球面光學(xué)元件表面疵病檢測技術(shù)研究*
2013-01-21 09:32:16劉纏牢
光學(xué)儀器 2013年2期
王 科,劉纏牢
(西安工業(yè)大學(xué) 光電工程學(xué)院,陜西 西安 710021)
引 言
光學(xué)元件經(jīng)拋光加工后元件表面尚存在有麻點、劃痕、破點、開口氣泡等疵病。在精密光學(xué)系統(tǒng)中,光學(xué)元件表面疵病能引起衍射而產(chǎn)生噪聲光斑,使系統(tǒng)精確度降低。同時表面疵病還會吸收大量光能量,產(chǎn)生熱應(yīng)力,使光學(xué)元件表面甚至整個光學(xué)系統(tǒng)遭受破壞。因此,對光學(xué)元件表面疵病的檢測十分必要。
目前,國內(nèi)對光學(xué)元件表面疵病的檢測方法主要是目測法[1-2],該方法受人為主觀因素的影響存在檢測效率低,檢測周期長等問題。對于大批量光學(xué)元件的快速檢測,目視法已不能滿足實際需求。針對這一問題,根據(jù)光學(xué)元件表面疵病對光的散射特性[3],目前已有不少基于機器視覺技術(shù)的自動化檢測方案[3-7]。這些方案對光學(xué)元件表面疵病的檢測精度已達微米級,但是其檢測對象主要是平面光學(xué)元件,而對球面光學(xué)元件表面疵病的檢測研究還相對較少。
現(xiàn)以球面光學(xué)元件為檢測對象(口徑Φ5~Φ50mm),根據(jù)光學(xué)元件表面疵病對光的散射特性,搭建了基于機器視覺技術(shù)的球面光學(xué)元件表面疵病檢測系統(tǒng),并通過實驗證明了該檢測系統(tǒng)能夠有效地檢測球面光學(xué)元件表面上的疵病。
1 檢測系統(tǒng)原理
采用基于散射法的光學(xué)元件表面疵病檢測的方法,原理如圖1所示,平行光以一定的角度斜入射至光學(xué)元件表面,若無疵病時(見圖1(a)),入射的平行光經(jīng)反射后仍以平行光出射;若有疵病存在時(見圖1(b)),平行光照射在疵病表面,產(chǎn)生的散射光進入光學(xué)成像系統(tǒng)(相機),通過成像系統(tǒng)對疵病成像,從而達到檢測疵病的目的。
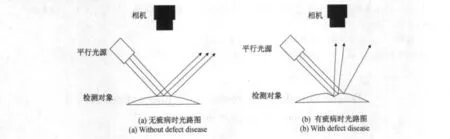
圖1 檢測原理Fig.1 Detection principle
2 檢測系統(tǒng)設(shè)計
2.1 檢測裝置
檢測裝置如圖2所示,由CCD相機、光源、轉(zhuǎn)動裝置、計算機組成。
計算機控制旋轉(zhuǎn)臺轉(zhuǎn)動帶動光學(xué)元件自轉(zhuǎn)的同時成像系統(tǒng)按虛線方向擺動,通過協(xié)調(diào)這兩種運動來完成對整個光學(xué)元件表面的掃描,進而獲得被測件表面的疵病圖像信息。最后將采集到的疵病圖像通過圖像處理得出其尺寸。
2.2 掃描檢測原理
如圖2所示,將光源環(huán)形分布在成像系統(tǒng)四周,光源發(fā)出的光會聚成一光斑(光斑尺寸要大于物方視場)斜入射至光學(xué)元件表面,光學(xué)元件表面的疵病接收到入射光后會產(chǎn)生散射光。透鏡在旋轉(zhuǎn)臺的帶動下以一定的速度旋轉(zhuǎn),從而使光斑掃描范圍覆蓋透鏡的一個圓環(huán)面,掃描完后將整個光學(xué)系統(tǒng)按虛線方向擺動,光斑在透鏡表面也移動一段距離,但整個光學(xué)系統(tǒng)的工作距離不變。然后再旋轉(zhuǎn)透鏡,光斑又掃描至下一個圓環(huán)面,如此往復(fù),直至掃描完整個透鏡表面。
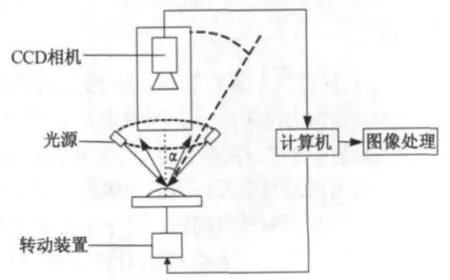
圖2 檢測系統(tǒng)Fig.2 Detection system
2.3 成像系統(tǒng)設(shè)計
光源的好壞對疵病成像質(zhì)量的影響是非常重要的。本文采用穩(wěn)定性和均勻性較好的LED點光源,光源顏色為白色,輸出功率為3W。光源加裝克拉鏡頭,提高輸出光斑的均勻性,采用斜入射照明的方式照射光學(xué)元件表面的疵病。
檢測系統(tǒng)要求被檢測元件表面疵病的尺寸在1μm左右,故成像系統(tǒng)的橫向分辨率必須小于1μm,為達到精度要求,系統(tǒng)需采用顯微成像原理來檢測疵病。顯微成像會放大疵病像的尺寸,若放大倍率太大會導(dǎo)致成像系統(tǒng)的物方視場太小(檢測范圍太小),檢測時間長,數(shù)據(jù)量大,達不到快速檢測的目的。基于上述問題,實驗選用了放大倍率為4.5倍的單筒顯微鏡。顯微物鏡的數(shù)值孔徑NA=0.13,在白色LED光源的照射下,系統(tǒng)分辨率σ≈2.6μm,在這種情況下是不能分辨1μm大小目標(biāo)的,但系統(tǒng)采用斜入射照明的方式,使疵病產(chǎn)生的散射像相對疵病本身有一個放大作用。因此,成像系統(tǒng)能夠達到所需的檢測精度。當(dāng)光學(xué)元件表面疵病的尺寸為1μm時,經(jīng)鏡頭放大4.5倍后為4.5μm。CDD的分辨率要小于4.5μm,由奈奎斯特成像原理可得CCD的像原尺寸最大為2.2μm。故選用像元尺寸為2.2μm,有效像素為2 592×1 944,芯片尺寸為1/2.5英寸的面陣黑白CCD并帶有Camera Link千兆網(wǎng)線接口,整個成像系統(tǒng)的物方視場為Φ4mm。
3 影響疵病成像質(zhì)量的因素分析
3.1 光源入射角的變化對疵病成像對比度的影響
在實驗中分析了光照角度的變化對疵病成像對比度的影響。針對同一個疵病在光源與鏡頭的夾角分別在20°、30°、40°、50°、60°、70°、80°的不同方向測得光學(xué)元件反射至成像系統(tǒng)的光照度大小,兩者構(gòu)成的對應(yīng)關(guān)系如圖3所示:
通過實驗發(fā)現(xiàn)隨著光源入射角度α(圖2)的變大,成像系統(tǒng)接收到的光能量減小,成像系統(tǒng)對疵病成像的對比度效果逐漸減弱,如圖4和圖5所示。
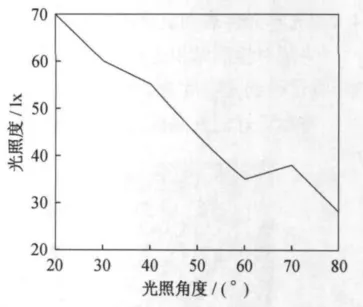
圖3 光照角度與成像系統(tǒng)接收到光照大小的關(guān)系圖Fig.3 Relationship diagram between illumination angle and received light intensity
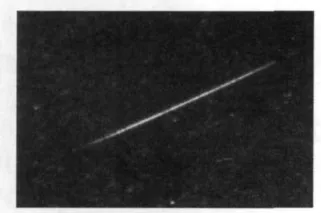
圖4 在30°時拍攝到的劃痕Fig.4 Scratch in 30°
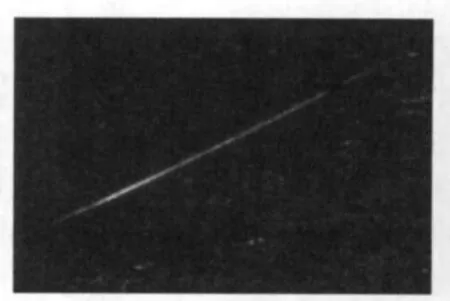
圖5 在70°時拍攝到的劃痕Fig.5 Scratch in 70°
引起該現(xiàn)象的主要原因是隨著角度的增大入射光無法進入劃痕疵病內(nèi)部,疵病不能產(chǎn)生散射光,造成成像系統(tǒng)不能采集到疵病的像。
光源的入射角度α在0~20°的范圍內(nèi)時,CCD拍攝到一副全白的圖像。說明在這段角度內(nèi)有大量的光被透鏡反射回到CCD,反射回的光強遠遠大于疵病的散射光強。此時無法辨別疵病的存在。因此,光源入射角選取30°時能較好地獲取清晰的圖像。
3.2 光強大小對疵病成像的影響
光源的照度在5×105lx,照射距離為50mm,照明光斑直徑為6mm時,在0~90°的照射范圍內(nèi)均無法采集到疵病的散射光所成的像。實驗證明,過強的光強使得雜散光過多地進入成像系統(tǒng)內(nèi)掩蓋了疵病的散射光,因此無法辨別疵病的存在;而在照射距離和照明光斑大小不變的情況下,光源照度減小到6×102lx時,在0~90°的照射范圍內(nèi)也無法采集到疵病的散射光。其原因是疵病的散射光強小于CCD所能探測的最小靈敏度。由此實驗中選用的照度達4.3×104lx,照射距離為50mm,照明光斑直徑為6mm的光照條件。
3.3 檢測系統(tǒng)所能檢測球面曲率半徑
由于檢測對象為球面光學(xué)元件,其面形的曲率變化會影響表面疵病的成像質(zhì)量,根據(jù)成像系統(tǒng)的景深,視場和曲率半徑關(guān)系為:

式中,R為光學(xué)元件的曲率半徑,d為成像系統(tǒng)的景深,H為視場半徑,其中景深d和視場半徑H是對應(yīng)變化的。經(jīng)過計算可得檢測系統(tǒng)能檢測到的光學(xué)元件曲率半徑最小為4mm。
4 實驗結(jié)果
4.1 光學(xué)元件表面疵病的標(biāo)定
為了對檢測結(jié)果進行評定,在檢測前對疵病進行了標(biāo)定。選取劃痕作為標(biāo)本,用電子顯微鏡進行觀察,測量得到其寬度為8μm。如圖6所示:
將標(biāo)定好的疵病放入實驗平臺進行檢測,如圖7所示為檢測系統(tǒng)所拍攝到的劃痕散射圖像。
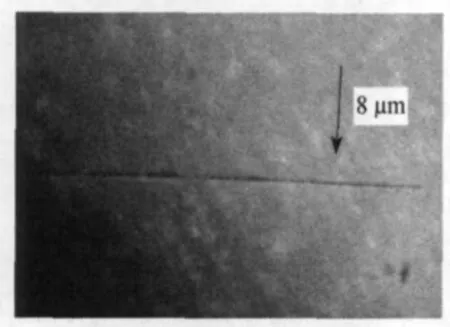
圖6 電子顯微鏡所拍劃痕寬度Fig.6 Scratch width taken by electron microscope
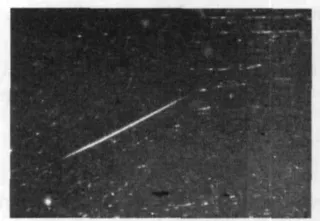
圖7 檢測系統(tǒng)所拍劃痕散射圖像Fig.7 Scratch scattering image taken by detection system
4.2 疵病特征值的計算
在計算疵病特征值前,需先對檢測系統(tǒng)所拍的散射圖像進行預(yù)處理[8],該過程包括了中值濾波,邊緣檢測,二值化的處理。
圖像的預(yù)處理能濾除圖像中存在的噪聲和不必要的信息,簡化特征值提取時的工作量并可提高特征值提取的精度。圖8是系統(tǒng)采集到的疵病原始圖,圖9為對圖8的直接進行二值化處理的結(jié)果,從圖中可以看出劃痕周圍有很多噪聲點存在,不利于后續(xù)特征值的提取。圖10則用原始圖經(jīng)過預(yù)處理后的二值圖,與圖9相比劃痕周圍的噪聲點明顯減少,利于特征值的計算。因此,對系統(tǒng)采集到的圖像進行預(yù)處理是不可或缺的。
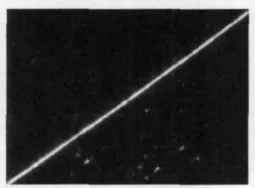
圖8 原始圖Fig.8 Original diagram

圖9 直接二值化圖Fig.9 Binarization figure
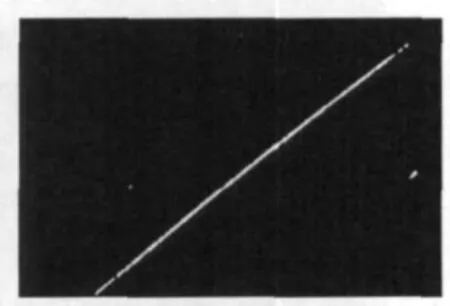
圖10 預(yù)處理后圖Fig.10 Pretreatment diagram
經(jīng)圖像預(yù)處理后,采用劃痕寬度的近似算法計算其特征值[9],經(jīng)過對疵病樣品多次實驗觀察發(fā)現(xiàn),由拋光磨砂顆粒形成的劃痕疵病,其形狀都近似直線。利用歐氏距離的算法計算疵病長度,再用MATLAB獲得二值圖像的面積,這里的面積可以理解為圖像中像素灰度值為1的像素個數(shù)。根據(jù)上面算出的劃痕的長度和面積,最終得出劃痕的寬度為9.6μm。
5 結(jié)論及分析
針對球面光學(xué)元件表面上的疵病,設(shè)計了基于散射成像原理的檢測系統(tǒng)。通過搭建實驗平臺,并對口徑為Φ14mm,曲率半徑為13mm的球面光學(xué)元件表面疵病進行了檢測,實驗結(jié)果表明,該檢測系統(tǒng)可對球面光學(xué)元件樣品表面10μm以下的疵病進行有效的檢測。
該檢測方法也存在一些不足的之處:CCD的量化誤差,顯微物鏡的橫向放大倍率誤差,以及掃描運動帶來的誤差都是影響測量精度的主要因素,在預(yù)處理后的圖像連續(xù)性和特征值提取方法上的誤差也是不能忽視的因素,針對這些問題在后續(xù)的工作中還需要進一步的研究,以不斷提高該檢測系統(tǒng)的精度。
[1] 戴民奎,徐德衍.光學(xué)元件的疵病檢測與研究現(xiàn)狀[J].光學(xué)儀器,1998,18(3):33-36.
[2] BAKER L R.Inspection of surface flaws by comparator microscopy[J].ApplOpt,1988,27(22):4620-4625.
[3] 楊甬英,陸春華,梁 蛟,等.光學(xué)元件表面缺陷的顯微散射暗場成像及數(shù)字化評系統(tǒng)[J].光學(xué)學(xué)報,2007,27(6):1031-1038.
[4] HUARD A.Visibility method to classify microscopic surface defect for both reflection and transmission system[J].SPIE,1985,525:36-42.
[5] 李艾星,楊天飴,張穎.基于機器視覺的精密光學(xué)元件表面疵病識別初步研究[J].重慶郵電大學(xué)學(xué)報(自然科學(xué)版),2007,19(4):442-445.
[6] 王 雪,謝志江,孫紅顏,等.大口徑精密光學(xué)元件表面疵病檢測系統(tǒng)研究[J].儀器儀表學(xué)報,2006,27(10):1262-1265.
[7] 程曉峰,徐 旭,張 林,等.基于高分辨率的大口徑光學(xué)元件疵病檢測[J].強激光與粒子束,2009,21(11):1678-1680.
[8] 高 文,陳熙林.計算機視覺算法與系統(tǒng)原理[M].北京:清華大學(xué)出版社,1999.
[9] 汪鳳全,楊甬英,孫丹丹.精密表面缺陷的數(shù)字化檢測系統(tǒng)研究[J].光學(xué)儀器,2006,28(3):71-75.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34