TA2 鈦/Q345R 鋼釬焊用釬料研究
2012-12-23 06:25:48孫曉亮
鈦工業進展 2012年6期
馬 光,黃 亮,2,孫曉亮
(1. 西北有色金屬研究院,陜西 西安 710016)
(2. 東北大學材料與冶金學院,遼寧 沈陽 110004)
1 前 言
鈦及鈦合金具有高的比強度,優異的抗腐蝕性以及良好的加工性,廣泛應用于航空航天、醫療、冶金等領域,被譽為當代新崛起的第三金屬[1-3]。但價格昂貴已成為限制鈦及鈦合金應用推廣的首要問題。鈦及鈦合金與不銹鋼的復合材料同時具有鈦與鋼的特性,又能充分發揮這兩種材料在性能上與經濟上的優勢[4-5],在航空航天、國防及化學工業等領域有著廣闊的應用前景。但鈦鋼復合結構材料的使用首先需要解決鈦與鋼的焊接問題。因此,研究鈦及鈦合金與鋼的連接技術有著重要的實際意義和較高經濟效益[6-7]。
2 實 驗
實驗用母材為TA2 工業純鈦和Q345R 鋼,板厚都為3 mm。均由西安優耐特壓力容器制造有限公司提供。供實驗用的基體金屬切割成合適尺寸后均需做焊前清潔準備,鋼經機械清除表面氧化物、砂紙打磨后用無水乙醇擦凈;鈦經汽油去油、酸洗后亦用無水乙醇擦凈。
選擇合適的釬料是實現鈦-鋼釬焊的必要條件。由于鈦、鋼二者物化性能差異很大,給二者釬焊造成較大的困難。原則上,選用的釬料其流動溫度不應超過工業純鐵晶粒急劇長大和氧化的溫度(1 000~1 050 ℃),并分別與鈦和鋼有一定的溶解度,同時應盡可能避免與鈦和鋼形成脆性相或過分反應。根據筆者前期積累的研究成果,篩選了以下幾種釬料供實驗研究。
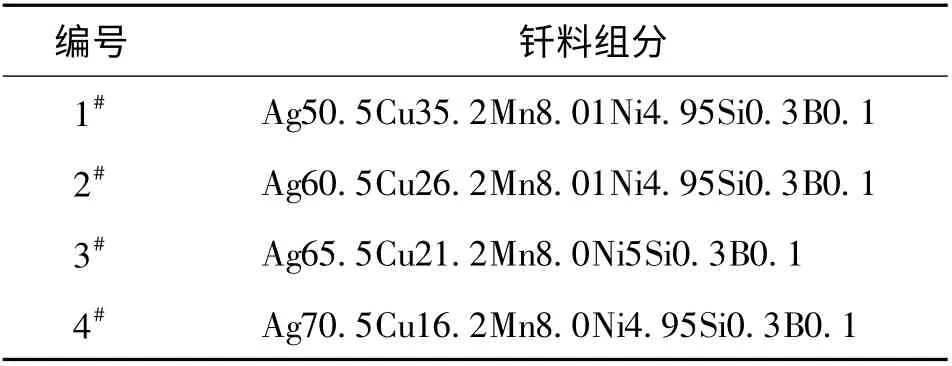
表1 實驗用4 種釬料的組分Table 1 Composition of brazing materials for experiments
采用厚度δ=3 mm 的Q345R 鋼和TA2 鈦進行搭接鎢極氬弧釬焊,保護氣體為99.99%的氬氣。保證焊接工況滿足JB/T 4745—2002 標準中施焊環境的要求。在焊接過程中,用合適的氬氣焊接保護罩保護焊縫區及熱影響區,防止焊接過程中鈦側的氧化。焊接時采用合適的焊接工藝參數,使得母材焊縫區域溫度在950 ~1 000 ℃。焊接形式如圖1 所示。在金相顯微鏡下觀察接頭處釬焊界面的擴散情況。采用顯微硬度測試儀測試釬焊接頭不同區域的顯微硬度,載荷為100 mN,保持時間為20 s。

圖1 釬焊焊接示意圖Fig.1 Sketch map of braze welding
3 結果與討論
3.1 焊接接頭顯微組織分析
對1#釬料焊接鈦/鋼的鋼側和鈦側界面及焊縫進行了金相分析,結果如圖2 所示。從圖2a 可以看出,鋼側的焊縫有微小的裂紋產生,這主要是由于釬料對Q345R 鋼的潤濕性不好導致的。同時,釬料中的Ni、Mn 合金元素與Fe 反應,使得釬料和Q345R 鋼之間生成一層很薄的界面層。從圖2b 可以看出,釬料與TA2 母材之間有明顯的裂紋,而且裂紋并不是局部的。雖然兩者之間有2 ~3 μm 的反應界面,但是釬料與TA2 母材的熔合性并不好,焊縫有開裂現象。這可能是因為在焊接過程中焊接線能量過大,以及焊接內應力使得焊縫在冷卻過程中產生裂紋。

圖2 1#釬料焊縫金相照片Fig.2 The welding line metallographs of brazing 1#
圖3 為2#釬料焊接鈦鋼的金相照片。從圖3a 中可以發現,釬料靠近焊縫區有明顯的裂紋產生,在鋼側并無明顯的反應界面,這可能是因為焊接線能量過低,導致釬料沒有與Q345R 鋼焊合。同時,可以觀察到焊縫區有裂紋產生,這是因為氣孔(裂紋中大塊黑色區域)導致焊縫的開裂。從圖3b 可以發現,靠近鈦側有明顯的裂紋,這可能是釬料與鈦側反應生成金屬間化合物,以及釬料本身與TA2 母材沒有完全熔合。此外,釬料與反應區也有裂紋產生,這主要是因為這個區域的雜質導致裂紋的生成。白色點為Ag 基化合物。
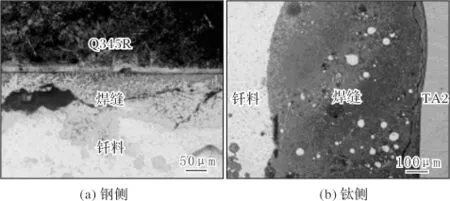
圖3 2#釬料焊縫金相照片Fig.3 The welding line metallographs of brazing 2#
圖4 為3#釬料焊接鈦鋼的金相照片。從圖4a 可知,釬料與Q345R 鋼有著明顯的反應界面,沒有宏觀裂紋產生且沒有發現晶粒粗大區域及碳化合物。從圖4b 可知,黑色區域為焊縫區,焊縫區的白色點為富Ag 區,靠近鈦側生成鋸齒狀界面,且該界面沒有裂紋產生,厚度為3 ~5 μm。總之,由圖4 可以發現,釬料與Q345R 鋼和TA2 鈦有著良好的潤濕性,并且與Q345R 鋼和TA2 鈦母材的反應界面均比較良好,無明顯的裂紋、晶粒粗大區域和富碳化合物區域。
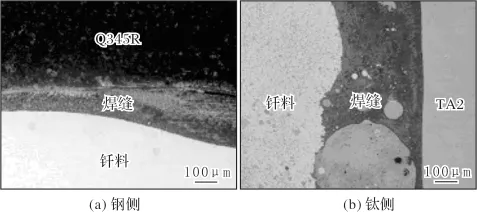
圖4 3#釬料焊縫金相照片Fig.4 The welding line metallographs of brazing 3#
圖5 為4#釬料焊接鈦鋼的金相照片。從圖5a 可知,焊縫有微觀裂紋產生,這是由于焊縫區域存在碳化物所致。而鋼側的反應界面也存在裂紋,并且釬料與鋼側沒有發生相互熔合。從圖5b 可以發現,鈦側焊縫中有裂紋產生,釬料與鈦側也沒有熔合。這可能是因為釬料中Cu 含量的降低使其與Ti 的反應降低,從而導致釬料對鈦側的焊接性降低。

圖5 4#釬料焊縫金相照片Fig.5 The welding line metallographs of brazing 4#
3.2 焊縫硬度分析
圖6 為1#~4#釬料焊接焊縫處鈦側和鋼側的顯微硬度。從圖知,1#釬料處的平均維氏硬度為2 500 MPa,靠近鈦側反應界面的硬度比靠近鋼側反應界面的硬度高,這主要是由于焊接過程中鈦側產生TiC所致,而鋼側由于C、B 等脆性化合物的生成導致界面硬度下降。2#釬料在焊縫處的硬度較1#釬料有所增加,但在鈦側反應界面卻下降,這是鈦側裂紋影響的結果,而鋼側焊縫的顯微硬度比Q345R 鋼高,主要是由于在鋼側生成C-Fe、Fe-B 等化合物,使得硬度上升。3#釬料焊縫硬度明顯高于TA2 母材和釬料,這是因為生成TiC 以及Ti 元素在焊接溫度為890 ℃以上時存在相轉變。其焊縫的維氏硬度為1 800 ~2 100 MPa,這是因為釬料擴散到Q345R 鋼使得強度增加。4#釬料焊接釬料側反應界面的硬度比TA2 側的硬度高,這是因為TA2 側富含Cu 元素,而釬料側為Fe-Cu 共晶物。鋼側的焊縫硬度從鋼側到釬料側是增加的,這是由于釬料擴散使得硬度呈遞增變化。
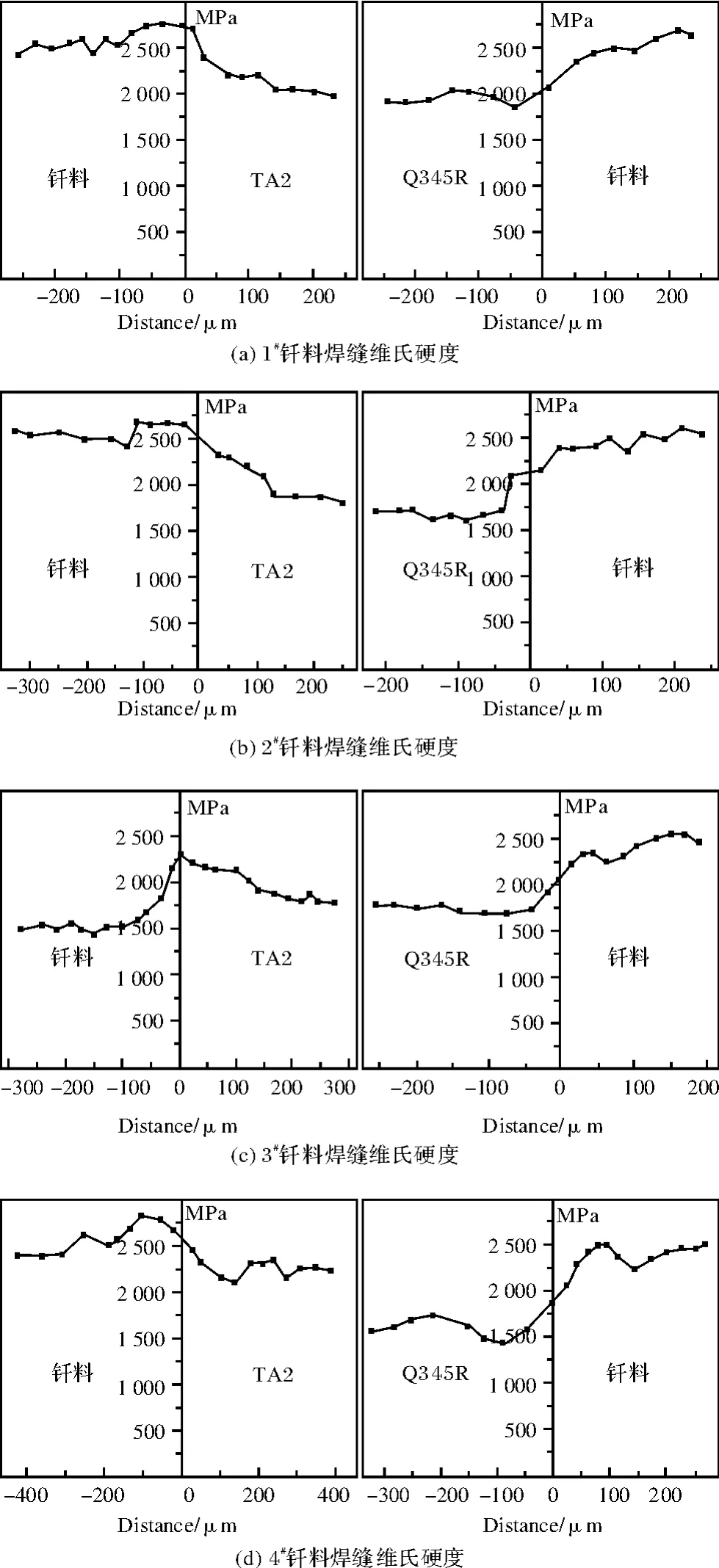
圖6 1# ~4#釬料焊縫顯微硬度Fig.6 Micro-Vickers hardness of brazing 1# to 4#
3.3 剪切強度
表2 為1#~4#焊接試樣力學性能檢測結果。由表2 可以看出,3#釬料焊接試樣的綜合力學性能明顯優于其他3 種釬料的。
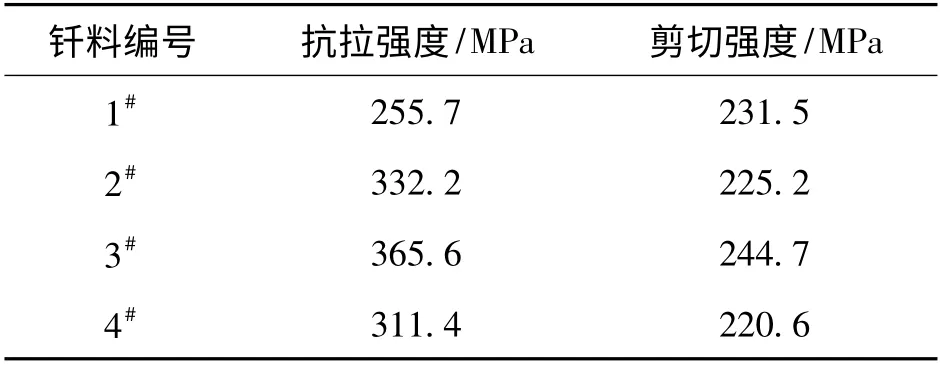
表2 不同釬料焊接試樣的力學性能Table 2 The mechanical properties of welded samples with different brazing materials
4 結 論
通過對采用1#~4#釬料對TA2 鈦與Q345R 鋼進行TIG 熔-釬焊后的焊接效果評價可以看出,3#釬料(Ag65.5Cu21.2Mn8.0Ni5Si0.3B0.1)是一種比較理想的純鈦與低合金鋼釬焊的釬料。選用3#釬料焊接的試件,無論是鋼側還是鈦側都無裂紋產生,也無碳化物以及其他脆性化合物生成,釬料與母材發生明顯互擴散現象并且抗拉強度、剪切強度都達到了壓力容器的要求標準。
[1]McDill J M J,Oddy A S. A nonconforming eight to 26 -node hexahedron for three-dimensional thermal-elasto-plastic finite element analysis[J]. Computers and Structures,1995,54(2):183 -189.
[2]張喜燕,趙永慶,白晨光. 鈦合金及其應用[M]. 北京:化學工業出版社,2005:75.
[3]李梁,孫建科,孟祥軍. 鈦合金的應用現狀及發展前景[J]. 鈦工業進展,2004,21(5):19 -24.
[4]周榮林,張九海,田錫唐. 鈦/不銹鋼相變擴散連接工藝研究[J]. 焊接,1999(2):9 -12.
[5]陳明潔,徐道榮. 鈦及鈦合金與不銹鋼的釬焊技術研究現狀[J]. 現代焊接,2010,91(7):15 -18.
[6]孫榮祿,張九海. 鈦及鈦合金與不鋼焊接的問題及研究現狀[J]. 宇航材料工藝,1997(2):7 -9.
[7]王廷,張秉剛,陳國慶,等. 鈦/鋼異種金屬焊接存在問題及研究現狀[J]. 焊接,2009(9):29 -33.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造業自動化(2017年2期)2017-03-20 14:26:13
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
設備管理與維修(2015年12期)2015-04-09 06:57:24