6MW風(fēng)力發(fā)電機(jī)定子扇形沖片鐵心疊壓模設(shè)計及應(yīng)用
2013-01-22 01:14:40許竹君
大電機(jī)技術(shù) 2013年2期
許竹君,余 冰
(國電聯(lián)合動力技術(shù)(宜興)有限公司,江蘇 宜興 214200)
前言
本公司試制的6MW雙饋異步風(fēng)力發(fā)電機(jī)所用定子沖片外圓直徑Φ1340mm,材質(zhì)為0.5mm厚的硅鋼片,而市場上銷售的硅鋼片最大寬度1200mm,故采用由6個扇形片的形式拼接成一塊整體定子沖片,從而降低了模具制作成本。扇形沖片的沖制特點是一次復(fù)沖成形,生產(chǎn)效率高,沖片精度好,不足之處是模具制作復(fù)雜,且不能通用,疊壓過程速度慢。
風(fēng)機(jī)鐵心采用斜槽的目的是削弱電機(jī)齒諧波磁場而引起的附加轉(zhuǎn)矩和電磁噪音,提高電機(jī)效率。對于一般的轉(zhuǎn)子鼠籠電機(jī)都采用轉(zhuǎn)子斜槽,而對于帶絕緣的繞線轉(zhuǎn)子就不方便了。繞線式異步電機(jī)削弱齒諧波的措施就是定子鐵心采用斜槽結(jié)構(gòu),即在整個鐵心長度上下齒槽斜過一個齒距,其目的是為了有效減少諧波的產(chǎn)生,降低諧波損耗,提高效率,并且提高了輸出波形質(zhì)量。由于該結(jié)構(gòu)的特殊性,這不僅給疊壓扇形沖片帶來了一定的困難,而且為疊壓模的制作精度增加了難度。針對疊壓工藝過程的困難,經(jīng)過反復(fù)論證研究,我們設(shè)計了定子扇形沖片疊壓模,成功地解決了定子扇形片疊壓困難的問題。
必須保證的兩個角度如圖1。
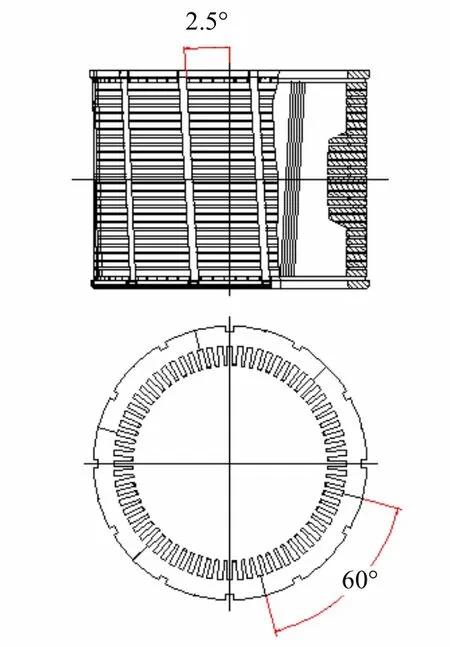
圖1
1 疊壓模的設(shè)計思路
定子沖片疊壓的尺寸精度要求取決于疊壓模的制造精度,由于定子鐵心斜槽結(jié)構(gòu),所以六個扇形必須有六根斜長鍵定位來保證其傾斜角度,每根斜長鍵沿圓周60°等分。整個疊壓過程中,必須保證疊壓模的兩個角度,即(1)斜長鍵的傾斜角度 2.5°。(2)每根斜長鍵沿圓周之間的夾角60°,這樣才能保證每個扇形片不會交錯,順利完成定子鐵心的疊壓。本公司設(shè)計制作的定子扇形沖片疊壓模在生產(chǎn)中不但解決了尺寸精度的問題,而且疊壓方法操作簡便,脫模順利。
疊壓模的結(jié)構(gòu):定子沖片的疊壓所使用的專用扇形沖片疊壓模,其結(jié)構(gòu)由下壓板、周向定位塊、螺桿、胎芯、吊環(huán)螺釘、上壓板、斜長鍵、預(yù)壓壓圈等組成,如圖2所示。
其中胎芯是由一個圓筒體外側(cè)三個固定筋板條和三個帶斜長鍵的定位筋板組成,這樣的設(shè)計一方面保證每個扇形片內(nèi)圓弧邊都有兩個點定位,另一方面減少了鐵心內(nèi)圓與胎芯外圓接觸面積,降低了摩擦力,便于脫模。
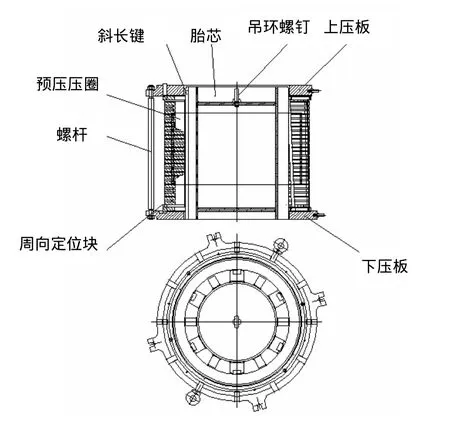
圖2 疊壓模結(jié)構(gòu)示意圖
2 疊壓原理分析
定子鐵心疊壓采用兩張扇形沖片為一疊,拼接成一圈后再旋轉(zhuǎn)30°疊第二層,接縫錯開,交叉疊裝,依次層層疊裝,并穿插疊入通風(fēng)槽板,由于是斜槽結(jié)構(gòu),疊壓模需用六根斜長鍵扭斜螺旋角2.5°來定位扇形沖片,定子鐵心內(nèi)孔尺寸由胎芯外徑來確定,每疊層槽形利用十二根較短的槽樣棒來保證。疊壓過半時,采用預(yù)壓壓圈進(jìn)行預(yù)壓,壓力參數(shù)2.4-3MPa,保壓15min。疊壓過程中,定子壓圈由上下壓板定位,并使用壓圈周向定位塊。因胎芯為非脹胎結(jié)構(gòu),給定子鐵心脫模帶來困難。為保證順利脫模,疊壓模上下壓板設(shè)置了4個螺桿固定住鐵心。保壓狀態(tài)下焊接筋板,焊接采用氣體保護(hù)焊,焊接順序為軸向交錯焊接,周向?qū)ΨQ焊接,待鐵心冷卻后再撤除壓力,如此可盡量減少焊接變形,同時保證鐵心內(nèi)圓和槽形的整齊。
3 疊壓后鐵心尺寸精度分析
脫模焊接后對定子鐵心各部位的尺寸進(jìn)行檢測,槽口用通規(guī)能順利通過,內(nèi)孔尺寸發(fā)現(xiàn)下端比上端要大0.14mm,如圖3所示。
分析原因:(1)脫模時由于張力引起沖片擴(kuò)張。(2)疊壓加壓后疊片之間產(chǎn)生蠕動、位移。通過測量疊壓后的定子鐵心內(nèi)孔尺寸在公差范圍之內(nèi),但是為確保鐵心尺寸精度,仍需對疊壓模進(jìn)行改進(jìn)。為此,我們將鐵心外圓增添了哈夫抱箍結(jié)構(gòu),如圖4所示。
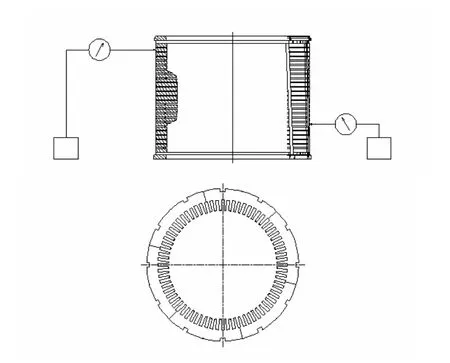
圖3 定子鐵心外圓位移示意圖

圖4 定子鐵心加壓后變形示意圖
通過對鐵心外圓的緊固,有效地防止了疊壓時沖片產(chǎn)生的蠕動和位移。
4 結(jié)束語
通過分析,工藝方案制定及疊壓模具驗證說明該沖片疊壓模的設(shè)計切實可行,達(dá)到工藝要求與圖紙的設(shè)計要求,解決了扇形沖片疊壓的尺寸精度要求,槽形整齊而無需修理,一次成形,結(jié)構(gòu)簡單,沖片精度好,操作方便,為發(fā)電機(jī)批量生產(chǎn)奠定了基礎(chǔ),有明顯的經(jīng)濟(jì)效益,值得推廣應(yīng)用。
[1]方日杰. 電機(jī)制造工藝學(xué)[M]. 北京: 北京機(jī)械工業(yè)出版社, 1995.
