HRB500高強帶肋鋼筋研發與實踐*
2012-12-07 05:29:18范銀平田曉霞
河南冶金 2012年5期
李 璟 范銀平 田曉霞
(安陽鋼鐵集團有限責任公司)
HRB500高強帶肋鋼筋研發與實踐*
李 璟 范銀平 田曉霞
(安陽鋼鐵集團有限責任公司)
介紹了安鋼HRB500熱軋帶肋鋼筋的生產工藝流程、工藝特點及采用微合金化工藝技術進行HRB500熱軋帶肋鋼筋的研發實踐。生產實踐表明:根據生產線裝備條件,采用VN微合金化技術,其生產的HRB500帶肋鋼筋均能滿足國標技術要求,且性能穩定可靠。
HRB500 熱軋帶肋鋼筋 力學性能
0 前言
目前,我國處于工業化和城鎮化快速發展時期,建筑業發展十分迅猛。由于我國的建筑設施仍然是以鋼筋混凝土為主要材料,所以多年來鋼筋和線材一直在建筑用鋼中消費量最大。2011年我國鋼筋產量達 1.5億 t,其中 HRB335約占 60%左右,HRB400占不到40%左右,HRB500僅有少量應用[1]。
在美國、加拿大、韓國、伊朗、日本等國家,400 MPa級鋼筋的用量已達到70%以上,500 MPa級鋼筋的用量也達到25%;德國、法國、英國等國家,500 MPa級鋼筋的比例已達到70%以上,隨著也進技術的進步和開發水平的提高,高強度熱軋帶肋鋼筋成為鋼鐵材料的發展方向。
采用500 MPa級鋼筋代替目前使用的HRB335和HRB400級鋼筋,可明顯減少鋼筋用量(分別達到40%和16.7%),也可顯著改善目前框架結構中梁、柱節點和框架柱中鋼筋擁擠的現象,提高工程質量,可取得較好的社會經濟效益。2011年我國新的《混凝土結構設計規范》也已正式將HRB500級鋼筋納入并實施。
從20世紀90年代開始安鋼集團一直致力于高強鋼筋的研究,2009年在HRB400鋼筋研究的基礎上對HRB500高強鋼筋進行了研制開發,目前已進入批量生產階段。
1 鋼筋的研制
1.1 技術特點
按照 GB1499.2 -2007 給定的技術要求[2],HRB500鋼筋 C、Si、Mn等成分和 HRB335鋼筋、HRB400鋼筋基本相同(見表1),Ceq比HRB400鋼筋只提高0.01%,而屈服強度比HRB400鋼筋提高了100 MPa,抗拉強度提高60 MPa(見表2),同時要求鋼筋應以熱軋態交貨。目前,提高鋼筋強度的方法有兩種,一種是利用余熱處理工藝,一種是采用微合金化工藝。由于國標對高強鋼筋的技術要求,只有采用微合金化工藝。由于HRB500鋼筋強度指標提高后,仍要保持良好的塑性,承受180°彎曲試驗,產品達標有一定的難度,因此既要保證產品各項技術指標符合標準要求,又要保證成本不會大幅度增加,是研制開發HRB500鋼筋的技術難點。
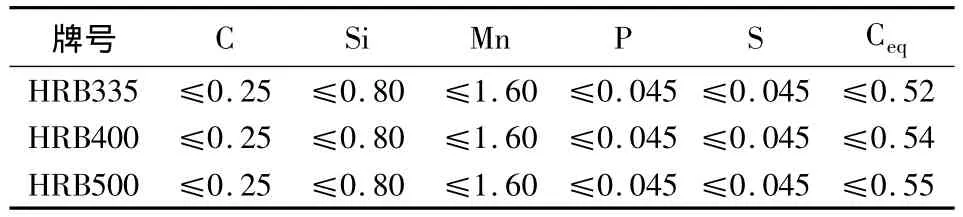
表1 國標化學成分 w%
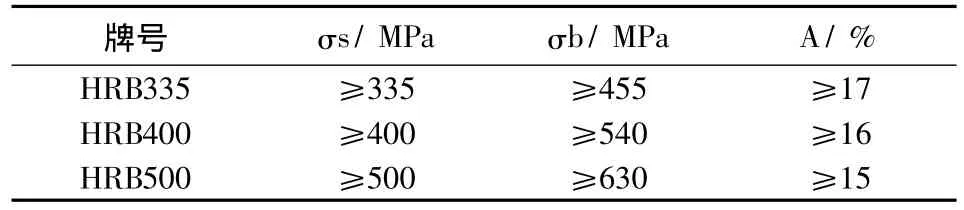
表2 力學性能
1.2 成分設計
在低合金鋼中添加的微合金元素主要有釩、鈮、鈦等,通過其形成的碳氮化合物產生晶粒細化和沉淀強化作用,可大大提高鋼的強度,并獲得良好的塑韌性,諸元素中以釩的微合金化效果比較顯著。理由一,與鈦相比,釩與氧的親和力更小,回收率更高;理由二,與鈮相比,釩比較容易固溶到鋼中,又易于形成釩的碳氮化臺物;理由三,含釩鋼對軋制工藝參數控制沒有含鈮鋼要求那么嚴格,對軋制溫度范圍要求并不十分嚴格,可參照HRB400鋼筋的軋制工藝,適當調整相關參數就可達到500 MPa強度等級,因此,研制HRB500鋼筋時,選擇釩為添加的微合金強化元素。
2 試制生產工藝確定
2.1 工藝流程
HRB500高強鋼筋的生產工藝包括冶煉、連鑄和軋制工藝,采用優質鐵水和廢鋼為原料,經轉爐冶煉成優質鋼水,由高效方坯連鑄機澆鑄成方坯,方坯直接送軋鋼廠軋制。具體工藝流程如下:
35 t轉爐→120 mm×120 mm連鑄小方坯→加熱→Φ450 mm×3粗軋機→Φ350 mm×4一中軋→1#切頭飛剪→Φ350 mm×4二中軋→Φ260 mm×4精軋機組→步進式冷床冷卻→冷剪收集、打捆→檢驗、入庫。
2.2 微合金化技術應用
傳統的Fe-V微合金化技術是在低合金鋼中單純添加釩元素,而近年來新興的VN微合金化新技術的發展與應用,使鋼中殘余氮成為釩鋼的“補品”。大量的研究結果表明[3],氮是含釩微合金鋼中一個十分有效的合金元素,鋼中增氮(一般轉爐鋼中殘余氮含量在60 ×10-6以下,而VN微臺金鋼中的氮含量在130×10-6左右),促進了釩的析出且使鋼中幾乎不存在自由氮,氮以化合物形式存在于鋼中,加強了釩的沉淀強化和細化晶粒的作用,并充分利用廉價而豐富的氮資源,在保證一定強度水平下,可節約金屬釩,進一步降低鋼的冶煉生產成本。
2.3 生產工藝操作要點制定
生產工藝包括冶煉、連鑄和軋制工藝。生產工藝操作要點的制定主要從提高鋼的純凈度、鋼的成分均勻性和鋼筋性能均勻性的角度考慮,使鋼筋在提高強度的同時,具有良好均勻的塑性。
3 試制結果分析
3.1 化學成分驗證
HRB500高強鋼筋生產后,對各冶煉爐號的成品鋼筋均作了化學成分驗證分析(見表3),從成分驗證情況來看,均在國家標準GBl499.2-2007規定范圍內。

表3 HRB500試驗鋼化學成分w%
鋼筋的可焊性取決于材料中碳及各種合金元素錳、鉻、釩、鉬、銅、鎳的含量,常以碳當量表達:碳當量Ceq=C+1/6Mn+1/5(Cr+V+Mo)+1/15(Cu+Ni)。碳當量較高時,鋼筋強度提高但可焊性降低。一般認為碳當量超過0.55%時鋼筋難以焊接,為保證HRB500鋼筋的可焊性,在生產中對C及Ceq作了內控規定,以確保鋼筋強度要求的同時還要確保鋼筋的可焊性。
3.2 力學性能
生產的HRB500高強鋼筋的力學性能檢驗見表4。其屈服強度、抗拉強度、延伸率、冷彎及反彎等力學性能指標均符合GBl499.2-2007標準規定,而強屈比在1.21~1.28之間,即個別爐次還有未達到一級抗震性能的要求。

表4 HRB500試驗鋼力學性能
強屈比是衡量鋼筋使用性能的重要指標[4]。在現代混凝土建筑結構設計中,為了建筑結構抗震的需要,要求鋼笳的強屈比≥1.25,同時在確保建筑結構構件具有潛在承載能力的前提下,又要求σs(實際)/σs(標準)的比值≤1.30。以實現“強剪弱彎”、“強柱弱粱”的一級抗震設計要求。因此穩定提高強屈比,以達到一級抗震要求是今后HRB500開發研究的方向。
3.3 顯微組織
對HRB500成品鋼筋取樣作金相組織、晶粒度檢測。結果表明組織為F+P(鐵素體+珠光體),晶粒度在(9~10)級之間, HRB500高強鋼筋Φ22 mm規格金相組織照片如圖1所示。
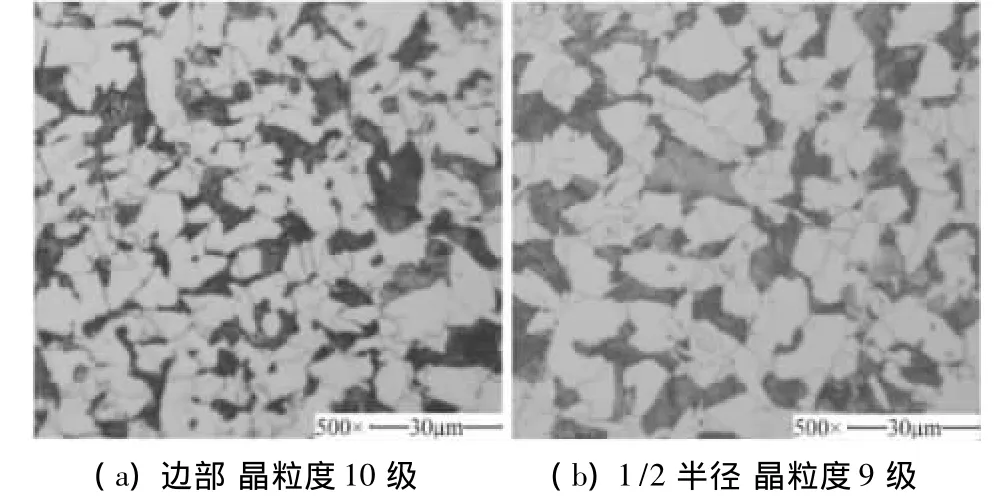
圖1 HRB500高強鋼筋顯微組織
4 結論
1)HRB500鋼筋的化學成分設計合理,選擇用V微合金元素作為成分強化元素,試制工藝制定合理可行,并通過強化工藝紀律,嚴格控制工藝參數,保證了鋼筋性能穩定,使鋼筋在提高強度的同時,具有良好的綜合性能。
2)HRB500鋼筋的力學性能優良,屈服強度為540 MPa~635 MPa,抗拉強度為 670 MPa~755 MPa,伸長率為21%~29%,均能達到國標GB1499.2-2007中的技術要求。同時由于碳當量的合理控制,有利于鋼筋連接方式的多樣化,可同時滿足采用不同連接技術的建筑施工需要。
3)HRB500鋼筋的試制開發,不僅提高公司鋼筋的產品檔次和技術含量,增加產品附加值,同時符合當前建筑鋼筋的發展趨勢,具有良好的市場前景。
[1]王學忠,劉佩明,穆國棟,路清祥,侯可強.HRB500鋼筋的研制與生產分析.山東冶金,2005,27(3):20 -22.
[2]王麗敏.鋼鐵混凝土用熱軋帶肋鋼筋新標準修訂的主要內容.冶金標準化與質量,1999(3):18-23.
[3]崔培耀,俞敏,徐軍.HRB500鋼筋的試制開發.中國冶金,2003(11):30-33.
[4]袁敏,喬湘麗,張銀生.HRB500E抗震鋼筋研制.現代冶金,2010(3):20-22.
RESEARCHING AND PRACTICING OF HRB500 HIGH STRENGTH RIBBED BARS
Li Jing Fan Yinping Tian Xiaoxia
(Anyang Iron and Steel Group Co.,Ltd)
The paper mainly introduces the process flow and characteristics of HRB500 hot rolled ribbed steel bar in Anyang Steel as well as its R&D practice when the microalloying process,grain fining technology and rapid cooling technology after rolling are respectively carried out.The show that:The HRB500 hot rolled ribbed steel bar practices are respectively carried out by VN microalloying process.The property can meet the requirements and quality is stable of this plate.
HRB500 high strength ribbed steel bar mechanical property
*聯系人:范銀平,高級工程師,河南.安陽(455004),安陽鋼鐵集團有限責任公司技術中心;
2012—8—16
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
中國塑料(2015年12期)2015-10-16 00:57:14
焊接(2015年9期)2015-07-18 11:03:53
石油化工應用(2014年8期)2014-03-11 17:40:03