RTCP算法中無(wú)碰刀軸矢量的確定
2012-12-03 14:51:12章永年趙東標(biāo)陸永華
中國(guó)機(jī)械工程 2012年9期
章永年 趙東標(biāo) 陸永華 劉 凱
南京航空航天大學(xué),南京,210016
0 引言
在多坐標(biāo)加工中,由于受旋轉(zhuǎn)運(yùn)動(dòng)的影響,機(jī)床各軸線性插補(bǔ)的合成運(yùn)動(dòng)會(huì)使實(shí)際刀位運(yùn)動(dòng)偏離編程直線,該誤差稱為非線性加工誤差[1-2]。非線性誤差控制方法主要有刀觸點(diǎn)偏置法、線性加密法[3]、自 適 應(yīng) 線 性 化 法[1]和 RTCP(rotation tool center point)算法[4-5]。其中前三種方法都是在后置處理中對(duì)刀位數(shù)據(jù)進(jìn)行控制,當(dāng)?shù)毒吣p或刀具長(zhǎng)度變化時(shí)必須重新通過(guò)后置處理生成數(shù)控程序,效率低下。而RTCP算法可保證插補(bǔ)點(diǎn)始終位于編程軌跡上,有效減小了非線性誤差。
RTCP算法使得編程坐標(biāo)直接針對(duì)刀具中心而不是坐標(biāo)的轉(zhuǎn)動(dòng)中心(頭中心)。傳統(tǒng)算法要求機(jī)床的轉(zhuǎn)軸中心長(zhǎng)度正好等于后置處理所考慮的數(shù)值,任何修改都要求重新生成程序。集成RTCP算法的數(shù)控系統(tǒng)可以直接編寫(xiě)刀具中心軌跡程序,而不用考慮轉(zhuǎn)軸中心長(zhǎng)度。國(guó)外的一些高檔數(shù)控系統(tǒng)如FANUC、SIEMENS、FIDIA和NUM數(shù)控系統(tǒng)中已具備了RTCP功能,但是其核心算法是保密的。
目前,國(guó)內(nèi)對(duì)RTCP算法的研究還處于起步階 段。 趙 薇 等[5]、Fan 等[6]設(shè) 計(jì) 了 一 種 集 成RTCP功能的插補(bǔ)算法,減小了非線性誤差,但刀軸矢量采用線性插補(bǔ)法:插補(bǔ)過(guò)程中刀軸矢量始終位于首末向量所決定的平面內(nèi)。由于刀軸矢量與旋轉(zhuǎn)軸角度成非線性關(guān)系,刀軸矢量線性插補(bǔ)法得到的頭中心旋轉(zhuǎn)軸角速度可能超限。耿聰?shù)龋?]提出的大圓弧插補(bǔ)法也有類似的不足。因此本文提出了基于旋轉(zhuǎn)軸線性插補(bǔ)的RTCP算法,保證了旋轉(zhuǎn)軸的角速度限制條件,然而在實(shí)際加工過(guò)程中會(huì)出現(xiàn)相鄰刀位點(diǎn)在無(wú)碰區(qū)域內(nèi)而插補(bǔ)時(shí)刀具發(fā)生干涉的現(xiàn)象。國(guó)內(nèi)外學(xué)者對(duì)多軸數(shù)控加工中的干涉檢測(cè)算法進(jìn)行了大量研究[8-11],但多注重于給定刀具姿態(tài)下的干涉問(wèn)題,對(duì)刀具運(yùn)動(dòng)過(guò)程中,尤其是集成RTCP功能的全局干涉問(wèn)題還尚未涉及。
鑒于此,本文詳細(xì)分析了基于旋轉(zhuǎn)軸線性插補(bǔ)的RTCP算法機(jī)理、RTCP算法插補(bǔ)過(guò)程中干涉現(xiàn)象產(chǎn)生的原因,最后給出了具體的解決方案。
1 RTCP算法
對(duì)于五軸數(shù)控加工來(lái)說(shuō),從輸入加工模型到電機(jī)運(yùn)動(dòng),中間一般經(jīng)過(guò)刀觸點(diǎn)計(jì)算、刀軸矢量確定、后置處理和數(shù)控插補(bǔ)幾個(gè)步驟。其中,刀觸點(diǎn)計(jì)算模塊將輸入模型按照一定的精度要求離散成一系列的路徑點(diǎn),刀軸矢量確定模塊獲取各刀觸點(diǎn)的無(wú)碰最優(yōu)刀軸矢量,后置處理模塊根據(jù)機(jī)床運(yùn)動(dòng)關(guān)系生成由許多微線段構(gòu)成的數(shù)控程序,數(shù)控插補(bǔ)模塊調(diào)用線性插補(bǔ)算法輸出脈沖或其他信號(hào)控制電機(jī)運(yùn)動(dòng)。刀觸點(diǎn)計(jì)算模塊和刀軸矢量確定模塊統(tǒng)稱為前置處理模塊,該模塊在計(jì)算刀位點(diǎn)時(shí)假定了相鄰刀位點(diǎn)之間的運(yùn)動(dòng)軌跡為直線段這樣一個(gè)前提條件。后置處理生成的數(shù)控程序針對(duì)的是頭中心坐標(biāo),圖1中的Ps、Pe為刀位點(diǎn),Pos、Poe為頭中心。采用線性插補(bǔ)算法插補(bǔ)Pos、Poe時(shí),頭中心的運(yùn)動(dòng)軌跡為直線,由于旋轉(zhuǎn)軸的加入,相鄰刀位點(diǎn)之間的運(yùn)動(dòng)軌跡不一定為直線,這樣就產(chǎn)生了非線性誤差,如圖1中的期望插補(bǔ)軌跡與實(shí)際插補(bǔ)軌跡不重合。
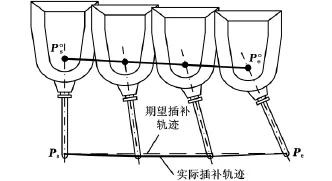
圖1 傳統(tǒng)算法示意圖
(1)后置處理。設(shè)前置處理模塊得到的刀位數(shù)據(jù)為(P,u),以AB雙擺頭機(jī)床為例,單位刀軸矢量u可通過(guò)工件坐標(biāo)系上z軸單位矢量k=(0,0,1)T旋轉(zhuǎn)變換M =rot(Y,φ)·rot(X,θ)得到,即u(θ,φ)=Mk,其中

這樣可以得到刀位點(diǎn)的五軸坐標(biāo)(P,θ,φ),其中旋轉(zhuǎn)軸坐標(biāo)由下式確定:

(2)線性插補(bǔ)。通過(guò)后置處理得到刀位點(diǎn)坐標(biāo)后,需要將其轉(zhuǎn)換為數(shù)控程序送入數(shù)控系統(tǒng)中加工。設(shè)直線段起點(diǎn)和終點(diǎn)的坐標(biāo)為(Ps,θs,φs)、(Pe,θe,φe),線性插補(bǔ)方程為

其中,系數(shù)t1∈ [0,1]。
筆者基于重力異常反演研究的基礎(chǔ)上,對(duì)與概率成像技術(shù)進(jìn)行設(shè)置模型,給予MATLAB程序?qū)⑵鋵?shí)現(xiàn),該成像算法具有方法簡(jiǎn)單,位場(chǎng)分離后異常概率成像分辨率高,抗噪性能強(qiáng)等特點(diǎn)。主要總結(jié)一下四個(gè)方面。
(3)坐標(biāo)變換。線性插補(bǔ)得到粗插補(bǔ)刀具中心坐標(biāo)后,需要計(jì)算相應(yīng)的頭中心坐標(biāo)(Po,θo,φo):
式中,Lo為刀具中心點(diǎn)到頭中心之間的距離。
(4)速度校核。集成RTCP功能后,刀具中心的進(jìn)給速率F等于編程速率f,而合成的頭中心進(jìn)給速率Fo可能會(huì)大于F。如果Fo太高,則控制系統(tǒng)需要限制它,使之不超出允許的最大進(jìn)給速率。
經(jīng)過(guò)以上步驟得到的刀位點(diǎn)運(yùn)動(dòng)軌跡與期望運(yùn)動(dòng)軌跡重合,非線性誤差減小了,如圖2所示。

圖2 RTCP算法示意圖
2 RTCP插補(bǔ)過(guò)程中的干涉現(xiàn)象
RTCP算法為五軸數(shù)控系統(tǒng)減小了非線性誤差,然而由于旋轉(zhuǎn)軸的存在,RTCP算法在插補(bǔ)過(guò)程中刀桿末端的運(yùn)動(dòng)軌跡偏離了球面大圓,這樣有可能出現(xiàn)干涉現(xiàn)象。


圖3 RTCP線性插補(bǔ)過(guò)程中發(fā)生干涉
不失一般性,下面以直線段起點(diǎn)和終點(diǎn)坐標(biāo)分別為(Ps,θs,φs)、(Pe,θe,φe)為例計(jì)算 RTCP線性插補(bǔ)過(guò)程中的刀桿偏差e。
2.1 刀桿偏差e的確定

其中,θ(t)、φ(t)為t 時(shí)刻 的 旋轉(zhuǎn) 坐 標(biāo),由下式確定:


進(jìn)一步將相應(yīng)坐標(biāo)代入式(7),有

插補(bǔ)偏差為曲線PE(t)與PA(v)的最大法向差,對(duì)于只有旋轉(zhuǎn)運(yùn)動(dòng)的情況即為圖3中的e,然而e的求取比較困難,可采用連接兩曲線中點(diǎn)的直線段長(zhǎng)度來(lái)近似表示。即

將式 (1)、式 (5)、式 (6)、式 (8)代 入 式(10)可得

式中,η為刀桿偏差系數(shù)。
對(duì)于式(11),有
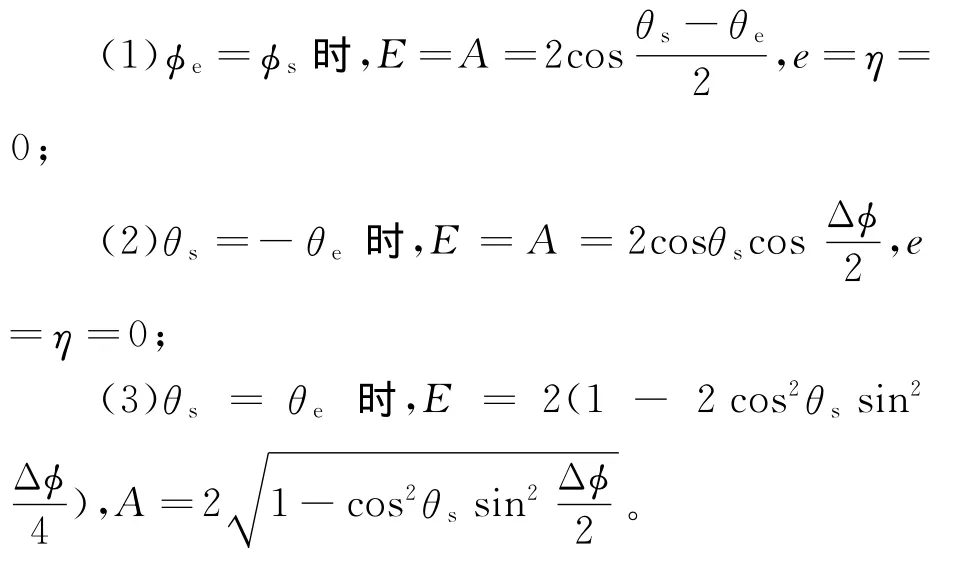
注意到e(θs,θe,Δφ)=e(-θe,-θs,Δφ)=e(θe,θs,Δφ)=e(θs,θe,-Δφ),即函數(shù)e(θs,θe,Δφ)關(guān)于θs=-θe、θs=θe、Δφ=0對(duì)稱。
2.2 RTCP無(wú)碰區(qū)域的計(jì)算
考慮到RTCP插補(bǔ)過(guò)程中,實(shí)際的插補(bǔ)曲線與刀桿末端最短曲線(測(cè)地線)偏移了一定的距離e,為了避免全局干涉,確定無(wú)碰區(qū)域時(shí),將無(wú)碰區(qū)域邊界線C收縮ke(k為安全系數(shù),k≥1)得到C′,以C′包圍的區(qū)域R′作為新的無(wú)干涉區(qū)域,并以此確定刀軸矢量,則在插補(bǔ)過(guò)程中將不會(huì)發(fā)生干涉現(xiàn)象,如圖3所示。
綜上所述,要想應(yīng)用RTCP算法,除了后置處理和數(shù)控插補(bǔ)與傳統(tǒng)算法有所不同外,在確定無(wú)碰刀軸矢量時(shí)也有一定差異。表1給出了RTCP算法與傳統(tǒng)算法的不同點(diǎn)。

表1 算法比較
3 仿真實(shí)例
為了驗(yàn)證算法的有效性,進(jìn)行了如下的仿真實(shí)驗(yàn)。
(1)RTCP插補(bǔ)實(shí)驗(yàn)。對(duì)表2中的相鄰刀位點(diǎn)坐標(biāo)分別采用傳統(tǒng)算法和RTCP算法進(jìn)行線性插補(bǔ),仿真結(jié)果如圖4、圖5所示。比較兩圖可以得出結(jié)論,RTCP算法保證了相鄰刀位點(diǎn)之間的運(yùn)動(dòng)軌跡為直線段,減小了非線性誤差。

表2 刀位點(diǎn)坐標(biāo)
(2)插補(bǔ)偏差仿真實(shí)驗(yàn)。由式(11)繪制給定Δφ=50°下的η-(θs,θe)函數(shù)關(guān)系曲線如圖6所示。從圖6可以看出,偏差系數(shù)η關(guān)于直線θs=-θe和θs=θe對(duì)稱,ηmax存在于θs或θe為最大/小值處。不同Δφ下的η-(θs,θe)關(guān)系圖與圖6類似,只是幅值有所不同,計(jì)算不同Δφ下的ηmax,繪制曲線如圖7所示。從圖7可以看出,ηmax隨著Δφ的增大而增大。

圖4 傳統(tǒng)算法插補(bǔ)圖
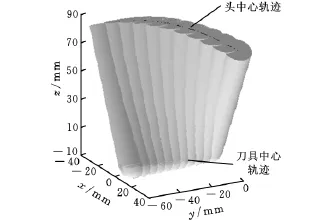
圖5 RTCP算法插補(bǔ)圖
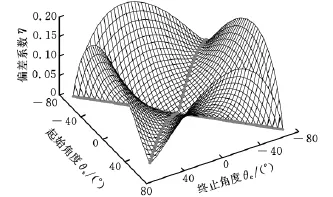
圖6 η-(θs,θe)函數(shù)關(guān)系圖

圖7 ηmax-Δφ函數(shù)關(guān)系圖
(3)RTCP插補(bǔ)無(wú)碰刀軸矢量實(shí)驗(yàn)。待加工的整體葉輪如圖8所示,其中一刀位點(diǎn)的刀桿末端軌跡如圖9所示,通過(guò)計(jì)算得到的無(wú)碰區(qū)域?yàn)闊o(wú)碰邊界1包圍的區(qū)域,圖中A、B兩點(diǎn)為相鄰刀位點(diǎn)的刀桿末端位置,采用式(1)~ 式(4)進(jìn)行RTCP插補(bǔ)得到的插補(bǔ)曲線超過(guò)了無(wú)碰區(qū)域,發(fā)生了干涉。將無(wú)碰邊界1內(nèi)縮ke后得到RTCP算法的無(wú)碰邊界2,將B點(diǎn)移至無(wú)碰邊界2包圍的無(wú)碰區(qū)域內(nèi)重新插補(bǔ)則不會(huì)發(fā)生干涉現(xiàn)象。

圖8 整體葉輪
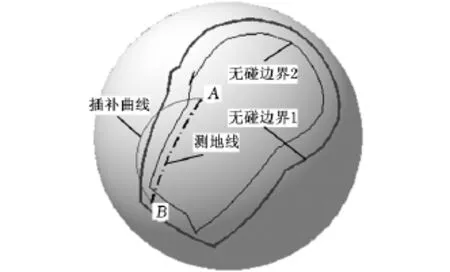
圖9 RTCP插補(bǔ)過(guò)程中干涉仿真圖
4 結(jié)語(yǔ)
為了減小非線性誤差,本文提出了基于旋轉(zhuǎn)軸線性插補(bǔ)的RTCP算法,并就該算法在插補(bǔ)過(guò)程中出現(xiàn)的干涉現(xiàn)象進(jìn)行了深入的理論分析,仿真實(shí)驗(yàn)表明Δφ很大時(shí)必須考慮插補(bǔ)過(guò)程中刀桿末端偏差。仿真結(jié)果證實(shí)了算法的可行性。
[1]周艷紅,周濟(jì).五坐標(biāo)數(shù)控加工的理論誤差分析與控制[J].機(jī)械工程學(xué)報(bào),1999,35(5):54-57.
[2]吳大中,王宇晗,馮景春,等.五坐標(biāo)數(shù)控加工的非線性運(yùn)動(dòng)誤差分析與控制[J].上海交通大學(xué)學(xué)報(bào),2007,41(10):1608-1612.
[3]王丹,陳志同,陳五一.五軸加工中非線性誤差的檢測(cè)和處理方法[J].北京航空航天大學(xué)學(xué)報(bào),2008,34(9):1003-1006.
[4]鄭飂默,林滸,張曉輝,等.基于實(shí)時(shí)插補(bǔ)的五軸加工非線性誤差控制[J].小型微型計(jì)算機(jī)系統(tǒng),2010,31(7):1389-1392.
[5]趙薇,高春,馬躍,等.通用RTCP算法的研究與設(shè)計(jì)[J].小型微型計(jì)算機(jī)系統(tǒng),2008,29(5):980-984.
[6]Fan S T,Yang W P,Dong C J.RTCP Function in Five-axis Machining[J].Key Engineering Materials,2011,464:254-259.
[7]耿聰,于東,張曉輝.五軸聯(lián)動(dòng)數(shù)控加工中的刀具軌跡控制算法[J].中國(guó)機(jī)械工程,2010,21(24):2904-2909.
[8]Lee Y S,Chang T C.2-phase Approach to Global Tool Interference Avoidance in 5-axis Machining[J].Computer-Aided Design,1995,27(10):715-729.
[9]Ho S,Sarma S,Adachi Y.Real-time Interference Analysis Between a Tool and an Environment[J].Computer-Aided Design,2001,33(13):935-947.
[10]Oleg I,Gershon E,Dan H,et al.Precise Global Collision Detection in Multi-axis NC-machining[J].Computer-Aided Design,2005,37(9):909-920.
[11]Ron W,Gershon E.Continuous Path Verification in Multi-axis NC-machining[J].International Journal of Computational Geometry and Applications,2005,15(4):351-377.