鋁合金熱沖壓成形質量影響因素
2013-02-07 01:49:48傅壘王寶雨孟慶磊周靖林建國
中南大學學報(自然科學版) 2013年3期
關鍵詞:質量
傅壘,王寶雨,孟慶磊,周靖,林建國,
(1. 北京科技大學 機械工程學院,北京,100083;2. 北京航空制造工程研究所 金屬成形技術研究中心,北京,100024;3. 帝國理工學院 機械工程系,倫敦,SW72AZ)
鋁合金熱沖壓成形質量影響因素
傅壘1,王寶雨1,孟慶磊2,周靖1,林建國1,3
(1. 北京科技大學 機械工程學院,北京,100083;2. 北京航空制造工程研究所 金屬成形技術研究中心,北京,100024;3. 帝國理工學院 機械工程系,倫敦,SW72AZ)
建立鋁合金熱沖壓成形的有限元模型,研究坯料初始溫度、沖壓速度、壓邊力及摩擦因數對板料成形質量的影響,通過鋁合金熱沖壓實驗驗證有限元模擬的可靠性。研究結果表明:400~500 ℃是可行的坯料成形初始溫度范圍;沖壓速度增大,成形質量較差,超過一定限度時,沖壓速度的增大對板料成形質量影響較小;壓邊力超過15 kN時,鋁合金板料可能產生破裂失效;良好的潤滑是鋁合金熱沖壓成形的必要條件,摩擦因數小于0.15時,板料不會被拉裂。
鋁合金;成形質量;有限元模擬;熱沖壓
隨著汽車行業的迅速發展,環境污染和資源短缺問題日益突出,節約資源和減少污染成為汽車行業亟待解決的兩大問題。著眼于可持續發展,減輕汽車質量,降低燃油消耗及減少排放污染的任務顯得尤為迫切,汽車輕量化技術是解決這些問題的重要途徑之一[1?2]。研究結果表明,汽車質量每減少10%就可以降低6%~8%的燃油消耗[3]。鋁合金具有密度小、比強度高、耐腐蝕性強,抗沖擊性能好和再回收能力強等一系列優良特性,并且資源相對豐富,將成為汽車工業中最具競爭的輕質材料[4?5]。但是鋁合金在室溫條件下其成形性能較差,總伸長率小,且彈性系數僅為鋼板的1/3,成形時金屬流動困難,從而其應用受到一定的限制[6]。在高溫下鋁合金塑性好、變形抗力低、成形難度低,因此,鋁合金的熱沖壓成形技術受到人們的廣泛關注[7?8]。本文作者以某汽車門內防撞梁為例,研究了鋁合金熱沖壓成形質量的影響因素,包括坯料初始溫度、壓邊力、摩擦因數和沖壓速度,得出了適合鋁合金熱沖壓成形的工藝條件,為鋁合金熱沖壓技術在汽車行業的應用提供了理論參考。
1 有限元模型的建立
門內防撞梁是汽車重要零部件,其結構如圖1所示,該防撞梁長1 090 mm,寬122 mm,厚2 mm,最大拉深深度為35 mm(圖1中的危險區域處),危險區域處的厚度分布是衡量該防撞梁成形質量的重要標準之一,該區域由于受到各向應力的作用而厚度使發生變化,嚴重到一定程度就會導致成形失敗。破裂是板材成形最重要的失效形式,一般通過最大減薄率或最小厚度來判斷,認為最大減薄率超過 30%[9],即最小厚度為1.4 mm時防撞梁發生破裂失效。本文以危險區域內長度方向距對稱中心400 mm的危險截面(圖1中 A?A截面)的厚度分布為研究對象,來分析各因素對鋁合金熱沖壓成形質量的影響。
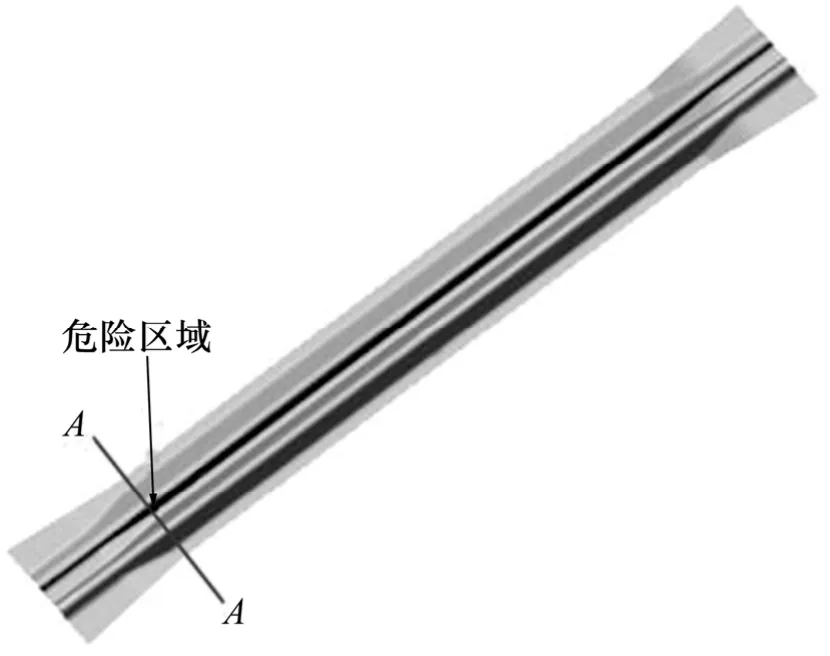
圖1 汽車門內防撞梁與危險截面Fig.1 Anti-collusion bumper inside door and most dangerous section
防撞梁具有軸對稱性,為了減少計算量,取梁的1/4建立有限元模型,熱沖壓有限元模型如圖2所示。其中板料為彈塑性變形體,凸凹模及壓料板為剛性體,模型中各部分網格均采用自動剖分功能來劃分,總單元數為2 900,其中板料單元采用熱機耦合4節點B-T殼單元,單元數為1 000。坯料厚度為2 mm,凸凹模間隙為 2.2 mm。材料采用汽車工業應用比較廣泛的AA6111鋁合金,其基本參數為:彈性模量E=70 GPa,泊松比μ=0.3,密度ρ=2 700 kg/m3,與軋制方向成0°,45°和 90°時的厚向異性系數 r0=0.66,r45=0.6,r90=0.76。
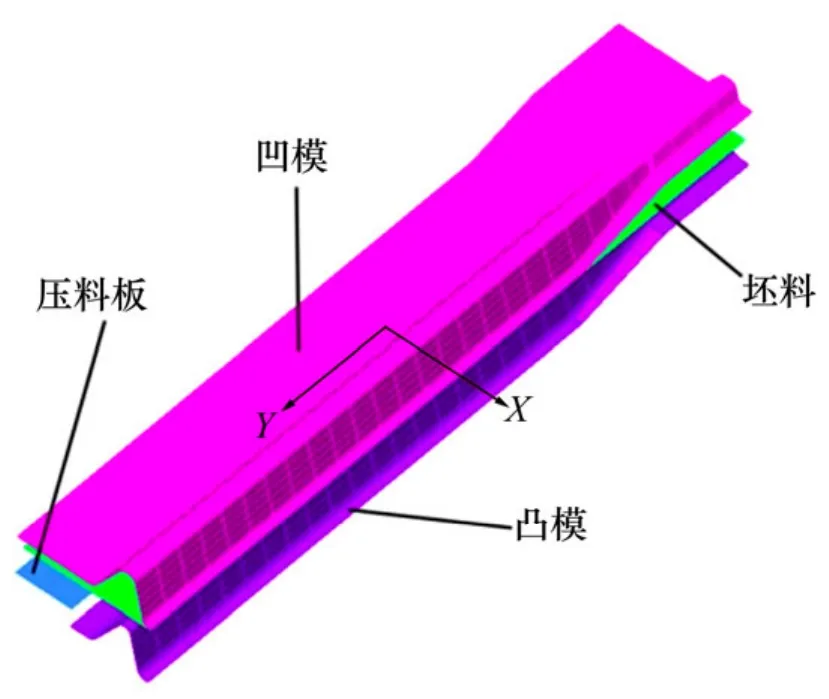
圖2 鋁合金防撞梁熱沖壓有限元模型Fig.2 Finite element model of anti-collusion bumper in hot stamping
材料的熱物性系數是影響熱成形的重要參數[10],AA6111鋁合金的熱物性參數為:比熱容 cp=920 J/(kg·℃),熱傳遞系數H=167 W/(m·℃),熱耗散系數F=2.5×10?5。熱邊界條件通過對模具設置強制溫度來定義,在室溫條件下,將凸模、凹模和壓料板的溫度設為25 ℃。熱接觸條件通過設置可變的熱傳遞系數來定義,本模型根據模具和板料的間隙來定義可變的熱傳遞系數,為簡化計算,當模具與板料距離小于2.01 mm,熱傳遞系數設為14 kW/(m2·℃)[11],模具與板料距離超過2.01 mm,熱傳遞系數設為0 kW/(m2·℃),即模具與板料之間無熱傳遞。
計算中采用Hill90屈服準則,考慮了板料彎曲和非彎曲狀態下的各種行為。其主應力表達式為[12]:

式中:a和b均為表征各向異性的材料參數;α為應力主軸1到x逆時針方向的夾角;bi為等雙拉屈服應力;τ為材料純剪切狀態下的屈服應力;m為屈服參數;r45和σ45分別為與軋制方向成45°時的厚向異性指數和屈服應力。
在熱沖壓成形過程中,必須考慮溫度變化引起的增塑效應和內能變化,需要多條不同溫度下的硬化曲線,AA6111鋁合金在不同溫度及應變速率下的應力?應變曲線如圖3所示。
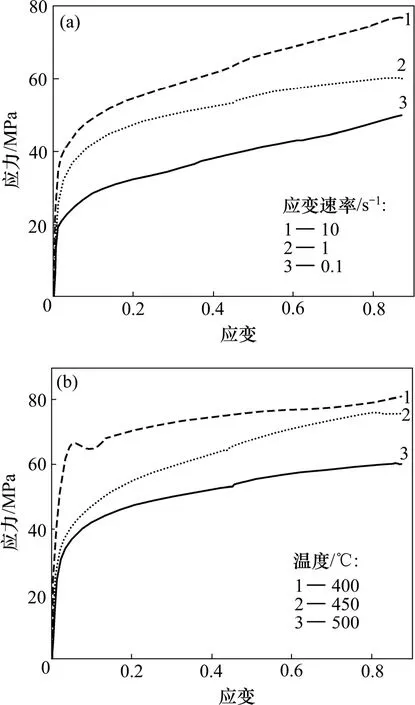
圖3 AA6111鋁合金應力?應變曲線Fig.3 Stress?strain curves of AA6111 aluminum alloy
2 模擬結果及分析
基于上述有限元模型,改變相應的工藝參數對AA6111鋁合金的熱沖壓成形進行模擬,壓邊力為10 kN,摩擦因數為0.12,沖壓速度為100 mm/s,坯料初始溫度為500 ℃時板料的厚度分布如圖4所示。可見:該工況下沒有發生破裂失效。
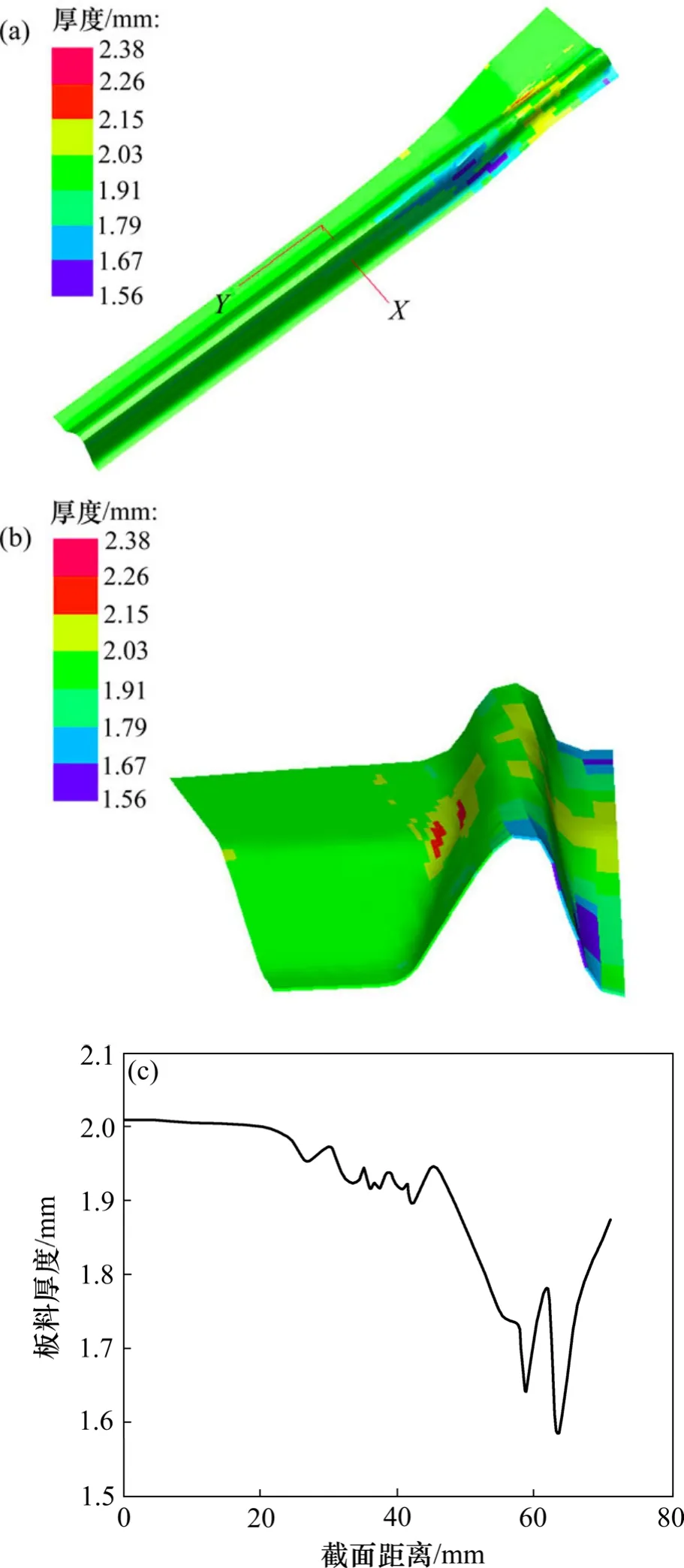
圖4 板料的厚度分布Fig.4 Distribution of blank thickness
2.1 坯料初始溫度對成形質量的影響
圖5所示為壓邊力10 kN,沖壓速度為100 mm/s,摩擦因數0.12條件下,坯料初始溫度為400,450,500℃時危險截面各點的厚度分布曲線。從圖5可知:距邊緣截面距離為0~20 mm處,各工況下的板料厚度比較均勻,為2 mm左右,此處為壓邊區,在壓邊力合適的情況下,該處的成形質量較好;截面距離為20~45 mm處,各工況下板料厚度相差不大,且減薄率只有10%以下,但是各自出現了一些波動,此處為傳力區,主要起著連接壓邊區與成形區的作用,只要壓邊區的材料能夠順利地進入凹模型腔,傳力區的金屬流動就會比較順暢,從而使該處板料的成型質量較好;截面距離為45 mm到截面中心處的區域為主要成形區,該處的成形質量好壞決定著板料成形是否失效,各工況下板料厚度相差較大,且減薄率都達到了15%以上,為危險截面的危險區,研究此處的厚度分布,對分析板料的成形質量有著重要意義。
由圖5可知,隨著溫度的升高,各曲線的最低點相應降低,即危險截面的最小厚度逐漸減小,在 500℃,為1.56 mm,大于破裂失效的最小厚度(1.4 mm),說明在上述3種工況下,板料均未發生破裂失效,在坯料初始溫度為400 ℃成形質量最好。鋁合金在熱沖壓條件下,應變率相同時,隨著溫度的升高,其流變應力逐漸減小,成形極限逐漸提高[13?14]。但是,在成形深度一定的情況下,流變應力越小,成形區的金屬越容易發生流動,應變率相同時,壓邊區的材料通過傳力區到達成形區的材料反而減少,從而使板料在不發生破裂的情況下減薄越嚴重,即最小厚度越小。由此可見,對于確定的零件,在保證成形不失效的情況下,選擇合適的坯料初始溫度對板料的成形質量有重大的影響。
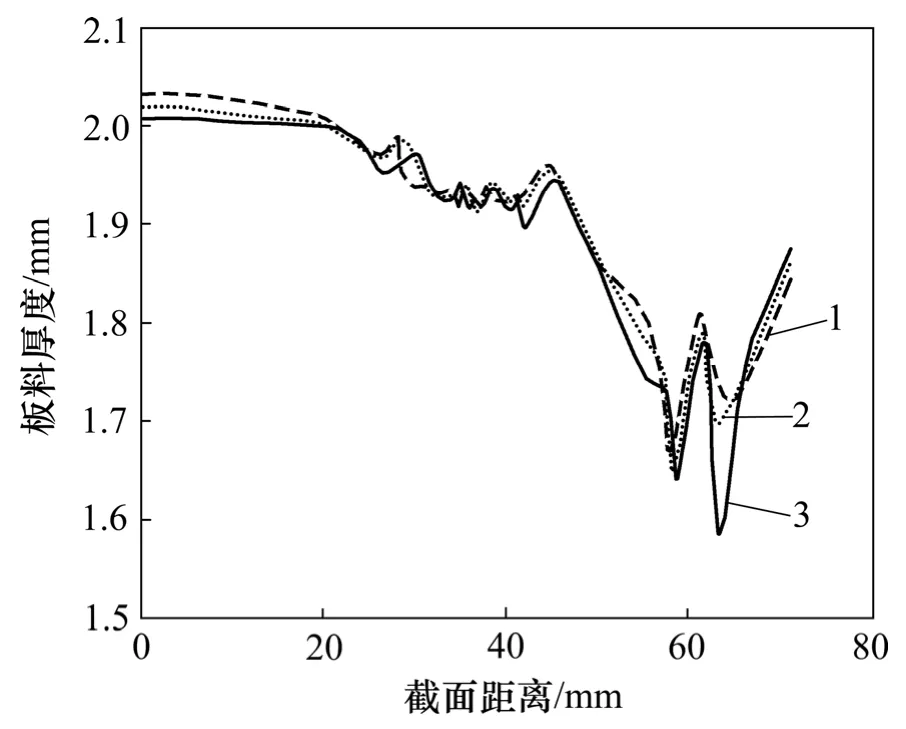
圖5 板料危險截面各點在不同坯料初始溫度下的厚度分布曲線Fig.5 Thickness curves of dangerous section at different initial blank temperatures
2.2 沖壓速度對成形質量的影響
圖6所示為坯料初始溫度500 ℃,壓邊力10 kN,摩擦因數0.12條件下,沖壓速度為50,100和200 mm/s時危險截面各點的厚度分布曲線。從圖6可知:壓邊區與傳力區的成形質量較好,減薄率均在10%以下。隨著沖壓速度的提高,成形區各曲線的最低點逐漸降低。當沖壓速度為100 mm/s和200 mm/s時,2條曲線的變化趨勢幾乎一樣,即危險截面的厚度分布相差不大,最小厚度都在1.55 mm左右;而沖壓速度為50 mm/s時,危險截面的最小厚度為1.68 mm,其成形質量最好。
沖壓速度對鋁合金熱沖壓時材料的應變率及成形過程中鋁合金的動態回復與動態再結晶有著重大影響。在相同溫度下,隨著沖壓速度的提高,材料的應變率相應增大,高溫下鋁合金發生動態回復與動態再結晶受到限制,應變硬化得不到松弛,使得變形抗力增加[15]。當沖壓速度為50 mm/s時,鋁合金能夠較好的發生動態回復與動態再結晶,變形抗力小,壓邊區的材料能夠順利地通過傳力區進入到成形區,從而使板料危險截面的最小厚度較大,成形質量較好;當沖壓速度為100 mm/s和200 mm/s時,由于應變率較大,動態回復和動態再結晶都受到抑制,變形抗力較大,使成形區材料的流入受到一定的阻礙,從而板料危險截面的最小厚度較小。高溫下,當沖壓速度達到一定程度時,鋁合金的動態回復與動態再結晶受抑制的程度基本上相同,此時,在其他條件不變的情況下,增加沖壓速度對板料的成形質量影響較小。
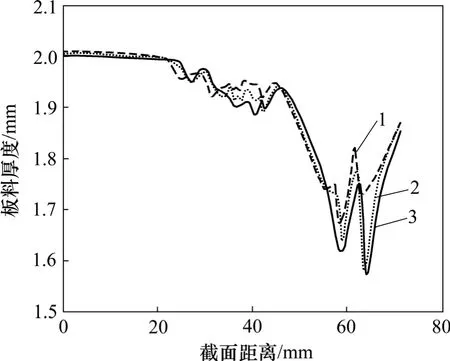
圖6 板料危險截面各點在不同沖壓速度下的厚度分布曲線Fig.6 Thickness curves of dangerous section at different drawing velocities
2.3 壓邊力對成形質量的影響
圖7所示為坯料初始溫度500 ℃,沖壓速度100 mm/s,摩擦因數0.12條件下,壓邊力分別為2.5,10和15 kN時危險截面各點的厚度分布曲線。從圖7可知:壓邊區與傳力區的成形質量較好,減薄率均在10%以下。隨著壓邊力的增大,成形區各曲線的最低點逐漸降低,并且趨勢非常明顯。當壓邊力為15 kN時,成形區的最小厚度為1.38 mm,小于破裂失效的最小厚度(1.4 mm),此時,板料發生了破裂失效,成形失敗。
壓邊力是板料成形中的一個重要工藝參數,合理控制壓邊力可以有效地控制材料的流動,對板料的成形質量有著重要影響,當板料不發生破裂時,增大壓邊力可以提高材料的極限拉伸比,避免起皺等[16]。在其他條件相同的情況下,當壓邊力增大到一定程度,壓邊區的材料很難通過傳力區進入成形區,使成形區材料過度減薄,引起該區域的等效應力急劇增大,當等效應力大于材料的抗拉強度時發生破裂。在保證壓邊區不起皺的條件下,壓邊力越小,板料的成形質量越好。

圖7 板料危險截面各點在不同壓邊力下的厚度分布曲線Fig.7 Thickness curves of dangerous section at different BHFs
2.4 摩擦因數對成形質量的影響
圖8所示為坯料初始溫度500 ℃,沖壓速度100 mm/s,壓邊力10 kN條件下,摩擦因數分別為0.12,0.15,0.20時危險截面各點的厚度分布曲線。從圖10可知:壓邊區與傳力區的成形質量較好,減薄率均在10%以下。隨著摩擦因數的增大,成形區各曲線的最低點急劇降低。摩擦因數為0.15時,板料最小厚度僅為1.42 mm,瀕臨破裂,而摩擦因數為0.20時,板料最小厚度為0.85 mm,板料早已發生破裂失效,成形失效。由此可知:在板料成形過程中,良好的潤滑條件是成形成功的必要條件。
在其他條件相同的情況下,摩擦因數的增大,不僅會增加壓邊區材料進入成形區的難度,并且在成形區內,由于摩擦力的作用,危險截面各處材料流動不均,容易在應力集中地方產生急劇減薄而發生破裂。協調好壓邊力與沖壓力的關系,創造良好的潤滑條件,對提高板料的成形質量有著極其重要的意義。

圖8 板料危險截面各點在不同摩擦因數下的厚度分布曲線Fig.8 Thickness curves of dangerous section at different friction coefficients
3 實驗結果驗證
通過設置不同的工藝參數對AA6111鋁合金防撞梁進行了一系列熱沖壓實驗。取坯料初始溫度450 ℃,沖壓速度100 mm/s,壓邊力10 kN,摩擦因數0.12的實驗結果與其比較。危險截面的模擬仿真結果與實際測量結果厚度分布如圖9所示。通過比較發現,模擬仿真結果與沖壓實驗結果比較接近,厚度變化趨勢大致相同,說明模擬仿真結果可靠,為指導實際工藝生產奠定了理論基礎。
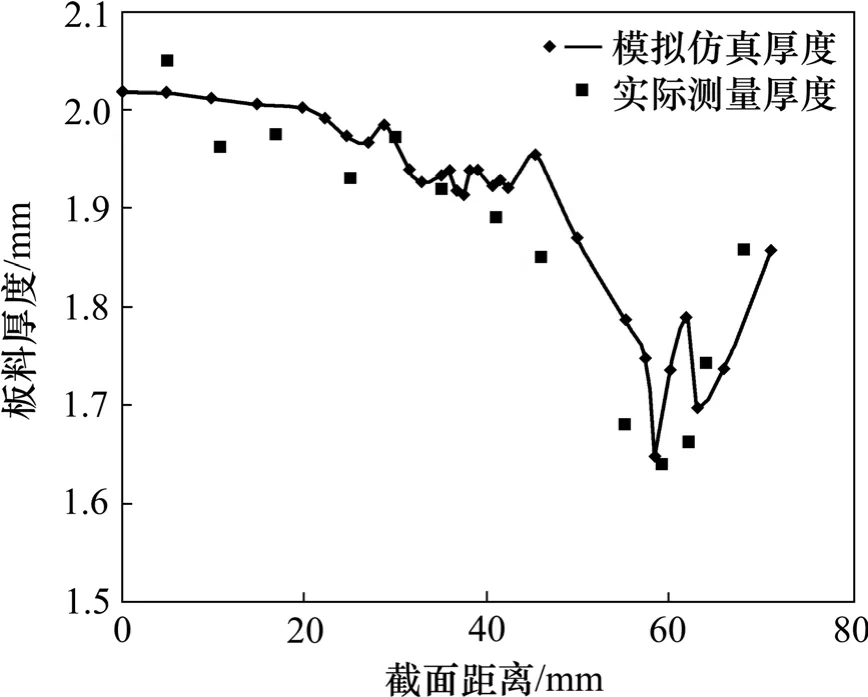
圖9 板料危險截面的厚度分布對比Fig.9 Comparison of thickness of dangerous section by experiment and simulation
4 結論
(1) 在成形不失效的情況下,坯料初始溫度提高,鋁合金板料減薄增大,AA6111鋁合金成形的初始溫度范圍為400~500 ℃。
(2) 沖壓速度越高,成形質量較差,但當超過一定限度時,沖壓速度的增大對板料成形質量影響較小。
(3) 壓邊力是影響鋁合金成形質量的重要因素,板料最小厚度隨著壓邊力增大而減小, 當超過15 kN時,就可能產生破裂失效,導致成形失敗。
(4) 良好的潤滑是鋁合金熱沖壓成形的必要條件,當摩擦因數小于0.15時,成形可以順利進行,而超過0.15時,就會使零件嚴重減薄,導致成形失敗。
[1] 邵光杰, 張恒華, 許珞萍. 汽車用鋁合金材料及熱處理進展[J]. 金屬熱處理, 2004, 29(1): 29?32.
SHAO Guangjie, ZHANG Henghua, XU Luoping. Progress on aluminum alloys and their heat treatment for automobile materials[J]. Heat Treatment of Metals, 2004, 29(1): 29?32.
[2] 丁向群, 何國求. 6000系汽車車用鋁合金的研究進展[J]. 材料科學與工程學報, 2005, 23(2): 302?305.
DING Xiangqun, HE Guoqiu. Advance in studies of 6000 aluminum alloy for automobile[J]. Journal of Materials Science& Engineering, 2005, 23(2): 302?305.
[3] 馬鳴圖, 游江海, 路洪洲. 汽車輕量化以及鋁合金汽車板的應用[J]. 新材料產業, 2009(9): 34?37.
MA Mingtu, YOU Jianghai, LU Hongzhou. Lightweight automobile and application of aluminum alloys automotive sheet[J]. Advanced Materials Industry, 2009(9): 34?37.
[4] 關紹康, 姚波, 王迎新. 汽車鋁合金車身板材的研究現狀及發展趨勢[J]. 機械工程材料, 2001, 25(5): 12?14.
GUAN Shaokang, YAO Bo, WANG Yingxin. The progress and prospect of research on aluminum alloys for auto sheets[J].Materials for Mechanical Engineering, 2001, 25(5): 12?14.
[5] 王孟君, 黃電源, 姜海濤. 汽車用鋁合金的研究進展[J]. 金屬熱處理, 2006, 31(9): 34?38.
WANG Mengjun, HUANG Dianyuan, JIANG Haitao. Research progress of aluminum alloys for the automotive industry[J]. Heat Treatment of Metals, 2006, 31(9): 34?38.
[6] Palumbo G, Tricarico L. Numerical and experimental investigations on the warm deep drawing process of circular aluminum alloy specimens[J]. Journal of Materials Processing Technology, 2007, 184(1/3): 115?123.
[7] LI Daoming, Amit K G. Biaxial wall forming behavior of aluminum sheet alloys[J]. Journal of Materials Processing Technology, 2004, 145(1/3): 281?193.
[8] Mohamed S M, Alistair D F, LIN Jianguo. Investigation of deformation and failure features in hot stamping of AA6082:Experimentation and modeling[J]. International Journal of Machine Tools & Manufacture, 2012, 53(1/3): 27?38.
[9] 陳文亮. 板料成形CAE分析教程[M]. 北京: 機械工業出版社,2005: 147?149.
CHEN Wenliang. Analysis tutorial of sheet metal forming CAE[M]. Beijing: China Machine Press, 2005: 147?149.
[10] 劉紅生, 包軍, 刑忠文. 高強鋼板熱沖壓成形熱力耦合數值模擬[J]. 材料科學與工藝, 2010, 18(4): 459?463.
LIU Hongsheng, BAO Jun, XING Zhongwen. Numerical simulation on channel shape hot stamping of 22MnB5 high-strength sheet metal based on thermo-mechanical coupled method[J]. Materials Science & Technology, 2010, 18(4):459?463.
[11] 張立文, 朱德才, 刑磊, 等. 鋁合金與 5CrMnMo模具鋼界面接觸換熱系數實驗研究[J]. 大連理工大學學報, 2009, 49(1):60?64.
ZHANG Liwen, ZHU Decai, XING Lei, et al. Experimental measurement on thermal contact conductance coefficient between aluminum alloys and 5CrMnMo die steel[J]. Journal of Dalian University of Technology, 2009, 49(1): 60?64.
[12] 吳向東, 萬敏, 周賢賓. 比例加載路徑下板料本構模型的建立及實驗驗證[J]. 中國機械工程, 2006, 17(19): 1993?1996.
WU Xiangdong, WAN Min, ZHOU Xianbin. Theoretical and experimental study on constitutive modeling of sheet metal under proportional loading path[J]. China Mechanical Engineering, 2006, 17(19): 1993?1996.
[13] 劉合軍, 郎利輝, 李濤. 鋁合金板材溫熱成形性能[J]. 塑性工程學報, 2009, 16(3): 145?148.
LIU Hejun, LANG Lihui, LI Tao. Investigation of formability of aluminum alloy sheet at elevated temperature[J]. Journal of Plasticity Engineering, 2009, 16(3): 145?148.
[14] Tstuso N, Fusahito Y. Deep drawability of type 5083 aluminum-magnesium alloy sheet under various conditions of temperature and forming speed[J]. Journal of Materials Processing Technology, 1999, 80/90: 19?23.
[15] 林鈞品, 程荊衛. Al-2Mg合金的動態再結晶[J]. 中國有色金屬學報, 1999, 9(3): 510?514.
LIN Junping, CHENG Jingwei. Dynamic recrystallization during hot torsion of Al-2Mg alloy[J]. The Chinese Journal of Nonferrous Metals, 1999, 9(3): 510?514.
[16] 王孟君, 周威. 汽車用 5182鋁合金的溫拉深成形性能[J]. 中南大學學報: 自然科學版, 2010, 41(3): 936?939.
WANG Mengjun, ZHOU Wei. Forming properties of 5182 aluminum alloy for automotive body sheet during warm deep drawing processes[J]. Journal of Central South University:Science and Technology, 2010, 41(3): 936?939.
(編輯 趙俊)
Factors affecting quality in hot stamping of aluminum alloy
FU Lei1, WANG Baoyu1, MENG Qinglei2, ZHOU Jing1, LIN Jianguo1,3
(1. School of Mechanical Engineering, University of Science and Technology Beijing, Beijing 100083, China;2. Research Center of Metal Forming Technology, Aeronautical Manufacturing Technology Research Institute Beijing,Beijing 100024, China;3. Department of Mechanical Engineering, Imperial College, London SW72AZ, UK)
A finite element model was established for hot stamping of aluminum alloy, and the factors affecting quality were investigated including initial blank temperature, stamping velocity, blank holder force (BHF) and friction coefficient.The reliability of finite element simulation was proved by the hot stamping experiments of aluminum alloy. The results indicate that initial blank temperature of 400?500 ℃ is feasible in hot stamping. The quality will be weakened with the increase of stamping velocity, however, the effects are limited when certain extents are exceeded. Fracture occurs when BHF is more than 15 kN. Good lubrication is necessary for hot stamping of aluminum alloy. Forming will be successful while friction coefficient is less than 0.15.
aluminum alloy; forming quality; finite element simulation; hot stamping
TU512.4
A
1672?7207(2013)03?0936?06
2012?07?02;
2012?09?15
國家自然科學基金資助項目(50975023);國家科技重大專項(2009ZX04014-074-02)
王寶雨(1964?),男,山東成武人,研究員,博士生導師,從事零件軋制成形技術及模具數字化設計與制造方面的研究;電話:010-82375396;E-mail: bywang@ustb.edu.cn
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
