船用物聯網式智能型防觸電節能焊機
2012-12-18 09:03:00左敬民李心寧
中國修船 2012年6期
關鍵詞:信號
左敬民,李心寧
(1.天津修船技術研究所,天津 300456;2.天津新港船舶重工有限責任公司,天津 300456)
1 防觸電節能焊機的研制
船用物聯網式智能型防觸電節能焊機,其核心技術是:用一根簡易的指環信號線,將電焊工身體任意部位觸電時的微弱電感應信號同步、準確地提取出來,并迅速驅動專門定制的漏電保護器斷電。
船上焊接作業時,電焊工工作現場及周邊電磁環境非常復雜,比如:①各種船用設備工作時工頻及高頻電磁場的干擾;②船廠供船用的大功率變頻電站的廣譜高強電磁泄漏;③吊車工作時滑環處的電磁干擾;④塔式變頻吊車的使用。這些對焊工觸電信號的提取和處理都會產生影響。尤其是大量焊工大面積換板焊接作業時,電磁干擾就顯得更為強烈。
針對以上不同干擾源的性質和特點分別采用了多種抑制和剔除措施。為抑制干擾源,核心電路板采用了4層板設計方案,電路采用多種接地方案和多重屏蔽措施。為了適應船塢中高壓水、噴砂等作業環境的多鹽、高濕、多金屬粉塵的特點,加工制造時,還對信號采集、處理、驅動輸出的核心電路裝置采用了集成電路及電腦芯片用的封裝技術進行封裝,對外只留下插接件接口。圖1為防觸電節能焊機主要結構模塊的原理框圖。

圖1 防觸電節能焊機的原理框圖
為了使用方便,并保證指環線信號傳輸可靠,智能型防觸電節能焊機系統研制成功后,在大量裝備時,對焊接用的電纜做了專門的定制,定制的電纜與指環信號線是合為一體的電纜。
人體觸電時,電流從零增至致命電流是很短的過程。該防觸電裝置在人體觸電初期,通過人體的電流還處于微安 (μA)級階段時,就使驅動裝置迅速動作,切斷電源,這就最大限度地起到了保護作用。實踐應用證明,該裝置在人體觸電時電壓僅為4~5 V時即可切斷電源,保證焊工安全。
為了保證防觸電設備工作的可靠性,各焊機都配有觸電模擬試驗按鈕,每次作業前都必須做模擬斷電試驗。
電焊機空載耗電一般為2~3 kW,多數情況下,焊接作業時間很短,若忘記拉閘或下班、下船時再拉閘,勢必造成很大的電能浪費。何況船廠的焊機數量很多,修、造船時需局部少量焊接的部位很多,空載時間相對較長,空載耗電量很大,因而對電焊機實行節能管理,可達到降本增效的目的。
為了節能而又不影響焊接質量,同時還能防止空載電焊機漏電傷人,電焊機設計了智能延時斷電式節能裝置,并與防觸電裝置整合在一起。該裝置驅動的時間繼電器延時時間可在1 h內自由設置,焊接時每接到焊接信號,重新開始計時,超過了設定時間電焊機不工作,時間繼電器的常開觸點閉合,驅動漏電保護器斷電。既保證了節電,又防止了萬一電焊機漏電,傷及人身。
經過幾年來的實際應用,該保護裝置靈敏可靠,帶上指環線,只要觸電,在人體毫無察覺的情況下會100%地迅速切斷電源。圖2為采用2輸入端與非門數字集成電路制作的節能延時電路。
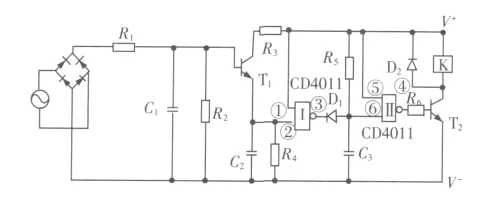
圖2 節能裝置原理圖
圖2中,與非門Ⅰ的①和與非門Ⅱ的⑤腳平時均為高電平“1”,無焊接信號時,門Ⅰ的②腳為低電平,所以門Ⅰ的輸出端③腳為高電平。而門Ⅱ的另一輸入端即⑥腳由于在穩態時C3已充好電,所以也為高電平“1”。因此門Ⅱ輸出端④腳為低電平“0”狀態,三極管T2截止,繼電器K無動作。當焊接時,互感器的感應電流經橋式整流后,經R1向C1充電,再經T1放大后,使門Ⅰ輸入端②腳由原來的低電平變為高電平“1”狀態,輸出變為低電平“0”狀態,二極管D1導通,C3就通過D1放電。這時門Ⅱ的另一輸入端⑥腳也變為低電平“0”狀態,輸出端④腳就變為高電平“1”狀態。該高電平經R6使T2導通,繼電器K得電動作,其常閉動觸點打開,切斷延時繼電器的電源。焊接停止后,門Ⅰ輸出變為高電平“1”,D1截止,C3又經R5充電,大約經過30~50 s時間 (決定于R5與C3的充電時間常數),C3電平上升到一定值時,門Ⅱ輸出變為低電平“0”,T2截止,繼電器K常閉觸點閉合,延時繼電器得電復位重新開始計時。
嵌套在時間繼電器長延時內的大約30~50 s的附加延時,是為了在頻繁焊接的起弧階段減少繼電器K及時間繼電器的動作次數,增加壽命。
2 指環線工作是否可靠的智能檢測
隨著防觸電節能焊機的大規模使用,也發現了一些問題,一是作業人員嫌麻煩,時有不帶指環線的現象發生。二是萬一指環線出現斷路、與地短路等不能正確傳輸觸電信號的故障時,防觸電功能也會喪失。針對這2種情況,研發了作業人員是否佩戴指環線及指環線是否好用的智能檢測系統。并且信號的施加和反饋還是通過那根指環線,絲毫未增加作業者的麻煩。這一核心技術的開發難度更大,表現在以下幾個方面。
1)信號的檢測,絲毫不能影響指環線對人觸電信號的傳輸。
2)信號的發出和檢測達到了納安 (nA)(高級半導體器件反向漏電流大小)級,也就是說半導體的本底噪聲即有可能蓋過有用的信號。
3)周邊電磁場對納安 (nA)級電信號比對微安 (μA)級電信號干擾更大,更不易剔除。
4)在環境及工作溫度變化時,半導體器件工作點都會發生漂移,總漂移是各種不同器件漂移的非線性疊加。
對于如此微弱信號的處理,電路中器件的工作點穩定是至關重要的。由于電焊機是在-20~50℃的溫度范圍工作,故對信號處理電路的可靠性有著極大的考驗。
設計中使用了多種備選方案,并在-21℃含鹽冰水混合物保溫罐內創造低溫工作環境,將被測電路經絕緣處理后置于罐中測試,并用電吹風創造高溫環境,再把試驗電焊機置于電磁環境復雜的施工現場,經多次反復現場試驗、修改電路設計,該系統終于開發成功,滿足設計要求。
該電路板采用的是4層板設計方案,元器件選型采購和電路設計也采取了溫漂系數綜合控制的方案。
由于這項技術的發明成功,使得電焊機防觸電裝置的可靠性又有了一次質的飛躍。不戴指環線或指環線不能正常工作,電焊機投入工作馬上就會跳閘,同時系統對跳閘的原因也能用發光二極管給出正確的指示。焊接人員能根據信號提示判斷出跳閘的原因,改正自己焊接操作時的不良習慣或對某些操作環節加以注意,必要時可請維修人員維修,維修人員也可根據信號提示進行必要的檢測和維修。使診斷維修的智能化上了一個等級。
3 電焊機物聯網的開發
為可靠、低成本地解決不便自行合閘且通訊困難工位的快速合閘問題,開發了電焊機無線物聯網系統,每組電焊機都配有無線發射裝置,可將焊接作業人員用指環線對外屏蔽線短接來傳輸的需合閘信號 (國家無線電管理委員會特許的無需執照ISM頻段)發射出去 (當然,在保證漏電保護器斷電時間符合國家標準的前提下,也可制成電控合閘型,直接用指環線控制自行合閘),發聲、光信號也可。巡視或安檢人員持有無線接收裝置,接到信號后可迅速將需合閘的電焊機合閘。
在復雜電磁環境下為增強發射和接收的可靠性,無線發射、接收采用了FSK頻移鍵控調制和FHSS跳頻通訊技術,并開發了可靠的無線發射接收協議軟件和雙向無線收發裝置的握手協議。
在硬件層面,為防止干擾,增強射頻無線信號發射和接收的可靠性和靈敏度,電路板采用了多層板設計方案,采用了高可靠性的射頻電路發射、接收元器件。并且手持式接收裝置的全部設計均采用了電池驅動的極低功耗設計方案。
為了充分發揮無線物聯網的作用,針對組網中的每臺電焊機還專門開發了電焊機絕緣監測系統,實時監測電焊機絕緣情況,防止電焊機變壓器高壓端向低壓端漏電。一旦發現此情況或絕緣低至一定程度,電焊機無線裝置立即發出信號,手持無線接收裝置的人員及安全管理部門的相應人員即可馬上采取措施,防止安全事故的發生。
由于船體結構的屏蔽作用及無線發射與接收有死角,無線裝置的發射功率又必須符合國家無線電管理委員會特許的相關標準,不能太高,所以為使全廠各處都能接收到信號,還研發了用于無線信號轉發的微功率蜂窩式無線基站系統,并配合開發了相應的接收、轉發軟件,在廠里相關部位布點,轉發信號,構成真正意義上的物聯網。
實際使用時,3臺電焊機為一組,每組電焊機的絕緣故障和要求合閘信號分別由2個繼電器組成或門,閉合后驅動雙向無線發射裝置發出指令,巡視人員接到指令后,發出確認無線指令,得不到確認指令,電焊機每隔一段時間發一次指令,直至收到確認指令。從發射裝置的軟件流程框圖3也可看出,為防止發射裝置誤觸發,增加發射指令的可靠性,繼電器觸發后還加了后延時防抖程序。

圖3 電焊機無線發射軟件流程框圖
手持無線通訊裝置的巡視人員,接到焊機或基站轉發來的指令后,接收機的振鈴響并顯示是哪組焊機。待巡視人員按下確認按鈕后,振鈴聲消掉,并指令焊機不再自動觸發。液晶顯示屏上的顯示并不消失,待下一次焊機無線指令到來時,顯示屏得以更新。圖4為手持接收裝置的軟件流程框圖。

圖4 手持無線裝置軟件流程框圖
4 結束語
幾年來智能型防觸電節能焊機的大范圍使用,有效地限制了焊接違規操作,矯正了一些焊接作業人員的不良操作習慣,并使不小心觸電的焊接人員得到有效的保護。取得很好的防觸電和節能效果,使安全、節能生產達到一個新的、更高的水平。
可以期待和預見的是物聯網的引入,將會使安全生產和設備的實時動態管理具有新的、革命性的進步,對船廠生產和設備管理方式的改進產生深遠的影響。
猜你喜歡
鴨綠江(2021年35期)2021-04-19 12:24:18
考試與評價·高一版(2020年6期)2020-11-02 02:45:24
媽媽寶寶(2019年10期)2019-10-26 02:45:34
中國生殖健康(2019年3期)2019-02-01 06:12:26
鐵道通信信號(2018年11期)2019-01-19 01:15:08
電子制作(2018年11期)2018-08-04 03:25:42
鐵道通信信號(2018年2期)2018-04-18 12:18:10
鐵道通信信號(2016年11期)2016-06-01 12:11:32
鑿巖機械氣動工具(2016年3期)2016-03-01 04:00:25
中國病理生理雜志(2015年8期)2015-12-21 12:38:06
