:

式中,t為初始成形溫度,℃;v為沖壓速度,mm/s;a、b、c、d、f為模型參數系數,a=1534.98,b= -0.3236,c= -109.54,d= -7.789×10-4,f=0.1357。
式(1)的相關系數R2=0.976,BR1500HS鋼的成形條件如下:初始成形溫度為700~900℃,沖壓速度為20~200mm/s。式(1)針對的是1/2防撞梁,即對整個防撞梁來說,式(1)計算所得的成形力需加倍。圖2為沖壓力與沖壓速度和成形溫度之間的空間關系圖。由圖2容易看出:沖壓速度相同時,沖壓力隨著初始成形溫度的降低而不斷增大;在同一初始成形溫度下,沖壓力隨著沖壓速度的增加而減小。
3 防撞梁熱沖壓成形工藝試驗與分析
文獻[8]與文獻[9]從數值模擬及試驗方面研究了防撞梁熱沖壓成形工藝,工藝參數優選結果如下:加熱溫度為930℃,保溫時間為270s,壓機沖壓速度為75mm/s,成形后保壓15s,水流速度為1.1m/s。根據上述結果進行熱沖壓試驗,紅外測溫顯示板料沖壓前的溫度為810~830℃,由式(1)計算得到的沖壓力為564~593kN,進而計算所得的壓力為5.8~6MPa,試驗設定的沖壓力為6MPa,從熱成形件成形效果判斷,防撞梁完全成形,無破裂起皺等缺陷產生,說明利用式(1)計算的沖壓力與防撞梁熱成形試驗所需的成形力相一致,即式(1)可以作為防撞梁熱沖壓成形的經驗公式使用。
3.1 防撞梁熱沖壓件厚度
根據要求,所研究防撞梁的減薄率應控制在25%之內,且厚度較均勻。試驗測得成形件各點厚度分布見表3。

表3 零件不同位置的厚度 mm
由測試結果可知,零件的最厚處在圖3的5處,最薄處在4的位置,測試結果驗證了模擬結果的正確性[8]。根據表3比較零件端部邊緣位置的點1和點2厚度,點6與點7厚度及點8與點9厚度可知,熱沖壓零件兩端,越靠近邊緣,減薄越多;點8與點9在斜面與平面的圓弧過渡位置,屬于應力集中地區,故變薄較為明顯;比較6點、7點與1點、2點可知,零件中間的拉伸較邊緣稍明顯;比較零件中心位置的點3、側壁位置的點10與邊緣位置的點11可知,零件側壁的變薄率較為明顯,約7%;熱成形零件的最大減薄率為17%,厚度最大值為2.18mm,厚度區間分布較窄,即滿足防撞梁厚度要求。
3.2 防撞梁熱沖壓件力學性能
零件的硬度分布如表4所示,熱沖壓件的硬度分布較為均勻,極差為2.7HRC,均值為47.6HRC。硬度測試點和拉伸試樣在零件上的位置見圖4,拉伸試樣采用50標距(國際上對熱沖壓零件的評價方法),抗拉強度平均值為1545MPa。
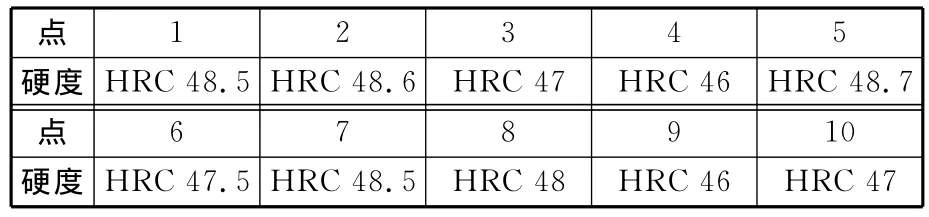
表4 零件不同位置的硬度值
本文通過STRAINFLEX MSF-2M型X射線殘余應力分析儀對熱沖壓防撞梁表面進行測試與分析,為說明工件表面質量提供實驗依據。根據文獻[8]的數值模擬結論,熱成形件的最大應力發生在圖5標記的位置處,測試結果見表5。數據表明,拉伸深度越大,殘余應力越大,即點3位置處殘余應力最大,因為此位置最后成形,是整個零件最大拉伸處,此部位在成形中的溫度差較大,處在機械力與熱力的雙重影響下,內應力相對較大。

表5 殘余應力各點數值 MPa
熱成形件最大殘余應力為306MPa,不到抗拉強度數值的20%,故對于成形件來說,不需要消除殘余應力。熱處理或時效處理在消除殘余應力的同時也降低了熱沖壓件的抗拉強度,這對于以安全性為重的防撞梁來說是沒有必要的。
3.3 防撞梁熱沖壓件精度與微觀組織
回彈是影響沖壓件形狀精度的主要因素,比較防撞梁數學模型與熱沖壓件中間截面回彈量,并將其與冷沖壓件中間截面回彈量對比,結果如表6所示,圖6為防撞梁數學模型的中間截面圖,θ1、θ2為回彈精度角,是表征防撞梁回彈量的重要參數,其中θ1=32°,θ2=16°。由表6可以看出,熱成形件的回彈很小,只有冷沖壓件的一半,而冷沖壓件的抗拉強度約為600MPa,不到熱成形件拉抗強度的一半。圖7為防撞梁金相照片,可見組織都較均勻,呈現大量板條狀馬氏體。

表6 冷、熱沖壓件的回彈角度對比
以上測試結果表明:防撞梁熱沖壓件比較理想,本文所使用的研究方法可行。
4 結語
防撞梁熱沖壓工藝試驗結果表明:成形件的厚度和硬度分布較為均勻,抗拉強度達到1545MPa,最大殘余應力只有抗拉強度數值的20%左右,不需要消除;熱成形件精度較高,回彈量較小;組織為均勻板條狀馬氏體,這說明熱沖壓工藝較為合理。
[1]谷諍巍,單忠德,徐虹,等.汽車高強度鋼板沖壓件熱成形技術研究[J].模具工業,2009,35(4):27-29.
[2]馬寧,胡平,閆康康,等.高強度硼鋼熱成形技術研究及其應用[J].機械工程學報,2010,46(14):68-72.
[3]Mori K,Maki S,Tanaka Y.Warm and Hot Stamping of Ultra High Tensile Strength Steel Sheets U-sing Resistance Heating[J].Cirp Annals-Manufacturing Technology,2005,54(1):209-212.
[4]Turetta A,Bruschi S.Investigation of 22MnB5 Formability in Hot Stamping Operations[J].Journal of Materials Processing Technology,2006,177(1):396-400.
[5]崔令江.汽車覆蓋件沖壓成形技術[M].北京:機械工業出版社,2003.
[6]卿晏清,歐陽可居.覆蓋件有限元模擬技術及應用[J].汽車工藝與材料,2003(6):28-32
[7]Merklein M,Lechler J.Investigation of the Thermo Mechanical Properties of Hot Stamping Steels[J].Journal of Materials Processing Technology,2006,177(1):452-455.
[8]Zhuang Bailiang,Shan Zhongde,Jiang Chao,et al.Numerical Simulation of Hot Stamping Technology for Automotive Structural Parts[C]//Proceedings of the International Conference on Advanced Technology of Design and Manufacture.Beijing,2010:190-194.
[9]Jiang Chao,Shan Zhongde,Zhuang Bailiang,et al.Research on Process Parameters of Ultra-high Strength Steel Hot Forming Technology[C]//The 5th CAM-KITECH Symposium of the Advanced Manufacturing Technology Cooperation.Changzhou,2011:114-118.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52