延長豎爐壽命的措施與實踐*
2012-12-07 05:28:32鄭華龐秋林魏立趙永良
河南冶金 2012年1期
關鍵詞:分配
鄭華 龐秋林 魏立 趙永良
(安鋼集團永通球墨鑄鐵管有限責任公司)
延長豎爐壽命的措施與實踐*
鄭華 龐秋林 魏立 趙永良
(安鋼集團永通球墨鑄鐵管有限責任公司)
對影響安鋼永通公司3號豎爐壽命的因素進行了分析,通過采取導風墻補漏、爐墻噴補、水箱冷卻改進等措施,有效解決了冷風口、噴火口及導風墻部位耐火材料磨損,分配室頂部等部位變形跑火、跑風及爐殼燒紅等問題,延長了豎爐壽命。
豎爐壽命 導風墻補漏 爐墻噴補
0 前言
永通鑄管公司有三座10 m2豎爐,1號、2號豎爐為永通公司兩座450 m3高爐提供球團礦,3號豎爐球團供集團公司煉鐵廠。3號豎爐建于2005年10月,按正常生產條件下使用壽命應在5年以上。隨著煉鐵技術進步及降本增效的要求,對球團礦抗壓強度、含粉率、冶金性能均提出了更高要求。2006年起生產高鎂球團礦,球團MgO含量≥2.0%。生產高鎂球團礦后,工藝焙燒制度進行了相應調整,焙燒溫度提高100℃以上,風量大幅增加。豎爐長期高溫大風量生產,爐體結構穩定性和耐材壽命受到很大的影響,先后產生導風墻出現孔洞、爐墻沖刷出現凹坑、分配室頂部燒紅燒穿等現象,嚴重影響豎爐壽命。
1 概況
永通豎爐原生產普通酸性氧化球團,為提高球團礦冶金性能,適應高爐冶煉需要,球團生產中通過配加高鎂礦、高鎂粉來提高球團礦MgO含量,由0.8%提高至2.0%以上。球團MgO含量提高,冶金性能改善,但在相同的焙燒條件下,會對抗壓強度帶來不利影響[1]。實際生產中,隨著球團礦MgO含量的提高,球團礦抗壓強度呈下降趨勢,排出的球團礦紅球數量增加,無法保證煉鐵需要。為此,須提高預熱溫度和焙燒溫度,相應增加煤氣、助燃風和冷卻風量。燃燒室溫度由生產普通酸性氧化球團時的1050℃,提高到生產高鎂球團礦條件下的1180℃。相關焙燒工藝參數見下表1。
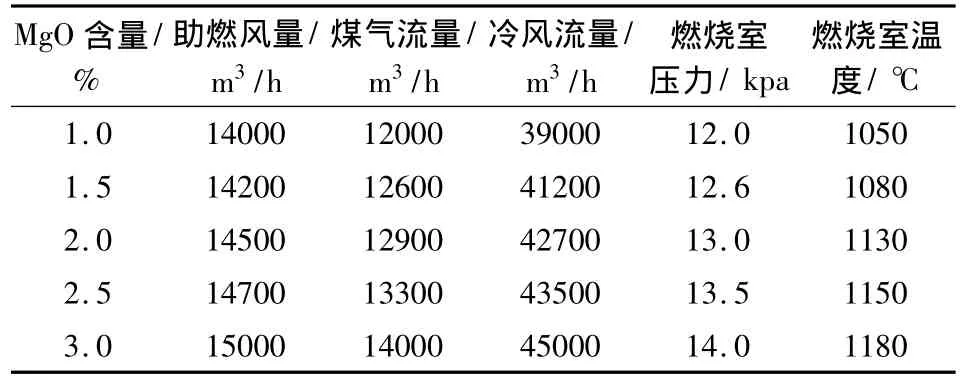
表1 球團焙燒工藝參數
2 問題及分析
豎爐長期高溫大風量生產,使爐體結構穩定性和耐材壽命受到很大的影響,具體情況如下:
2.1 導風墻出現孔洞
由于冷風風量大幅增加,導風墻下部經受高溫球團礦磨損和冷卻風沖刷,導致導風墻穩定性受到嚴重破壞。3#豎爐從2008年9月中修投入生產后,先后五次在導風墻底部不同部位被風、料沖刷成五個形狀大小不等的孔洞,而導風墻上部整體結構依然良好。孔洞形成后,部分下降的球團礦不經過爐膛正常焙燒而鉆進孔洞,形成短路,未能進行充分焙燒和均質過程,球團礦出現夾生現象,強度差,粉末多,紅球數量明顯增加。
2.2 爐膛墻體出現凹坑
生產過程中由于冷風、球團及粉狀顆粒長期對爐墻耐火材料沖刷和侵蝕,爐墻內襯高鋁磚磨損變薄,冷風口附近尤為嚴重,爐墻外側保溫磚不能抵擋爐內高溫爐料的熱負荷沖擊,爐殼燒紅變形。2009年在檢修過程中發現冷風口上下1 m范圍,原厚度230 mm的R-1內襯磚被沖刷掉100 mm~200 mm,形成東西對應的兩個大面積凹坑,深度高低不等。內襯高鋁磚被沖刷后如不及時處理,豎爐壽命和安全生產會受到嚴重影響。
2.3 分配室頂部燒紅燒穿
在豎爐整體結構中,最容易燒紅、跑風、冒火的部位是分配室頂部和立墻交接部位,隨著焙燒溫度提高,燃燒室和分配室壓力升高,膨脹加劇,分配室頂與爐口爐殼立面交接部位持續燒紅燒穿、跑風漏火,常規灌漿方法不能根本解決問題。
2.4 齒輥系統壽命的縮短
原齒輥卸料系統齒輥與固定梁高差為60 mm,高差不夠,對塊狀物咬合力不足,經過長期生產運行觀察,當生產不順產生大塊時,不能被齒輥和固定梁卡緊繼而擠破,下料不暢,大塊滯留爐內時間延長,造成齒輥上部“棚料”和下部“空倉”現象,進而燒壞齒輥密封,齒輥變形漏水,壽命縮短。
3 改造方案及實施
通過對豎爐爐體關鍵部位出現的問題進行原因分析和技術研討,采取了針對性的技術改造和優化措施。
3.1 導風墻補漏
最初使用標磚對孔洞進行修復,標磚與導風墻磚的結合效果不好,只能維持一個月。經過研究,使用加工的導風墻磚進行修復。根據導風墻上孔洞不同位置、形狀及大小,對不同型號導風墻磚進行切割、加工成型,用高爐耐火泥進行砌筑填充,孔洞下方使用大塊磚,中上部使用小塊轉,利用其上下、左右凹凸榫槽相配合,孔洞邊緣使用楔形磚楔牢,因為其寬度相近,凹凸榫槽配合效果良好,孔洞部位再未發生掉磚、孔洞現象。
3.2 爐墻噴補
對豎爐冷風口凹坑部位使用高鋁噴補料進行高壓噴補。噴補程序是:第一步,待爐內溫度冷卻到能進行施工時,在爐內搭架子,在爐墻凹坑部位釘錨固釘(間距150 mm,高100 mm);第二步,淋濕噴補表面;第三步,將高鋁噴補料充分攪拌均勻,以5 MPa壓力將高鋁噴補料強噴至凹坑表面,至恢復原有平面,并略有突出;第四步,噴補表面整理,對明顯突出部分進行均勻力度的削平,使表面盡可能平整以保證下料順利;第五步,點燃廢舊木材,中低溫烘烤24 h。經過一年使用的情況看,工作面完好,噴補效果達到預期目標。
3.3 優化分配室頂部冷卻水箱結構形式
為降低分配室頂部溫度,在兩個分配室頂各安裝一個7000 mm×6000 mm×300 mm的水箱,通循環水進行冷卻,低位進高位出。出水帶走了分配室頂部的大量顯熱,保證了分配室頂部結構穩定。生產高鎂球團礦后,為提高冷卻效果,對水箱結構進行了優化。原來的獨立水箱置于分配室頂部,冷卻效果有限,經過論證改造為冷卻水箱與分配室頂結合為一體,即水箱底部鋼板和分配室頂部鋼板共用同一塊鋼板,進出水溫差由原來的2℃提高到5℃,循環水帶走顯熱增加,冷卻效果改善。
3.4 優化齒輥系統結構
優化調整齒輥卸料系統齒輥與固定梁的高差。利用檢修機會,將固定梁高度降低60 mm,使齒輥與固定梁的高差提高到120 mm,對爐內塊狀物的咬合力增加,保證了爐內大塊的破碎效果,下料順行,促進了齒輥卸料系統的穩定順行。
4 實施效果
針對影響豎爐壽命的種種問題,通過實施以上系列措施,取得了以下效果:
1)導風墻補漏使導風墻壽命延長一年零兩個月,達到兩年零兩個月,創造了一代導風墻最長壽命。
2)爐墻噴補使豎爐延長壽命一年,節約了豎爐大修時間及費用。
3)冷卻水箱解決了分配室頂部跑火、跑風及燒紅等問題,延長了分配室頂部爐墻的壽命。
4)優化調整齒輥卸料系統齒輥與固定梁的高差,提高了對爐內塊狀物的咬合力,延長了齒輥系統的壽命。
5 結語
永通鑄管公司球團車間延長豎爐壽命工藝技術改造項目實施后,滿足了煉鐵技術進步及降本增效的要求,進一步提高了球團礦抗壓強度、含粉率、冶金性能等指標,有效的延長了豎爐壽命,促進了豎爐生產的順行,節能降耗效果明顯,每年可創生產效益180余萬元。
[1]周國凡,揚福.添加MgO對球團礦成球性能及強度的影響,鋼鐵研究,2009,37(2):10 -12.
MEASURES AND PRACTICE FOR EXTENDING SHAFT FURNACE LIFE
Zheng Hua Pang Qiulin Wei Li Zhao Yongliang
(Yongtong Ductile Cast Iron Pipe Co.,Ltd.Angang Group)
It analyses the influencing factors of No.3 shaft furnace life in Yongtong Company,Anyang Group and solves some problems including refactory material loss at cold-air inlet,flame hole and wind-guid wall by means of filling up hole to air- guiding wall,shaft furnace wall spraying and water tank cooling etc technologies as well as flame and blast meandering and shell burning red from deformation of the top of distribution room.
shaft furnace life filling up hole to air-guiding wall shaft furnace wall spraying
*聯系人:龐秋林,高級工程師,河南.安陽(455133),安鋼集團永通球墨鑄鐵管有限責任公司;
2011—6—21
猜你喜歡
天水行政學院學報(2022年4期)2022-11-18 09:02:36
艦船科學技術(2022年13期)2022-08-11 09:30:02
鐵道通信信號(2020年9期)2020-02-06 09:15:22
漢語世界(The World of Chinese)(2019年3期)2019-07-01 02:37:48
數學大王·趣味邏輯(2019年5期)2019-06-13 20:27:43
小學科學(學生版)(2019年5期)2019-05-21 01:00:18
中學生數理化·中考版(2018年10期)2018-12-07 00:44:52
經濟技術協作信息(2018年30期)2018-11-22 06:20:24
中央社會主義學院學報(2017年1期)2017-04-16 05:34:07
中國衛生(2014年12期)2014-11-12 13:12:40
