白灰回轉窯噴煤自動化系統改造
2012-12-08 06:37:42郝莉李澤光靳誼李翠玲
河南冶金 2012年2期
郝莉 李澤光 靳誼 李翠玲
(安陽鋼鐵股份有限公司)
白灰回轉窯噴煤自動化系統改造
郝莉 李澤光 靳誼 李翠玲
(安陽鋼鐵股份有限公司)
針對白灰回轉窯原有噴煤自動化控制系統存在的問題進行分析,提出了改造方案。通過改造,完善了系統
的聯鎖保護,大大降低了事故率,滿足了生產的要求,取得了較好的經濟效益。
噴煤 自動化系統 聯鎖
0 前言
安鋼冶金爐料公司現有二條白灰回轉窯生產線,其原有噴煤系統自動化程度低,安全生產無法保障,導致了嚴重的設備事故的頻繁發生,一度成了制約白灰產量的最大難題。為了從根本上解決難題,對其噴煤的自動化控制系統進行改造,實現安全生產聯鎖,取得了良好的控制效果。
1 原有系統運行狀況
回轉窯原有噴煤自動化控制系統采用SIEMENS的S7-300 CPU315-2DP作為主站,工業過程監控上位機采用西門子組態軟件WinCC 6.0,配置SIEMENS標準以太網模塊CP343-1,利用工業以太網基本網絡架構,采用標準TCP/IP協議與控制管理層操作員站及工程師站進行通訊。同時,采用PROFIBUS DP通訊標準與現場I/O站ET200M進行通訊。控制系統分為熱風爐、制粉、噴吹三個互為獨立的控制系統,系統之間缺乏必要聯鎖保護,在安全生產上存在隱患。其基本功能如圖1所示。

圖1 系統基本功能框圖
1.1 熱風爐系統
該系統配置一臺SIEMENS的S7-200 CPU214作為熱風爐獨立系統。現場操作圓盤進行數據的設定及調整,與噴吹及制粉系統沒有設立通信接口,無法進行中控。出現滅火或溫度過高過低現象時,只能由操作工現場重新點火或在操作圓盤進行操作,降低了生產效率,由于與噴吹系統無安全連鎖,造成故障時無法正常停車而引起的火災及爆炸。
1.2 制粉系統
制粉系統的稀油潤滑站為電器繼電器回路控制,其油泵只是與油溫、油位、油壓采用繼電器聯鎖,重要參數沒有進入中控與磨煤機進行必要的聯鎖控制,潤滑油溫過高而導致減速箱損壞。
1.3 噴吹系統
噴吹系統的主要設備已經進入了中控進行遠程集中操作,但其重要設備的電流、轉速只是在儀表上顯示,無法實時的分析重要設備的工作狀況。
在噴煤系統中尤為重要的是安全生產,由于煤粉易燃易爆,CO和氧氣的濃度需要控制在一定的范圍內,及時有效地補充氮氣是是頗有良效的方法,該系統采用手動閥門充氮,經常造成煤粉倉由于氧氣、CO濃度過高引起的煤粉燃燒。
根據以上分析,系統存在的問題主要是安全生產隱患,應從提高生產的自動化程度入手,增加重要生產設備之間的連鎖,打造自動化安全生產平臺。
2 改造方案及實施
基于安全生產的目的,利用系統的基本網絡架構——以太網及PROFIBUS-DP網,與熱風爐系統及制粉系統建立聯系,并引入中控,最終實現安全生產連鎖。通過對原系統存在的問題進行分析,提出了改造方案及具體實施如下:
2.1 建立自動充氮模式,提高安全操作系數
在噴煤的重要關鍵部位安裝電動控制閥門,將其開、關信號線引入中控PLC,分配四個電動控制閥門的輸入輸出地址,在STEP7的控制程序中,建立電動控制閥門自定義功能塊FB201,對電動控制閥門的自動、手動控制進行編程,將閥門的自動控制與一氧化炭和氧氣分析儀的數據進行連鎖,建立一氧化碳和氮氣的報警濃度設定值變量CO_HHSETUP及O2_HHSETUP,并在WINCC6.0監控畫面上建立輸入窗口,根據工藝需求設定一氧化碳及氫氣的安全閥值,自動進行充氮,從根本上杜絕了煤粉燃燒爆炸事故的產生。
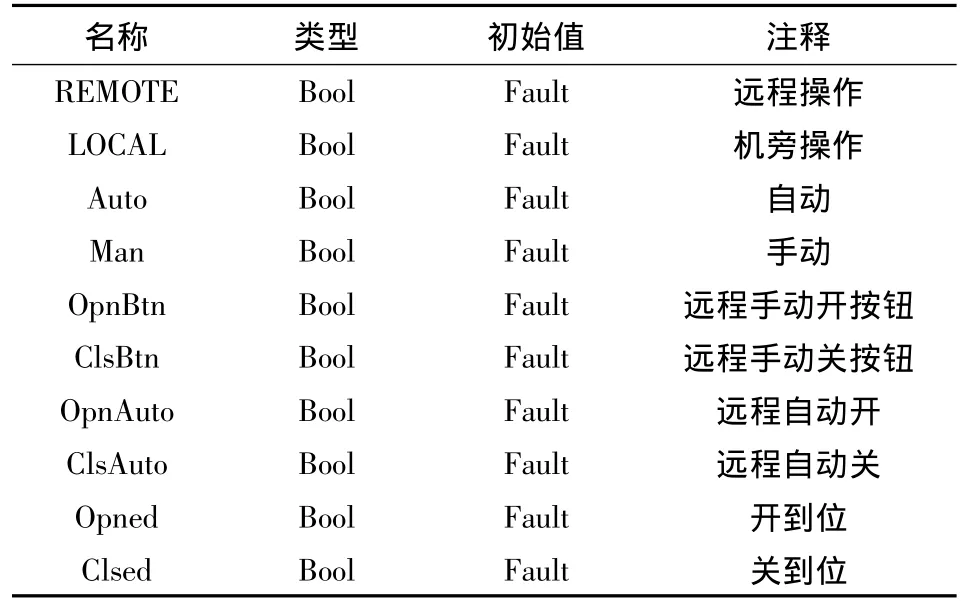
表1 電動控制閥門的自定義功能塊變量分配
2.2 搭建熱風爐與中控以太網通訊,集中調節風溫
利用中控站的以太網結構,在熱風爐新增CP243-1模板,建立S7200與S7300客戶與服務器通信機制,分配IP地址,在STEP7編程軟件中配置熱風爐S7200的PLC站點為通信的客戶端(CLIENT),分配V數據利用系統功能塊ETH0_CTRL及ETH0_XFR,將熱風爐的重要參數:熱風爐溫度、入口風溫的PID控制及熱風爐點火狀態通訊至中控;配置中控S7300的PLC站點為通信的服務器端(SERVER),讀取熱風爐S7200的客戶端的通訊數據,根據所傳數據的狀態遠程控制熱風爐的點火及升、降溫,使熱風爐操作變得簡便有效,大大降低了勞動強度,提高了熱風爐的燃燒熱值及熱風爐的生產安全性。
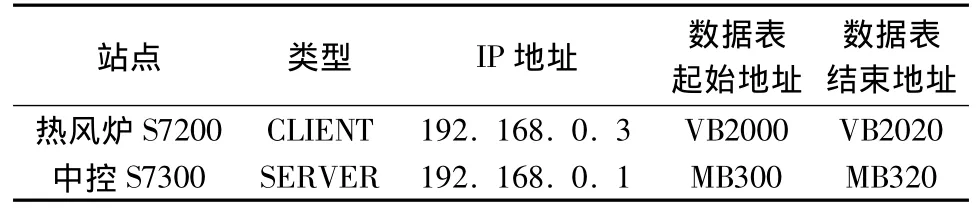
表2 熱風爐與中控PLC的CLIENT/SERVER通訊參數
2.3 設立稀油潤滑站分站,實現中控
增加稀油站ET200M分站,利用PROFIBUSDP網絡與中控S7300的PLC站點建立通訊。把稀油潤滑站的兩個油泵控制從機旁手動的繼電器控制模式改為遠程/就地PLC控制模式,將其控制信號引入中控PLC。在STEP7中,建立油泵自定義控制功能塊FB202,設立油泵A、B泵自動啟泵、按時間、油位、油壓自動切換泵組。增加減速機軸溫檢測,與稀油站的油溫、油壓、油位與磨煤機的運行進行連鎖控制。大大提高了核心設備磨煤機的運行安全。
2.4 構建重要設備參數實時監控,完善監控系統
從現場投用的情況著手,對系統的重要參數重新進行了重新定位,建立了重要設備實時監控系統。將磨煤機、羅茨風機、引風機的電流、轉速、故障信號引入了中控,在監控畫面內設定報警值,增加了聲光報警及歷史數據記錄,便于維修人員查找故障,提高了處理故障的效率。將密封皮帶機的轉速、熱風電動閥門、冷風電動閥門及引風機的電動閥門的控制由手動控制引入中控PLC,采用PID控制,根據煤量設定自動調節密封皮帶機的轉速,根據熱風溫度設定自動調節熱風電動閥門及冷風電動閥門的開度及引風機的電動閥門的開度,改變了以往的手動調節轉速及閥門開度的方式,提高了控制精確度,從根本上杜絕了磨煤機堵煤及熱風溫度變化頻率快的疑難問題。改造后的網絡如圖2所示。
3 改造后效果
通過對白灰回轉窯噴煤自動化系統改造后,控制系統穩定,設備運行狀態良好,大大減少了工藝設備的檢修時間,其備品備件消耗也相應地降低。
1)控制系統引入自動調節控制新理念,從根本上解決了噴煤系統落后的操作模式,實現了集中、實時、遠程、自動控制一氧化碳和氧氣的含量,節省了氮氣的用量,從而達到了降本增效。
2)利用自動控制系統的PID功能實現了煤量與風量的閉環調節,控制煤量的平穩輸送及風溫的高低調節,減少了堵煤事故與滅火事故的產生,有效地提高了設備的利用率。
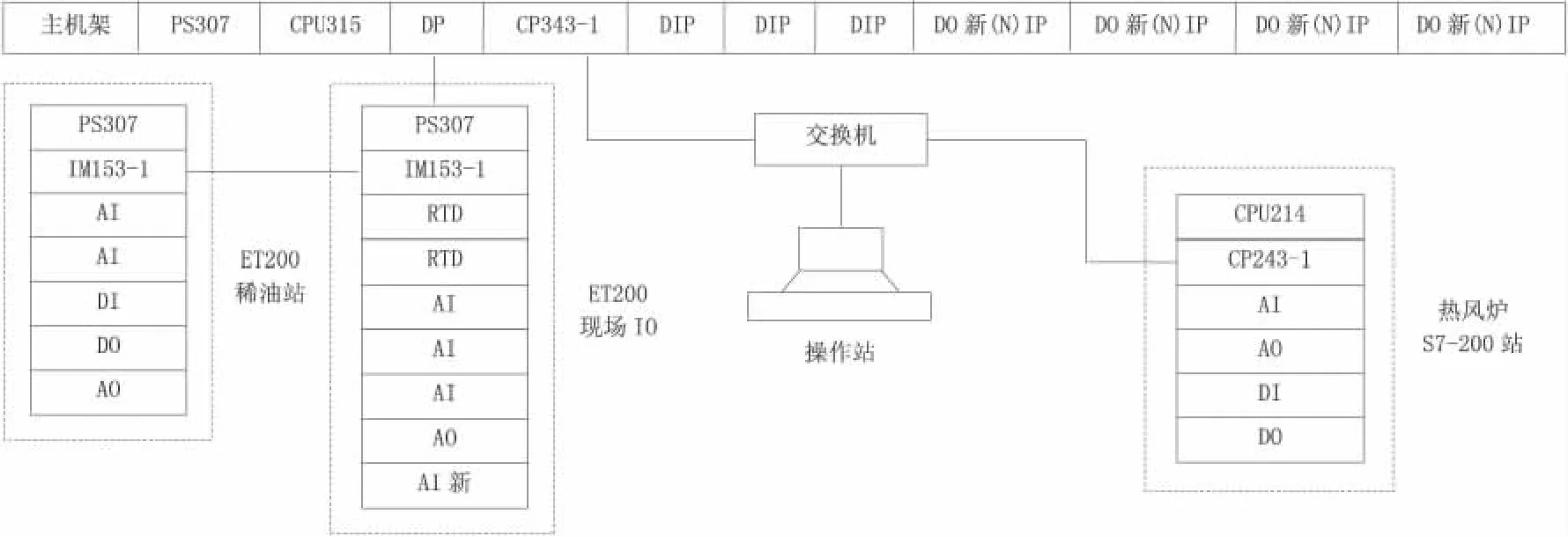
圖2 網絡示意圖
3)通過系統網絡的改造,增強了系統的擴容性,為實現噴煤量的持續穩定性提供了可靠的硬件基礎,減少了因設備通訊問題引起的回轉窯粘圈問題,使噴煤與回轉窯兩個獨立的系統具有了統一可操作性,減少了人力資源的浪費。
4)在系統中實現了與PLC有關聯的現場設備的自動連鎖及部分閉環控制和所有設備開停狀態、主要設備的運行時間、故障信息、報警記錄查詢、事故開關動作的具體點位查詢、主要工藝檢測數據歷史查詢、工藝參數的采集等功能,控制系統可靠快速,運行穩定,能夠保證生產的順利高效運行,并能與其他系統聯網,實行各種信息資源共享、能源管理的高層管理、且備品備件通用性強,保證設備的正常后續維護。
[1] 陳在平,趙相賓.可編程序控制器技術與應用系統設計[M].北京:機械工業出版社,2002:54-85.
[2] 崔堅.西門子工業網絡通訊指南(上冊).北京:機械工業出版社,2005:50 -82.
[3] 崔堅.西門子工業網絡通訊指南(下冊).北京:機械工業出版社,2005:31 -64.、
RENOVATION ON COAL INJECTION AUTOMATION CONTROL SYSTEM IN ROTARY LIME-KILN
Hao Li Li Zeguang Jin Yi Li Cuiling
(Anyang Iron and Steel Stock Co.,Ltd)
This paper analyzed the existing problems about coal injection automation control system of rotary limekiln,and proposed the renovation scheme.It improved the interlock protection system,decreased the fault rate,fulfilled the production demand and achieved a better economic efficiency after renovating.
coal injection automation control system interlock
*
2011—2—26
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
流程工業(2022年3期)2022-06-23 09:41:08
煤氣與熱力(2021年3期)2021-06-09 06:16:18
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2018年11期)2018-08-04 03:26:08
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
中學科技(2014年11期)2014-12-25 07:38:53
