微細電火花線切割與超精磨削加工表面摩擦性能比較
2013-01-07 05:19:10崔海郭黎濱張彬陸喜文
中南大學學報(自然科學版) 2013年9期
崔海 ,郭黎濱,張彬,陸喜文
(1. 哈爾濱工程大學 工程訓練中心,黑龍江 哈爾濱,150001;2. 哈爾濱工程大學 機電工程學院,黑龍江 哈爾濱,150001)
隨著微機電系統的深入發展和廣泛應用,微細電火花線切割加工技術(MWEDM)越來越受到人們的重視[1]。MWEDM以其較高的加工精度、加工效率和性價比用來加工微小復雜的三維零件,已經成為微細加工領域重要的加工方法[2]。零件表面的微觀形貌在很大程度上影響著零件的摩擦磨損性能。由于MWEDM表面是由電極絲往復運動過程中與工件之間的微能量(小于35 μJ)隨機放電形成的,其形成機理與切削加工方法差別較大,所以,其微觀形貌特征有其固有的特點。潤滑是降低摩擦副的摩擦阻力并減少材料磨損的主要措施[3]。國內外對MWEDM的研究主要集中在加工設備的研制和工藝參數的優化方面,對MWEDM加工表面所特有的微觀形貌研究較少,尤其是針對MWEDM 表面質量和摩擦性能的應用基礎研究尚未全面開展。因此,掌握 MWEDM 表面的摩擦磨損特性對提高零件的使用壽命和可靠性具有重要的指導意義。本文作者結合 MWEDM 表面的微觀形貌特征,對 MWEDM 表面在潤滑條件下進行摩擦磨損實驗研究,以探索 MWEDM 表面形貌與摩擦磨損行為之間的關系,并與超精磨削加工表面的摩擦磨損性能進行比較,進一步推動MWEDM技術的研究和應用。
1 實驗方法
1.1 試樣制備
試件材料為 W18Cr4V高速工具鋼,材料經熱處理后洛氏硬度為 63。選用哈爾濱工業大學研制的HIT100 型微細電火花線切割機床加工,油基工作液,電極絲為直徑30 μm的鎢絲,走絲系統為往復雙向走絲,電源采用 RC脈沖電源。試件的長×寬×厚為1 mm×1 mm×1.5 mm。由于MWEDM表面的微觀三維形貌與加工過程中的放電脈沖能量有關。因此,選擇6種不同的放電脈沖能量,比較其加工表面的摩擦磨損性能,如表1所示。
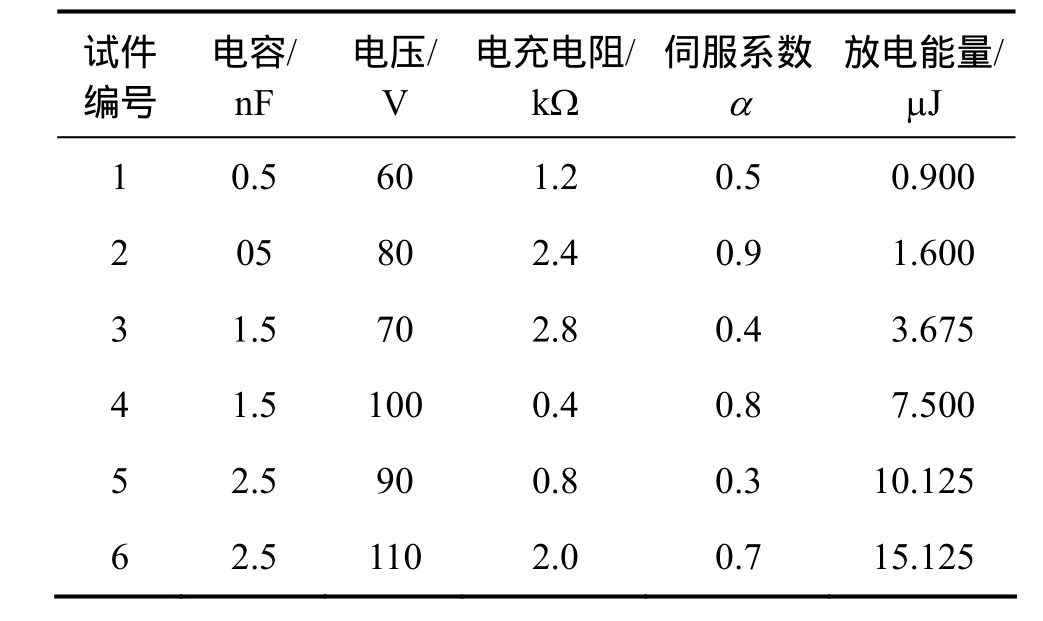
表1 微細電火花加工放電脈沖能量方案Table 1 Discharge pulse energy program of MWEDM
1.2 實驗設備及檢測
采用自行研制的摩擦試驗機和配套的測試系統進行實驗,上試件為微細1~6號試件和材料及熱處理狀態相同超精磨削加工試件(表面粗糙度Ra=0.4),摩擦副下試件為超精磨削加工(Ra=0.2)試件。摩擦試驗機利用曲柄連桿機構,帶動下試件在精密直線滑軌上與固定在夾緊塊上靜止的上試件做往復滑動,試件之間為面接觸,往復行程為80 mm。試驗機具體結構如圖1所示。
潤滑油選擇黏度適中且氧化安定性、化學穩定性和光安定性能出色的縫紉機油,運動黏度(50 ℃時)為6~10 m2/s,密度為 0.85 g/cm3。
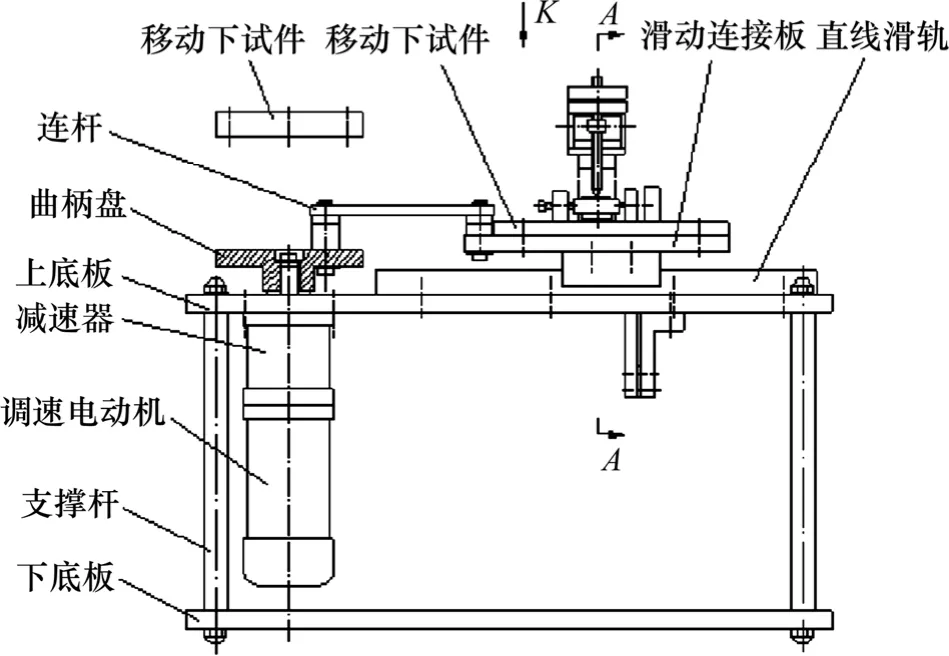
圖1 摩擦試驗機的總體結構圖Fig.1 Structure of friction tester
測試軟件系統可以實時智能顯示儀表讀數、當前摩擦力和摩擦因數等,并動態顯示摩擦因數變化曲線。實驗可以通過調速電機和加載砝碼實現轉速 0~200 r/min和微載荷0~1 N的調節。最終檢測采用美國ADE公司的 MicroXAM 型非接觸式表面形貌分析儀測量其三維表面形貌磨損體積,以磨痕深度來表征其磨損量;用JSM?6480型掃描電鏡和Dimension型原子力顯微鏡觀察磨痕的表面形貌。
2 實驗結果與分析
2.1 表面形貌特征
MWEDM 的機理就是利用電能轉換為熱能蝕除金屬。在高溫熔融和急劇冷卻作用下,加工表面的微觀形貌特征表現為無數個隨機分布的、圓滑的電蝕微凸峰和凹坑(如圖2(a)所示),且大小較為均勻,沒有明顯的紋理方向,表現為各向同性。而超精磨削加工表面由于存在明顯的磨削刀痕(如圖 2(b)所示),表面紋理方向明顯并呈周期性變化,波紋度也較大,呈各向異性[4]。二者微觀結構存在很大不同。
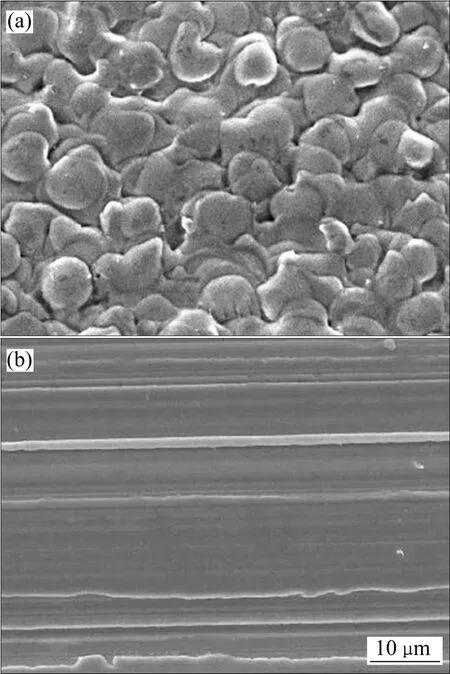
圖2 掃描電鏡下加工表面形貌Fig.2 SEM morphologies of surfaces
2.2 表面支撐與液體滯留性能
在表面粗糙度測量中,支承面積率tp是用于表征表面微觀形狀特性的主要評定參數,可反映被測表面的表面性能。
根據 MWEDM 表面形貌特性,原子力顯微鏡取樣面積為80 μm×80 μm,每個取樣面積內至少包含3個峰或坑特征,選擇至少5個取樣,考慮表面峰的因素同時也為計算方便,把評定面積也確定為80 μm×80 μm,即掃描區域作為評定面積。

式中:tp為表面支撐面積率,SH為某截面高度H處的實體材料面積。計算不同水平截距下所對應的tp,得到不同加工方法表面支撐面積率曲線,如圖3所示。
支承面積曲線分為峰頂區、核心區和谷底區3個區域[5?6]。由圖3可見:MWEDM表面支承面積曲線兩端變化率較小,中間部分(5%~80%)隨高度變化很快;超精磨削加工表面的支承面積曲線整體表現為隨高度均勻變化的趨勢。MWEDM表面支承面積曲線線性區斜率比超精磨削加工表面的支承面積曲線斜率都大,中心區高度越小,說明中心區支承率增長越快,在同一高度水平上支承面積大,相同條件下MWEDM表面支承性越好,在工作壽命期內的磨損越小。

圖3 不同加工表面的支承面積率曲線圖Fig.3 Bearing area curves of different machined surfaces
在峰頂區,MWEDM表面支承面積隨高度變化較慢,這是由于初始階段只有少數凸峰進入接觸狀態,當所有凸峰都進入接觸狀態后,MWEDM表面支承面積隨著高度穩定變化;對于超精磨削加工表面,在峰頂線附近的表面支承率比 MWEDM 表面的高,但隨著峰頂線下降,支承率增大的速度較慢。而在穩定接觸區,與超精磨削加工表面相比,MWEDM表面支承面積對高度變化很敏感,變化同樣的高度其支承面積變化最大,且核心區容積和谷底區容積均較大,儲油能力強,表明 MWEDM 表面比超精磨削加工表面支承性、液體滯留性和耐磨性均優。
2.3 MWEDM表面在潤滑條件下的摩擦磨損性能
2.3.1 不同轉速下的摩擦性能
選擇微細3號為上試件,與其對比實驗的上試件為同種材料、熱處理狀態與表面粗糙度Ra基本相同的超精磨削試件。2類試件分別與同一種摩擦配副在相同條件下進行往復滑動常溫潤滑試驗,電動機輸出軸轉速分別為30,60,90,120和150 r/min,法向載荷為0.2 N。
潤滑條件下 MWEDM 表面與超精磨削加工表面的摩擦因數與轉速之間的變化關系曲線,如圖4所示。從圖4可見:
(1) 2種表面的摩擦因數都隨轉速的增加而減小。此時,潤滑狀態處于邊界潤滑向流體潤滑狀態轉變,當載荷低于引起粘著磨損的臨界值時,隨著轉速的增大,產生流體潤滑膜,導致摩擦因數減小。
(2) MWEDM表面的摩擦因數比超精磨削加工表面的低8%~15%,尤其是在轉速較高時降幅較大。按照流體潤滑理論,由于高速運動的液體在兩表面間的壓力隨間隙變小而液體壓力增高的現象稱為泵效應[7]。磨削表面如圖 2(b)所示,是條條橫向貫通的磨粒劃痕,因而高壓油容易泄出,使泵效應減弱。而MWEDM表面則不同,潤滑油被擠壓到凹坑中形成高壓,并受到凹坑壁的阻攔不易泄出,因而油壓升高快,泵效應顯著。MWEDM表面與磨削表面相比,在較低轉速下就可以形成油膜,在同樣轉速下,所形成的油膜壓力高、油膜亦較厚, 更有利于保護零件工作表面而避免磨損。
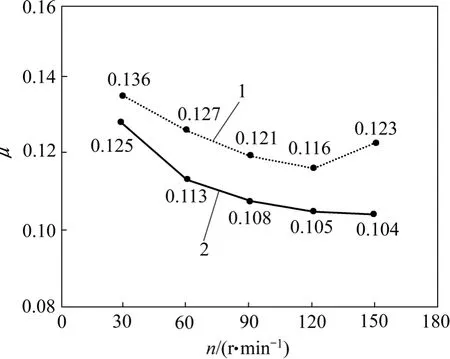
圖4 摩擦因數μ隨轉速n的變化曲線Fig.4 Relationship between friction coefficient and rotational speed
(3) 當轉速達到120 r/min后磨削加工表面的摩擦因數隨轉速的增加反而增大,而 MWEDM 表面的摩擦因數變化不大。這是由于隨著超精磨削加工表面與摩擦副表面之間相對滑動速度升高,在摩擦熱的影響下,潤滑油被稀釋,承載能力下降,致使潤滑油膜遭到破壞,接觸峰點出現邊界摩擦,導致摩擦因數突增,而MWEDM表面的摩擦因數受溫升影響不顯著。
對于不同電參數加工的 MWEDM 試件,摩擦因數之間的比較以及與轉速變化的關系如圖5所示。
由圖5可見:單個脈沖放電能量最小的微細1號試件,雖然其表面最光滑,但摩擦因數卻不是最小。由于放電能量的增加,溫度梯度增大,熱影響層的深度增加,放電點的表面溫度升高,即放電通道中有更多的帶電粒子以極高的速度轟擊工件表面,使放電凹坑變深,因此,放電能量越大則加工表面就越粗糙[8]。隨著凹坑深度的增加,凹坑的形狀變化較大,合適的放電能量可以得到更規則的凹坑形貌[9],從而影響動壓潤滑油膜的形成、厚度以及壓力分布。
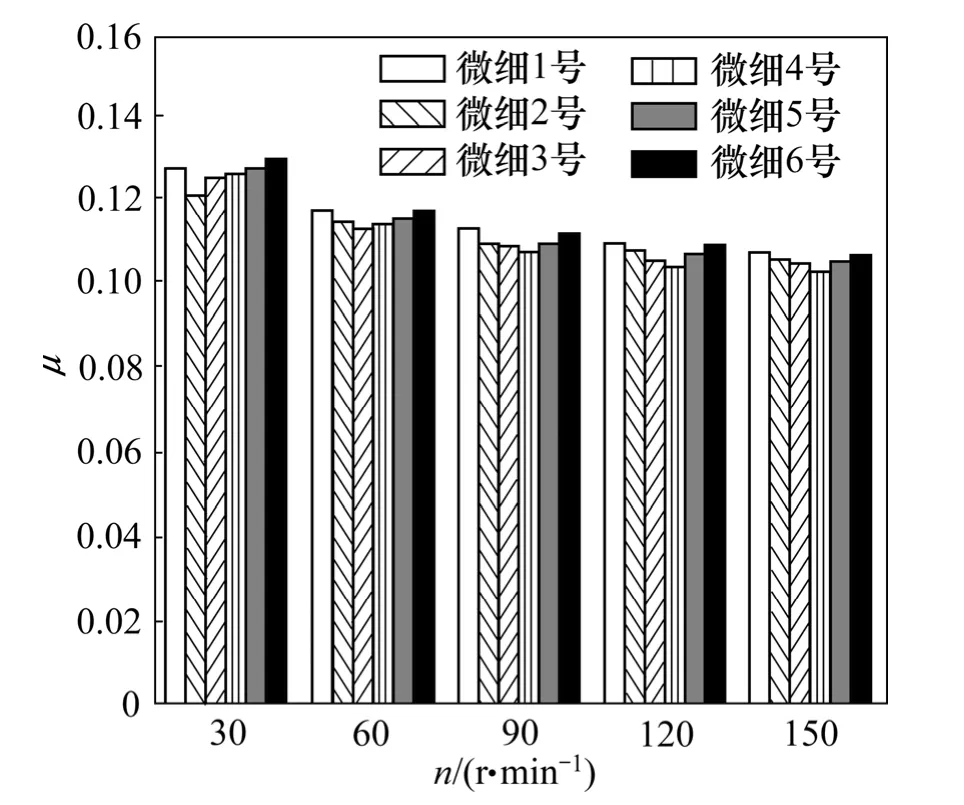
圖5 不同電參數加工的試件摩擦因數μ與轉速n的關系Fig.5 Relationship between friction coefficient and rotational speed of specimens under different electric parameters
通過有限元分析,獲得一定參數下油膜動壓力的的壓力場分布狀態,如圖6所示。
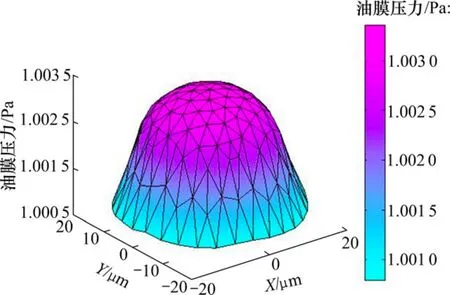
圖6 MWEDM表面單個微坑內的油膜壓力場Fig.6 Oil film pressure field for single micro-pit on micro-WEDM surface
MWEDM表面形貌固有特征,導致復制形狀于油膜壓力分布圖上的壓力上下波動,這種形狀復制使得粗糙表面的最大油膜壓力比理想光滑表面的最大油膜壓力大得多。而且表面粗糙度愈小,實際接觸面積也愈大,由于表面分子吸引力有效地發生作用,從而使得摩擦因數增大,因此,粗糙表面與光滑表面之間有1個使摩擦因數為最小的表面粗糙度[10]。MWEDM表面在潤滑狀態下,根據不同的相對滑動速度,選用適宜的加工電參數,可獲得較低的摩擦因數。本實驗中微細2號件相對表現為佳,μ最低,下降幅度在0.02之間,變化波動小,穩定性好。
2.3.2 不同載荷下的摩擦性能
選擇微細3號試件為上試件,對比實驗的上試件與前面所述實驗的試件相同。電動機輸出軸轉速為90 r/min,法向載荷分別為0.1,0.2,0.3,0.4和0.5 N。
摩擦因數同載荷之間的變化關系如圖7所示。
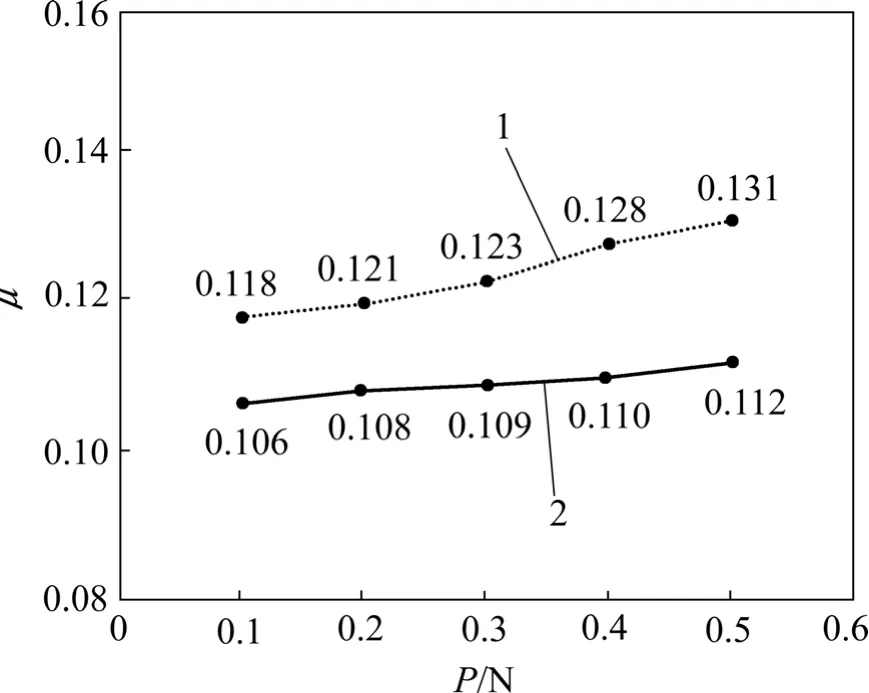
圖7 摩擦因數μ隨載荷P的變化曲線Fig.7 Relationship between friction coefficient and loads
從圖7可見:首先2種加工表面的摩擦因數都隨載荷的增加而增大。這是因為:隨著載荷的增大,油膜承受的壓力增大,油膜變薄,促進摩擦方式由液體摩擦向固體摩擦轉移,摩擦因數增加。其次,MWEDM表面的摩擦因數比磨削加工表面的摩擦因數小 10%~14%。在潤滑情況下,兩粗糙表面發生運動時,MWEDM表面上的凹坑就像許多微型水庫,不僅可以滯留潤滑油,而且可以為工作壁面提供潤滑油,為貧油區補充潤滑油,富油時就像很多滾珠軸承,起到產生良好流體動壓力的效果[11?13]。當法向載荷增大時,MWEDM表面沒有明顯的紋理方向,以及放電微凹坑具有各向同性的特點,當在擠壓的摩擦副間滴入潤滑油時, 底部的潤滑油得到保持,頂部的潤滑油只能沿著凹坑周圍的硬凸起流動;且微凹坑的三維形貌易于形成楔形收斂的間隙,從而利于在摩擦副表面之間形成動壓油膜,在油膜中建立的與外加載荷相平衡的壓力可將對磨表面近乎完全隔開,減少配副表面的直接接觸,有效地減小MWEDM表面的摩擦,降低磨損。當載荷較低時 MWEDM 表面的摩擦因數與超精磨削加工表面的摩擦因數差距較小,隨著載荷的增大兩者的差距也變大,而 MWEDM 表面摩擦因數基本不受影響,變化幅度為0.006,表現出良好的穩定性。這是因為 MWEDM 表面在微載荷加載實驗條件下,油膜未遭到破壞,潤滑狀態穩定,表現出良好的支承特性和儲油特性。
對于不同電參數加工的試件,摩擦因數之間的比較以及與載荷變化的關系如圖8所示。
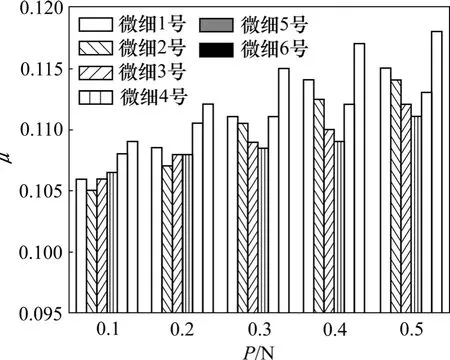
圖8 不同加工電參數的試件摩擦因數μ與載荷P的關系Fig.8 Relationship between friction coefficient and loads of specimens under different electric parameters
由圖8可見:摩擦配副表面之間存在潤滑油時,摩擦因數隨載荷的增加而增大。雖然脈沖放電能量最小的微細1號試件的表面粗糙度低,摩擦因數卻不是最小,而脈沖放電能量最大的微細6號試件的摩擦因數最大。隨著載荷的增加,微細4號件摩擦因數變化最小,相對穩定。這說明由于 MWEDM 過程中采用的加工電參數的不同,導致加工表面微觀形貌的主要組成部分微凹坑的數量、直徑和深度的變化,從而使潤滑油膜的承載能力有所不同。因此,在潤滑狀態下,根據不同的法向載荷,采用適當的加工電參數,可以使 MWEDM 獲得具有較低的摩擦因數、摩擦及潤滑性能最佳的表面,降低配副的磨損,延長使用壽命。
3 結論
(1) 基于MWEDM表面特性,其表面支承面積率從 0快速增加到5%,核心區容積和谷底區容積都較大,因此相同條件下,MWEDM表面的支承特性和液體滯留性均比超精磨削加工表面為優。
(2) 在不同轉速情況下,2種表面的摩擦因數都隨轉速的增加而減小,MWEDM表面摩擦因數比超精磨削加工表面的低8%~15%,當轉速達到一定數值后,超精磨削加工表面的摩擦因數出現上升拐點,而MWEDM表面摩擦因數無明顯變化。
(3) 在不同載荷情況下,2種加工表面的摩擦因數都隨載荷的增大而增大,MWEDM表面的摩擦因數比超精磨削加工表面的摩擦因數小10%~14%,且隨著載荷的增加兩者的摩擦因數差逐步加大。但是,MWEDM表面摩擦因數基本保持不變,表現出良好的摩擦磨損性能。
(4) 不同電參數加工的MWEDM表面在不同轉速和不同載荷的潤滑摩擦下,均處于邊界和流體潤滑狀態,且摩擦因數穩定;合理選擇 MWEDM 電參數既能提高加工效率,獲得所需的加工表面,又能降低摩擦因數,使其保持良好的摩擦磨損性能。
[1] Pham D T, Dimov S S, Bigot S, et al. Micro-EDM: Recent developments and research issues[J]. Journal of Materials Processing Technology, 2004, 149(1/2/3): 50?57.
[2] DING Haijuan, GUO Libin, CUI Hai. Statistical characteristic and parameter characterization of 3D surface micro-topography on micro-EDM[C]// Proceedings of the IEEE International Conference on Automation and Logistics. Shenyang, China:IEEE Press, 2009: 1094?1098.
[3] 周仲榮. 摩擦學發展前沿[M]. 北京: 科學出版社, 2006:36?48.ZHOU Zhongrong. Tribology development frontier[M]. Beijing:Science Press, 2006: 36?48.
[4] 丁海娟, 崔海, 郭黎濱. 油潤滑下微細電火花線切割加工表面的摩擦學特性[J]. 航空精密制造技術, 2011, 2(1): 30?33.DING Haijuan, CUI Hai, GUO Libin. Tribological properties of micro-WEDM surface under oil lubrication[J]. Aviation Precision Manufacturing Technology, 2011, 2(1): 30?33.
[5] Bigerelle M, Iost A. A numerical method to calculate the abbott parameters: A wear application[J]. Tribology International, 2007,40(9): 1319?1334.
[6] Schmahling J, Hamprecht F A. Generalizing the abbott-firestone curve by two new surface descriptors[J]. Wear, 2007, 262(11/12):1360?1371.
[7] 陸紀培, 田紅宇. 電火花加工表面形貌對潤滑性能的影響[J].電加工, 1985(6): 10?13.LU Jipei, TIAN Hongyu. Effect of electrical discharge machining surface morphology on lubrication performance[J].Electromachining, 1985(6): 10?13.
[8] 邵云鵬, 陸志猛. 放電參數對電火花線切割加工 Nd-Fe-B材料的影響[J]. 機械工程與自動化, 2009, 10(5): 87?89.SHAO Yunpeng, LU Zhimeng. Effect of discharge parameters on electrospark wire-electrode machining Nd-Fe-B[J].Mechanical Engineering & Automation, 2009, 10(5): 87?89.
[9] 程國柱, 劉志東, 田宗軍, 等. 基于 ANSYS電火花線切割加工的溫度場分析[J]. 電加工與模具, 2008(6): 24?26.CHENG Guozhu, LIU Zhidong, TIAN Zongjun, et al.Temperature field analysis based on ANSYS in WEDM[J].Electromachining & Mould, 2008(6): 24?26.
[10] 劉佐民. 摩擦學理論與設計[M]. 武漢: 武漢理工大學出版社,2009: 67?69.LIU Zuomin. Tribology theory and design[M]. Wuhan: Wuhan University of Science and Technology Press, 2009: 67?69.
[11] 李為松. 缸套微坑加工技術的應用基礎研究[D]. 太原: 中北大學機械工程與自動化學院, 2007: 28?35.LI Wei-song. The application of basic research about tiny-pit cyclinder wall of processing technolngy[D]. Taiyuan: North University of China. College of Mechanical Engineering and Automation, 2007: 28?35.
[12] Kraker A D, Ostayen R A J, Rixen D J. Calculation of stribeck curves for (water) lubricated journal bearings[J]. Tribology International, 2007, 40(3): 459?469.
[13] Kumar R, Kumar S, Prakash B, et al. Assessment of engine liner wear from bearing area curves[J]. Wear, 2000, 239(2): 282?286.
