振動監測與現代造紙機械故障診斷技術的發展
2013-01-05 02:10:16屈云海
中國造紙學報 2013年1期
屈云海 張 輝
(南京林業大學江蘇省制漿造紙科學與技術重點實驗室,江蘇南京,210037)
工程振動問題一直是現代科學技術和工程實踐眾多領域中的重要課題之一。據相關數據統計,60%以上的設備故障是由振動引起的,振動與機械的運行狀態密切相關[1-2]。隨著生產技術的發展,工業機械有向大型、連續、復雜、高速、精細化方向發展的趨勢,由此帶來的工程振動問題更為突出,造紙機械也不例外。隨著近些年我國造紙工業的快速發展,造紙機械迅速與國際先進水平接軌,許多中高速造紙機械的日常在線運行監測與維護都已經依賴于在線振動監測手段,相應的造紙機械供應商,如Voith、Metso等專門配套提供了造紙機械狀態監測系統;SKF、FAG等在國內中高速紙機中最大的軸承供應商也同時提供了振動在線監測方案與技術。
造紙機械狀態監測與故障診斷是利用信號處理技術對采集的振動數據進行分析處理,然后模式識別,判斷機械設備是否異常,明確故障產生的原因、位置以及對故障進行預測。由于振動監測與故障診斷方法可保證造紙機械正常運行,減少維修費用,提高企業的經濟效益,且實時性好,易與機械設備配套使用,對其進行研究和應用具有重要的現實意義。因此,本文在查閱大量國內外文獻的基礎上,回顧、歸納了振動監測技術及其應用的發展過程,并結合造紙工業進一步闡述了振動監測與機械故障診斷技術在現代造紙機械中的應用研究概況,提出了造紙機械振動監測與故障診斷技術的發展趨勢及研究方向。
1 振動監測與機械故障診斷技術的發展概況
從70年多前簡單的振幅測量發展到現在利用復雜的動態特征繪制的機械運行狀態圖,機械振動監測和故障診斷技術已成為現代工業安全生產和設備可靠運行的重要保障。根據振動監測技術的發展及其在工業機械中的應用進程,可將振動監測與故障診斷技術分為以下幾個主要發展階段。
1.1 振動測量和機械運行狀態量化的興起
1939年,針對美國富士達公司發生的重大傷亡事故,美國 T.C.Rathbone在 《Power Plant Engineering》發表的“振動容限”中首次提出通過測量振動判斷機械運行狀態的觀點,并制定了大型旋轉機械的振動標準。
早期的振動測量大多都是利用機械裝置完成的,但隨電子技術的發展,出現了電子振動測量裝置,如相繼應用在工程機械振動測量的位移傳感器、速度傳感器、加速度傳感器等。
1.2 振動分析的發展及應用
1.2.1 振動分析理論、技術的研究
1950年,美國的Arthur R.Crawford著有《振動分析的簡化手冊》一書,從理論和實際應用兩方面分析了振動。1952年成立的IRD(International Research&Development)也一直致力于頻率分析和狀態評估方面的研究,且處于領先地位。1968年,美國的John Sohre在發表“高速旋轉機械的操作問題產生的原因及矯正”的文章中,描述了旋轉機械的振動征兆,并分析了故障的可能原因。1979年,美國的Charlie Jackson出版了《實用化振動入門》。此外,美國的Ralph Buscarello潛心于振動分析和狀態估計的研究工作,利用各種振動測量值和診斷方法進行綜合診斷,擴展了診斷知識的體系結構;俄羅斯的Alexei Barkov對滾動軸承缺陷的檢測方法進行了詳細描述;美國的James I.Taylor發展了對軸承和齒輪故障進行時頻域分析的方法;丹麥的Robert Randall完善了倒頻譜分析方法;Bob Randall于2004年在《聲學和振動》上發表了2篇描述機械監測技術的文章;美國的James E.Berry利用一系列非常實用、全面的振動故障診斷圖促進了機械故障診斷技術的發展。
振幅雖然能直觀地衡量機器的振動烈度,但不能表征當前缺陷的類型,而頻率具有故障定性的功能[3]。基于對頻率認識的不斷深化,相應的技術也得到了發展和應用:美國海軍解決了信頻帶分離問題;丹麥的Brüel&Kj?r公司主張“恒百分比”帶寬濾波;瑞典發明的沖擊脈沖法和美國首創的共振解調法都應用在滾動軸承的故障診斷中。
1.2.2 振動分析儀器的研制
20世紀60年代后期,工程技術人員利用手持式測振儀對機械的振動情況進行測量。20世紀70年代出現了利用速度傳感器和手動調諧濾波器進行振動監測的方法,但該方法只能給出簡單振動信號中能量較高的頻率成分。20世紀70年代,本特利內華達公司(Bently Nevada)研制出了一種時域分析儀ADRE。20世紀80年代中期,加速度傳感器和便攜式磁帶記錄儀應用在機械振動監測上,隨后又開發了多通道調頻式磁帶記錄儀。
20世紀60年代以來,一些學者和科研人員一直致力于實時振動分析的研究。美國的Dave Mellon和Larry Mitchell最先開始了實時頻率分析的研究;隨后,美國的Richard Burchill利用實時頻率分析技術開展了設備故障現場分析。1972年,題為“頻譜分析在機械過程的狀態監測與故障診斷中的應用”的文章在美國德克薩斯A&M大學舉辦的第一屆旋轉機械會議上發表;此時,光譜動力學公司(Spectral Dynamics Corporation)也出版了許多應用隨筆,記錄了機器實時分析內容,尤其是齒輪診斷。鑒于發展迅速的實時頻率分析技術,研制出了多種實時分析儀。早期的實時分析儀大而笨重,最初是以時間壓縮和快速掃頻濾波技術為基礎進行設計的,能夠在線實時地把復雜振動信號變換成幅值頻譜,利用頻率特征識別機械缺陷,對機械運行狀態進行評估。1965年快速傅里葉變換(FFT)和算法語言的出現[4],推動了實時分析技術的發展,開發出了FFT分析儀。在20世紀70年代后期,FFT分析儀基本替代了壓縮型實時分析儀。
1.3 振動監測與機械故障診斷裝置、系統的開發
20世紀70年代中后期,就大型旋轉機械軸位移監測系統響應滯后問題,開發了實時在線自動監測診斷系統。
20世紀80年代初,利用能進行FFT分析的微處理器和存儲器組合成了便攜式數據采集器,AVM-1是最早的一種便攜式數據采集器。1984年,丹麥Palomar Technology International Inc公司推出了一款便攜式數據采集器,具有實驗室FFT分析儀的變焦、顯示波形的功能,之后美國計算機系統公司(CSI)又對該款采集器進行了完善。
1983年,美國能源技術公司(Technology for Energy Corporation)和IRD推出了智能儀表。此外,美國的John Hawkins使用標準組件和自我開發的軟件實現了振動數據采集的電腦化。20世紀90年代中期,計算機數據采集系統突破了記錄儀在機械狀態監測中的局限,涌現出一大批以數字信號處理器(DSP)為核心的多通道實時動態信號分析儀[5]。
1.4 機械狀態監診用傳感技術的研究
概括地說,故障診斷方法可以分為兩類:基于模型和基于數據驅動[6]。現代工業機械越來越復雜,建立對應的數學模型愈加困難。鑒于此,基于數據驅動的故障診斷方法得以發展。基于數據驅動的診斷方法需大量機械運行狀態的歷史數據和在線檢測數據,目前對傳感技術研究較多。信息融合技術開始應用在故障診斷領域,并形成了多傳感器信息集成故障診斷方法[7]。隨著信號處理技術和計算機技術的發展,出現了多傳感器信息融合技術結合小波分析、神經網絡和D-S推理的診斷故障的方法[8],并發展了相干函數確定多傳感器信息數據級融合加權值[9]的技術。此外,神經網絡也促進了多傳感器信息特征級融合技術的發展[10]。為了提高故障診斷的精度,傳感器優化布置與傳感器故障的識別、診斷等方面的研究取得了較大進展[11-16]。智能化傳感器、傳感器的新材料及新加工工藝也有一定的研究[17-18]。
1.5 機械監診方法及關鍵技術研究進展
1.5.1 機械狀態監診的綜合技術
潤滑油化學分析始于20世紀50年代,鐵譜碎片監測技術在20世紀70年代中期開始應用。這兩種方法被視為獨立的分析技術,當時沒有與振動分析技術結合形成更加完整的機械運行狀態監診技術的思路,只能診斷出部分機械故障[19]。此外,其他監診技術,如電機電流分析、紅外熱成像分析、超聲波分析,機器效率和性能分析也是各自獨立的故障診斷方法。為了提高設備監診效果,20世紀90年代呈現出利用各種監診技術綜合診斷的發展趨勢,如20世紀90年代中后期,利用狀態監測軟件將振動和油液分析數據結合起來,為分析人員提供了更完整的機器運行狀態。
振動故障診斷方法、油液分析故障診斷方法和紅外熱成像故障診斷方法作為造紙機械故障診斷常用方法,具有不同的特點,如表1所示。隨著造紙工業生產過程不斷復雜化,綜合監診技術的應用日益廣泛,現已成為造紙裝備故障達到最佳監診效果的重要手段[20-21]。
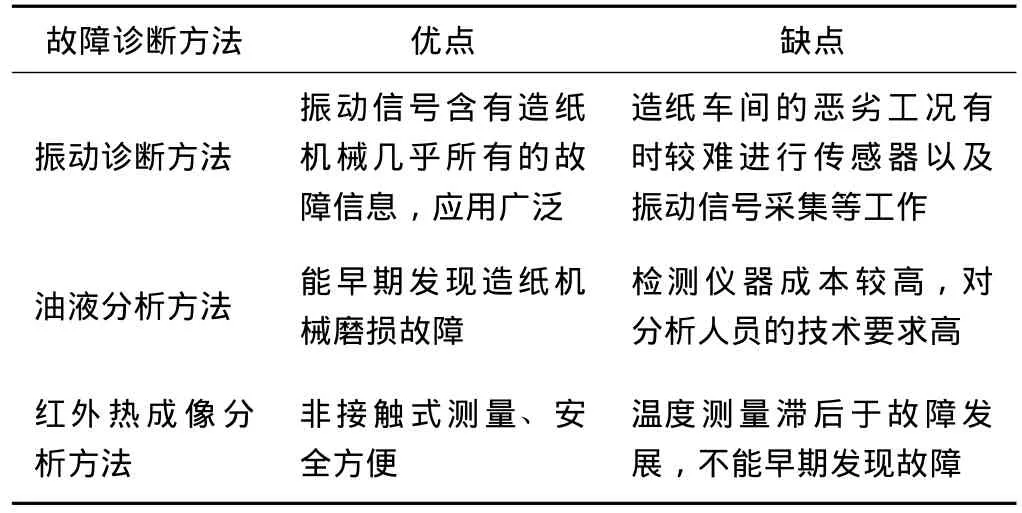
表1 不同造紙機械故障診斷方法的對比
1.5.2 先進振動信號處理技術的應用
振動監測與故障診斷技術作為設備維修管理的主要手段,若要進一步發展,必須增強對振動信號的分析處理、提取信號特征的能力。由于造紙機械實際產生的振動信號具有非平穩性、非線性等特點,傳統的信號處理方法已不能適應實際生產運行中振動信號的處理。如軸承故障診斷中,利用傳統的FFT方法難以從淹沒在噪聲中的振動信號中得到軸承的故障特征頻率[22]。鑒于傳統信號處理方法的不足,小波分析、Hilbert-Huang變換等先進的信號處理技術應運而生。
小波變換于20世紀80年代后期發展起來,起初由法國數學家 Y.Meyer、物理學家 J.Morlet和 A.Grossman構成小波變換的理論框架,后經法國學者I.Daubechies和S.Mallat引用到工程信號處理領域。利用小波分析可以提取振動信號中能較好地反映機械運行狀態的能量特征[23],增強振動監測診斷系統的診斷精度和可靠性[24]。
隨著科學理論的發展,一種比小波分析更適合處理非平穩信號的信號處理方法——Hilbert-Huang變換[25](HHT)已形成并應用。HHT方法克服了小波分析的恒定多分辨率、運算時間長的缺點,能根據振動信號的局部時變特征進行自適應的時頻分解[26],可消除人為因素,具有廣闊的發展前景。
1.5.3 智能故障診斷技術的應用
“人工智能”一詞最早是在1956年Dartmouth學會上提出。在計算機科學與技術的支持下,人工智能技術得以形成并迅猛發展。因現代工業設備及生產過程的復雜化,傳統的單一、固定的故障診斷方法不足以滿足復雜系統診斷的要求,故人工智能技術被不斷應用到現代機械故障診斷,形成了智能故障診斷方法。智能故障診斷的理論與方法主要有:專家系統、模糊邏輯、人工神經網絡。
最早的振動專家系統是由IRD在20世紀80年代中期開發;此外,Azima DLI工程公司也開發了一個振動專家系統,提高了美國海軍航空母艦狀態維修技術水平。1988年,加拿大某公司開始致力于基于規則的專家系統的研究;在20世紀90年代初期,美國艾默生公司開發并推出了基于規則的振動專家系統,多次測試結果表明,該系統應用效果非常顯著。專家系統在造紙機械振動監測與故障診斷中應用非常成功[27],在國內最早應用的是1997年建成的金東紙業1#、2#紙機生產線上配套的 ABB公司的在線專家系統。
模糊理論由美國加利福尼亞大學的Zadeh教授于20世紀60年代提出,最初在控制領域取得巨大成功。自從1992年IEEE(美國電氣和電子工程師協會)首屆國際模糊系統會議后,模糊邏輯開始廣泛應用于工程機械故障診斷,并逐步形成了成熟的模糊故障診斷技術。
關于人工神經網絡的研究可以追溯到20世紀40年代。1943年,美國心理學家W.S.McCulloch和數理邏輯學家W.Pitts提出神經元的模型;美國物理學家Hopfield于1982、1984年在美國科學院院刊上發表了2篇關于人工神經網絡的文章,掀起了人工神經網絡研究的熱潮;20世紀80年代末期,神經網絡開始應用于機械設備故障診斷;1988年美國的Unger和Powell描述了用于故障診斷的神經網絡;其后,日本、美國等國家進行了神經網絡故障診斷的工程實踐。
目前,關于智能故障診斷的研究與應用較多。例如,單一智能診斷技術的使用、混合智能故障診斷方法的研究、混合智能故障診斷系統的開發[28-29]以及利用先進的振動信號處理技術和智能故障診斷技術進行機械振動監測與故障診斷的研究[30-33]。
1.5.4 機械故障數值模擬的研究及應用
故障機理的研究作為一項基礎而又必要的工作,揭示了故障的內在本質和產生原因,是準確診斷故障的前提。由于計算機的出現,人類解決問題的方法趨向于:提出問題;問題的數學化、軟件化;數值仿真;問題求解。機械故障數值模擬的一般過程為:機構或系統的實體建模;運動學或動力學仿真;仿真結果分析。通過數值模擬再現機械故障,加深對故障機理的研究,不斷完善故障知識庫,為智能診斷奠定了基礎[34-36]。故障診斷的虛擬化即機械故障的數值仿真,故障診斷的現實化為經數據采集、處理、分析、故障模式識別、決策制定等過程的診斷,將故障診斷的虛擬化和現實化相結合可提高診斷的準確性。然而,機械故障數值模擬的理論研究較多,在生產實踐領域應用卻頗少。機械故障診斷作為一種實用性非常強的技術,需不斷推廣機械故障數值模擬應用的深度和廣度。
1.5.5 支持向量機用于故障診斷的研究
支持向量機(Support Vector Machine,SVM)是V.Vapink于1995年提出的一種基于統計學學習理論的機器學習方法,主要應用于模式識別領域。隨著近幾年支持向量機的理論研究和算法實現等方面的不斷發展,加大了其應用的深度和廣度。支持向量機應用于機械故障診斷領域,形成了決策樹算法結合支持向量機進行旋轉機械故障診斷的方法,并在其中突出振動信號檢測位置、優化故障分類的重要性[37-39]。不過,在支持向量機研究過程中,也出現了不少問題,如不同情況下的核函數選擇、現有算法的計算速度不能滿足人們與日俱增的要求等。
2 振動監測與機械故障診斷技術在造紙機械中的應用及研究概況
造紙機械自動化程度高、工作環境惡劣、結構復雜、部件聯系緊密的特征決定了振動狀態監測與故障診斷技術具有很高的實用價值,且趨勢愈加凸顯。為此,B.Al-Najjar建立了一個經濟模型來描述和量化基于振動的維修方式對紙廠商業運行的影響,并利用瑞典某紙廠的實際生產數據進行此經濟模型的計算,證實了基于振動的維修方式具有降低工廠生產成本、提高生產效率和利潤的優勢[40]。
2.1 國外研究與應用現狀
國外對造紙機械故障診斷技術的研究及應用較早。20世紀80年代末期,先進的造紙生產線就已開始陸續配套使用簡易診斷與精密診斷相結合的狀態監測與故障診斷系統,目前,所有生產線已全部采用。
Virtanen Timo和Paanasalo Jari就卷紙機上配套的現代故障診斷系統開展了研究工作[41];Basim Al-Najjar提出利用紙廠滾動軸承動態振動信號的包絡值作為故障報警值,可提高其振動監測的效果[42];O'Sullivan和Matt利用Bruel&Kjaer公司的狀態監測系統監測荷蘭Parenco紙廠造紙機上6000個測點的振動情況,及早檢測、診斷故障,并進行故障趨勢分析以預測設備的剩余壽命[43]。
造紙工業作為連續過程工業,現代高速造紙機的任意一個部位發生故障,都有可能產生連鎖反應,需在線連續監測其運行狀況。I.Martin、D.Pearce和A.Self使用分布式的振動監測系統在線監測造紙機械的運行狀態,并及時發現異常、診斷故障[44]。此外,Yin K.Karen、Yang Hongchuan和 Cramer Ferris也進行了造紙過程在線監測和診斷的研究[45];Basim Al-Najjar指出,在監測造紙機各部件振動情況的過程中,要實時測量紙機車速和載荷變化,這有助于解釋振動信號發生變化的原因,提高故障診斷的準確性和有效性[46];Arum Menon針對造紙機超級壓光輥數量多、結構復雜、故障診斷困難的情況,進行了多角度測量分析,如工況振動測量、轉速跟蹤測量、工況振型測量、試驗模態分析[47]等。
目前,國外工程技術人員依據最新的理論成果,正致力于造紙機械遠程診斷、效率診斷、風險診斷等方法的研究與開發[48]。
2.2 國內研究現狀
在國內,由于過去造紙工業的裝備水平較低、自動化程度不高,從經濟與技術角度不易配套使用故障診斷系統,造成造紙機械故障診斷技術起步較晚。但近些年來,我國造紙裝備有了質的飛躍,自1997年起,大量先進的造紙機械特別是高速紙機相繼投產,故障診斷技術也相應地得到了迅猛發展。
旋轉機械是造紙機的主要組成部分,各種轉動件的監測診斷是造紙機監診的重點,對其研究較多。國內已開發出了“高速旋轉機械的狀態監測與故障診斷系統RB-20”監診軟件。清華大學、哈爾濱工業大學等單位共同攻克了“大型旋轉機械狀態監測分析與故障診斷研究技術”這一重大科技項目[49]。1995年,吉林造紙廠某紙機進行技改時,將車速由當時的400 m/min提高到 550 ~600 m/min,張宏宇等[50]就烘缸動不平衡是否會成為提速的障礙、提速后設備是否存在故障隱患進行了監測診斷;張宏等[51]將利用振動信號的均方根值、峰值、峭度值等時域統計特征計算出的軸承特征距離值作為紙機烘缸軸承故障的診斷指標,開展了監測診斷工作;張笑如等[52]運用線性譜和包絡譜分析法處理紙機干燥部運行過程中烘缸軸承振動信號,得到其變化規律,跟蹤監測烘缸軸承的劣化過程;為簡化振動頻譜、提高故障診斷的準確性,楊超等[53]應用倒頻譜分析技術進行造紙機壓榨部滾動軸承故障的監測與診斷;杜聯朝等[54]基于對共振解調技術進行滾動軸承故障診斷的原理和方法的認識,開發出了一款檢測和診斷造紙機滾動軸承故障的軟件系統。此外,還有關于造紙機壓榨部、壓光部相應的輥子以及滾動軸承的振動監測與故障診斷方面的研究[55-57]。
大型造紙機運行過程中,當外界激勵頻率與紙機結構的固有頻率相近時,紙機會產生共振現象,此時振動最劇烈,各部件最易發生故障。若紙機的常規振動監測頻譜中的異常頻率難以找到對應的結構部件,則需通過對該部件或部套的振動特性的研究(即共振頻率的測量)來確定故障原因。張輝等[58]針對某紙廠現代高速紙機壓榨部的動態運行過程和結構動力共振現象進行了跟蹤研究,并取得了較大進展。蒯行成[59]和蘇雄波等[60]利用有限元分析法分別就大型造紙機整機和壓榨部機架的動力特性進行了分析和研究。
隨著計算機技術的發展,虛擬儀器逐漸滲入到造紙機振動監測與故障診斷系統中。李運來等[61]應用虛擬儀器技術監測、分析了造紙機旋轉機械故障信號,并在此基礎上,開發出了基于虛擬儀器的紙機滾動軸承故障診斷系統[62]。
2.3 國內應用情況
2.3.1 國內應用企業
現代化紙機如果發生故障而停機1 h將直接損失十幾萬元以上;維修費用也大幅度增加,如壓榨部、壓光部等各類輥子,工作負荷大,運行精度要求高,維修更換費時、費力、費錢,且運行中的檢查已不是采用傳統的人工或簡易儀器所能解決。因此,造紙工業的裝備特別是造紙機的特征決定了狀態監測與故障診斷技術系統具有重大價值。
國內新建外資企業首先配套了較完整的監測診斷系統。如鎮江金東紙業在1997年投產的2條年產35萬t高級文化紙的生產線上配套了ABB在線智能診斷系統SDS(Smart Diagnostic System)和CSI公司的離線MA。SDS是MTC(Monitoring Technology Corporation)設計開發的一套智能診斷系統。
后來國內企業在新建的進口紙機以及國產中高速紙機上陸續開始應用了監測診斷系統。如湖南泰格林紙業集團2008年在已投產的2臺高速紙機上重新配套了Metso監視紙機設備運行性能和狀態變化的系統。
2.3.2 造紙機狀態監測部位的主要分布
造紙機狀態監測與故障診斷包括對造紙機的運行性能和運行狀態兩方面的監測與診斷。
運行性能監視(PMRM)是監測不同轉動設備部件對造紙機運行過程中重要參數的影響效果,是通過測量壓力脈沖、振動、紙張質量和轉速來完成的。測量點被連接到計算機監測站以對測量信號進行同步時間平均法(STA)計算,用于討論的測量數據、趨勢數據和應用計算的結果會被存儲。趨勢數據用來分析不同參數的變化幅度,能對時域信號和頻譜進行計算并詳細分析。監測目標包括紙張質量、壓區振動和流漿箱的壓力波動。被監測參數的總體變化,以每個監視設備所占比例的形式顯示給監測人員。通過這種方法,監測人員可以看到每臺設備部件對紙機運行性能所產生的影響。主要監測點分布包括:泵脈沖發生器、篩脈沖發生器、篩后壓力測量、上漿泵壓力測量、管束壓力測量(兩側)、毛毯脈沖發生器、壓區輥子振動、壓區輥子脈沖發生器、Sym-roll的壓力測量、刮刀加載壓力振動、輥子脈沖發生器、輥子振動等。
在運行狀態監測(PMCM)中,以振動測量為基礎監測造紙機的機械設備狀態。通過狀態監測,能在早期檢測到機械故障,及時安排維修工作,減少計劃外停機。運行狀態監測是通過傳感器和分析站完成的。系統測量振動信號,并將測量結果用于計算時域信號、頻譜、包絡線。
在振動監測中每一個分析傳感器都要進行低頻段的RMS和速度、中頻段RMS和加速度、寬頻段RMS和峰值及加速度特性曲線的計算。狀態監測計算出來的時域信號和頻譜顯示為兩個不同的波段。另外,包絡線也被計算出來。
軸承監測以監測典型的軸承缺陷故障為基礎,在造紙機狀態監測與故障診斷系統中保存有來自不同廠家的各種各樣的軸承數據庫,從中可以得到每個軸承的機械參數。利用這些參數和被測量設備的轉速,系統計算外圈、內圈、滾子和軸承保持架的故障頻率,當這些頻率與數據庫中描述的情況類似時就會給操作人員發出警告。
當輥子裝有觸發傳感器和振動傳感器時,輥子的振動監測以同步振動測量(STA)計算為基礎,該系統同時對輥子的兩端情況都進行分析,在極坐標圖中可以看到相位差。輥子的振動特性用兩個頻段即低頻和中頻的形式計算。另外,還計算輥子不平衡、偏心率和軸承蓋松動的特性參數。計算得到的同步時域信號和頻譜顯示為兩個頻段,同步時域信號以相鄰的極坐標形式顯示。
通過基本監測分析和軸承監測分析來監測電機狀態,形成帶固定連接振動傳感器的狀態監視系統。
造紙機監測系統的功能是產生快速和精確的故障檢測信號。主要監測點分布包括:導網輥、驅網輥、影響網部傳動運行性能的輥子和速度脈沖發生器的信號;吸移輥、毛布導輥、真空引紙輥和壓榨部傳動的信號;各烘缸傳動側與操作側軸承、干燥部傳動、干網導輥、風機及相應電機等的信號;施膠壓榨輥、卷取缸、軟壓光輥傳動、涂布機傳動、卷取機傳動和卷取機速度脈沖發生器的信號;約500個潤滑點的組態,帶有橢圓齒輪流量計的分站紙機循環油潤滑系統。
3 造紙機械振動監測與故障診斷技術的發展趨勢
3.1 振動監測系統與生產過程控制系統的集成
實踐證明,在線軸位移監測系統對配有油膜軸承的大型、關鍵設備的維護管理是必不可少的。設備發生故障時,若不及時加以干預,該設備會繼續非正常地運行下去,直至造成生產過程的崩潰;今后振動監測與故障診斷技術的應用范圍將從機械故障擴大到機械故障和過程故障診斷的集成。
3.2 降低通用機械設備監測成本
造紙機械設備也包括電機、風機、泵等通用設備,這些設備的數量較多,安裝位置分散,工作環境復雜。進行通用設備的監測和故障診斷對提高工業生產的穩定性很有必要。這類設備數量較多,若每臺設備都配置故障診斷裝置成本很高。如何降低通用設備連續監測成本是一個亟待解決的問題。目前,一些學者和工程技術人員正致力于這方面的研究。現已有采用無線傳感器網絡監測模式構建的機械狀態監測系統以及在通用設備中內嵌智能儀器,利用無線信號通訊技術進行集中狀態監測與故障診斷的研究及應用[63]。
3.3 設備剩余壽命預測與評估技術的研究
目前,雖然造紙機械狀態監測與故障診斷技術很多,但還沒有一種能精確估計設備剩余壽命。隨著造紙工業設備不斷朝著大型化、連續化、復雜化方向發展,其造價也相應增加,迫使許多造紙企業考慮延長設備的使用壽命來保證生產效益[64]。此外,設備剩余壽命預測與評估技術的應用,有利于科學合理地制定檢修計劃和提高設備可利用率。因此,設備剩余壽命預測與評估技術是一個具有重大現實意義的研究課題,可利用理論和實踐相結合的方法不斷推動其發展及應用。
3.4 智能診斷系統知識獲取的研究
由于故障診斷對象日益復雜化,獲取準確、全面的診斷知識愈加困難。知識匱乏制約智能故障診斷技術的發展,是造紙機械智能診斷專家系統急需解決的難題。機器學習作為知識獲取的一種重要途徑,將受到故障診斷人員的重視,將不斷完善現有的機器學習方法,開發出新的機器學習方法,建立多種學習方法并用的智能故障診斷系統。
3.5 基于計算機網絡的遠程故障診斷技術的研究
遠程故障診斷基于機械故障診斷技術與信息技術,在造紙工業關鍵設備上設立狀態監測點,將采集的機械運行狀態信息經互聯網傳輸到診斷能力較強的科研院所(以后可能會有專門的機械設備診斷公司[65])進行故障診斷,提高了紙廠設備的診斷水平。若實現遠程故障診斷,必須保證傳統的包括信號采集、信號處理、模式識別、決策制定等階段的故障診斷過程網絡遠程運行的可行性,并解決數據采集、傳輸以及診斷方法標準不統一的問題[66-67]。
3.6 以振動級為振動狀態評估指標
振動烈度標準是依據振動本身的因素制定的,未考慮人的心理因素。本著以人為本的原則,提出了振動級的概念。振動級考慮了振動的振幅、頻率以及人的感覺等因素,其定義與噪聲級相似,以分貝度量振動級的大小,有振動位移級、振動速度級、振動加速度級之分。在不久的將來會相繼出現造紙機械以振動級為指標的各種振動標準。
3.7 故障預測的研究
故障預測是故障診斷的更深一層次的發展,能夠根據機械運行狀態的過去和現在的數據預測造紙機械故障發生的時間、部位和原因,便于及時處理,降低故障發生率。同時,基于故障預測技術的預知維修體制克服了傳統計劃維修時過剩維修的缺點,提高了造紙機械設備的使用率,節約了維修成本[68]。因此,隨著造紙裝備系統的不斷復雜化,故障預測技術具有廣闊的應用前景。
3.8 造紙機械的智能化、自診斷化的發展
科學技術的發展使“智能”一詞拓展到了結構健康監測領域。智能機械由機械本體、傳感器、作動器和相應設計的控制器組成,能在外界干擾下進行自適應的改變,達到對故障自診斷的效果[69]。若實現造紙機械的智能化、自診斷化,需進行新智能材料的開發、智能機械動力特性的探索以及相應的控制算法的研究。
4 結語
國內外眾多實踐結果表明,振動監測與機械故障診斷是進行設備管理的一種有效方法。隨著我國造紙機械的大型化、高速化、連續化和復雜化,通過在線振動監測為主的狀態監測與故障診斷技術進行預知性維護是必然之路;相信在不久的將來,振動狀態監測與機械故障診斷技術將會更加完善,將在我國造紙企業得到更加廣泛的應用。
[1]Dai Juan,Chen Philip,Xu Xiao-Yan,et al.Machinery Vibration Signals Analysis and Monitoring for Fault Diagnosis and Process Control[M]//Lecture Notes in Computer Science,2008:696.
[2]Kothamasu R,Huang S H,VerDuin W H.System health monitoring and prognostics—a review of current paradigms and practices[J].National Journal of Advanced Manufacturing Technology,2006,28(9):1012.
[3]Orhan S,Akturk N,Celik V.Vibration monitoring for defect diagnosis of rolling element bearings as a predictive maintenance tool:Comprehensive case studies[J].NDT & E International,2006,39(4):293.
[4]張 輝.現代造紙機械狀態監測與故障診斷[M].北京:中國輕工業出版社,2004.
[5]Arun Menon.Paper Machine Supercalender Vibration Analysis with a DSP centric,Multichannel Dynamics Signal Analyzer[OL].http://www.dataphysics.com.cn/support/library/downloads/articles/MFPT%202008%20-%20Supercalender%20Diagnostics.pdf
[6]趙文浩,閻威武.基于數據驅動的故障診斷研究[J].微計算機信息,2010(28):104.
[7]呂 峰,王秀青,杜海蓮,等.基于信息融合技術故障診斷方法與進展[J].華中科技大學:自然科學版,2009,37(增刊1):217.
[8]莫 琦,孫國璽.信息融合技術在旋轉機械故障診斷中的應用[J].制造工業自動化,2010,32(4):76.
[9]Bin Guangfu,Jiang Zhinong,Li Xuejun,et al.Weighted Multi-sensor Data Level Fusion Method of Vibration Signal Based on Correlation Function[J].Chinese Journal of Mechanical Engineering,2011,24(5):899.
[10]Niu Gang,Yang Bo-Suk.Intelligent condition monitoring and prognostics system based on data-fusion strategy[J].Expert Systems with Applications,2010,37(12):8831.
[11]魏秀業,潘宏俠,黃晉英.齒輪箱傳感器優化布置研究[J].兵工學報,2010,31(11):1508.
[12]徐敏強,宋其江,王目新.基于可觀測性和可靠性的傳感器分布優化設計[J].宇航學報,2010,31(11):2618.
[13]劉曉芹,黃考利,呂曉明,等.故障診斷中傳感器配置優化的復雜性分析[J].計算機工程與設計,2011,32(3):1062.
[14]Balaban Edward,Saxena Abhinav,Bansal Prasun,et al.Modeling,Detection,and Disambiguation of Sensor Faults for Aerospace Applications[J].IEEE Sensors Journal,2009,9(12):1907.
[15]陳楚瑤,朱大齊.神經網絡主元分析的傳感器故障診斷方法[J].系統工程與電子技術,2010,32(7):1549.
[16]Kullaa J.Distinguishing between sensor fault,structural damage,and environmental or operational effects in structural health monitoring[J].Mechanical Systems and Signal Processing,2011,25(8):2976.
[17]Wang W.A Smart Sensing Unit for Vibration Measurement and Monitoring[J].IEEE/ASME Transactions on Mechatronics,2010,15(1):48.
[18]Son Jong-Duk,Niu Gang,Yang Bo-Suk,et al.Development of smart sensors system for machine fault diagnosis[J].Expert Systems with Applications,2009,36(9):11981.
[19]Peng Z,Kessissoglou N J,Cox M.A study of the effect of contaminant particles in lubricants using wear debris and vibration condition monitoring techniques[J].Wear,2005,258(11/12):1651.
[20]Loutas T H,Roulias D,Pauly E,et al.The combined use of vibration,acoustic emission and oil debris on-line monitoring towards a more effective condition monitoring of rotating machinery[J].Mechanical Systems and Signal Processing,2011,25(4):1339.
[21]Loutas T H ,Sotiriades G,Kalaitzoglou I,et al.Condition monitoring of a single-stage gearbox with artificially induced gear cracks utilizing on-line vibration and acoustic emission measurements[J].Applied Acoustics,2009,70(9):1148.
[22]Kankar P K,Sharma,Satish C,et al.Rolling element bearing fault diagnosis using wavelet transform[J].Neurocomputing,2011,74(10):1638.
[23]Kahirdeh A,Khonsari M M.Condition Monitoring of Molybdenum Disulphide Coated Thrust Ball Bearings Using Time-Frequency Signal Analysis[J].Journal of Tribology-transactions of the ASME,2010,132(4):1606.
[24]Al-Badour F,Sunar M,Cheded L.Vibration analysis of rotating machinery using time-frequency analysis and wavelet techniques[J].Mechanical Systems and Signal Processing,2011,25(6):2083.
[25]Feldman M.Hilbert transform in vibration analysis[J].Mechanical Systems and Signal Processing,2011,25(3):735.
[26]Rai V K,Mohanty A R.Bearing fault diagnosis using FFT of intrinsic mode functions in Hilbert-Huang transform[J].Mechanical Systems and Signal Processing,2007,21(6):2607.
[27]Ebersbach S,Peng Z.Expert system development for vibration analysis in machine condition monitoring[J].Expert Systems with Ap-plications,2008,35(1):291.
[28]Shabanian,Mohsen,Montazeri,et al.A Neuro-Fuzzy Online Fault Detection and Diagnosis Algorithm for Nonlinear and Dynamic Systems[J].International Journal of Control Automation and Systems,2011,9(4):665.
[29]Marichal G N,Artes M,Garcia-Prada J C.An intelligent system for faulty-bearing detection based on vibration spectra[J].Journal of Vibration and Control,2011,17(6):931.
[30]Liu Y Y,Ju Y F,Duan C D,et al.Structure damage diagnosis using neural network and feature fusion[J].Engineering Applications of Artificial Intelligence,2011,24(1):87.
[31]Wang H Q,Chen P.Fuzzy Diagnosis Method for Rotating Machinery in Variable Rotating Speed[J].IEEE Sensors Journal,2011,11(1):23.
[32]Madej H,Czech P.Wykorzystanie Dyskretenj Transformaty Falkowej I Probabilistycznych Sieci Neuronowych W Diagnostyce Silników Spalinowych[J].Eksploatcja I Niezawodnosc-maintenance and Reliability,2010(4):47.
[33]Ebrahimi E,Mollazade K.Intelligent fault classification of a tractor starter motor using vibration monitoring and adaptive neuro-fuzzy inference system[J].Insigth,2010,52(10):561.
[34]Huang Zhiwei,Zhou Jianzhong,Yang Mengqi,et al.Vibration characteristics of a hydraulic generator unit rotor system with parallel misalignment and rub-impact[J].Archive of Applied Mechanics,2011,81(7):829.
[35]Ma Hui,Tai Xingyu,Sun Jian,et al.Analysis of Dynamic Characteristics for a Dual-Disk Rotor System with Single Rub-Impact[J].Advancei Science Letters,2011,4(8/9/10):2782.
[36]Ma Hui,Zhao Xueyan,Teng Yunnan,et al.Analysis of dynamic characteristics for a rotor system with pedestal looseness[J].Shock and Vibration,2011,18(1/2):13.
[37]Rabelo Baccarini,Lane Maria,Rocha e Silva,et al.SVM practical industrial application for mechanical faults diagnostic[J].Expert Systems with Applications,2011,38(6):6980.
[38]Saimurugan M,Ramachandran K I,Sugumaran V,et al.Multi component fault diagnosis of rotational mechanical system based on decision tree and support vector machine[J].Expert Systems with Applications,2011,38(4):3819.
[39]Sugumaran V,Ramachandran K I.Effect of number of features on classification of roller bearing faults using SVM and PSVM[J].Expert Systems with Applications,2011,38(4):4088.
[40]Al-Najjar Basim.The lack of maintenance and not maintenance which costs:A model to describe and quantify the impact of vibration-based maintenance on company’s business[J].International Journal of Production Economics,2007,107(1):260.
[41]Virtanen Timo,Paanasalo Jari.Fault Diagnosis of Paper Winder[C]//Tappi Process Control,Electrical and Information Conference.UK:Cirencester Press,2000.
[42]Al-Najjar Basim.Improved effectiveness of vibration monitoring of rolling bearings in paper mills[J].Journal of engineering tribology,1998,212(2):111.
[43]Matt O’Sullivan.Systematic machine-condition monitoring—A case study from parenco paper mill in Holland[J].Engineering costs and production economics,1991,21(3):277.
[44]Martin I,Pearce D,Self A.Use of a distributed vibration monitoring system for on-line mechanical fault diagnosis[C]//Third International Conference on Software Engineering for Real Time System.USA:TAPPI Press,1991.
[45]Yin K Karen,Yang Hongchuan,Cramer Ferris.On-line monitoring of papermaking processes[J].Chemical Engineering Communications,2002,189(9):1242.
[46]Al-Najjar Basim.Impact of real-time measurements of operating conditions on effectiveness and accuracy of vibration-based maintenance policy—A case study in paper mills[J].Journal of Quality in Maintenance Engineering,2000,6(4):275.
[47]Arun Menon.Methods and Tools Used in Paper Machine Supercalender Vibration Diagnosis[C]//Proceedings of 20th International Congress on Acoustics.USA:Elsevier Publishing Company,2010.
[48]杜艷霞,郭斌峰.國外工程機械故障診斷新技術概覽[J].建筑機械化,2009(9):88.
[49]羅邦劼.旋轉機械故障診斷技術的研究現狀及發展趨勢[J].機電產品開發與創新,2008,21(3):85.
[50]張宏宇,陶洛文.用振動頻率分析方法診斷造紙機械故障[J].中國造紙,1997,16(1):31.
[51]張 宏,呂 岑,楊 軍,等.對某紙機烘缸軸承的故障監測與診斷[J].中國造紙,2002,21(4):76.
[52]張笑如,張 輝.高速紙機烘缸軸承狀態監診技術及故障特征研究[J].中國造紙學報,2009,24(4):87.
[53]楊 超,張 輝.倒頻譜在造紙機壓榨軸承故障診斷中的應用[J].中國造紙,2005,24(1):38.
[54]杜聯朝,張 宏.造紙機軸承故障診斷系統的開發[J].設備與自動控制,2005(4):34.
[55]張 輝,王世雄.高速紙機軟壓光輥大軸承故障頻譜特征與診斷[J].中國造紙,2005,24(9):32.
[56]張 輝,楊 超,陳明邦,等.紙機壓榨部動態監診方法[J].中國造紙,2004,23(6):31.
[57]張 輝,王世雄,賈民平.寬幅紙機毛毯張緊輥特征故障振動頻譜研究[J].中國造紙,2005,24(10):42.
[58]張 輝,王世雄.高速紙機壓榨部結構動力共振研究[J].中國造紙學報,2005,20(1):177.
[59]蒯行成,李美林,潘成筋.大型造紙機振動的三維有限元分析[J].中國造紙學報,2006,21(2):66.
[60]蘇雄波,楊 軍,侯順利.造紙機壓榨部機架機械性能及運行性能的研究[J].中華紙業,2011,32(22):14.
[61]李運來,張 鋒,張 宏.虛擬儀器系統在造紙機旋轉機械故障信號分析中的應用[J].西南造紙,2005,34(5):13.
[62]李運來,張 鋒,張 宏,等.基于虛擬儀器的紙機軸承故障診斷系統的開發與研究[J].陜西科技大學學報,2006,24(1):62.
[63]湯寶平,賀 超,曹小佳.面向機械振動監測的無線傳感網絡結構[J].振動、測試與診斷,2010,30(4):357.
[64]許 婧,王 晶,高 峰,等.電力設備狀態檢修技術研究綜述[J].電網技術,2000(8):48.
[65]李建華.設備狀態監測與故障診斷技術綜述[J].廣東化工,2009,36(12):168.
[66]張書濤,劉延斌,賈晨輝,等.復雜設備的網絡化遠程監控及故障診斷系統[J].河南科技大學學報:自然科學版,2010,31(6):19.
[67]薛光輝,吳 淼.機電設備故障診斷方法研究現狀與發展趨勢[J].煤炭工程,2010(5):103.
[68]周東華,胡艷艷.動態系統的故障診斷技術[J].自動化學報,2009,35(6):748.
[69]Fritzen C P,Kraemer P.Self-diagnosis of smart structures based on dynamical Properties[J].Mechanical Systems and Signal Processing,2009,23(6):1830.
猜你喜歡
科學大眾(2023年17期)2023-10-26 07:39:14
天天愛科學(2020年6期)2020-09-10 07:22:44
當代工人(2020年8期)2020-05-25 09:07:38
數學物理學報(2017年6期)2018-01-22 02:26:40
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
重慶工商大學學報(自然科學版)(2015年10期)2015-12-28 07:43:58
計算物理(2014年2期)2014-03-11 17:01:44
振動、測試與診斷(2014年5期)2014-03-01 01:14:21
