激光焊典型對接接頭焊接性能研究
2013-03-12 06:51:34高瑞全韓曉輝何智勇趙延強
電焊機 2013年3期
高瑞全,韓曉輝,何智勇,趙延強
(南車青島四方機車車輛股份有限公司,山東青島266000)
0 前言
激光焊是通過聚焦高能量的激光束,在移動過程中照射到被連接部位的表面進行高效焊接的方法。作為一種成熟的熔化焊工藝,激光焊在歐洲和日本的不銹鋼軌道車輛的車體制造中已得到廣泛應(yīng)用。主要用于不銹鋼車體側(cè)墻、端墻等外露部件的焊接,能夠大大提升不銹鋼車輛的商品化質(zhì)量和制造工藝水平。
激光焊與電阻焊及各種氣體保護焊相比,其突出優(yōu)點是光束狹窄、能量高、速度快、熱影響區(qū)小及焊縫質(zhì)量好,更能滿足車體外觀及強度的要求[1-2]。在此主要研究奧氏體不銹鋼材料激光焊對接接頭外觀形貌、力學(xué)性能、金相組織及硬度等焊接性能。
1 試驗方法
1.1 試驗材料和設(shè)備
試板材料為2-SUS301L-ST;機械性能見表1,材料化學(xué)成分見表2;試板尺寸400 mm×200 mm×2 mm,焊接沿長度方向進行;焊接設(shè)備:CO2激光焊接系統(tǒng)(P=6 000 W)。

表1 2-SUS301L-ST的機械性能
1.2 試驗方法
首先使用丙酮溶液將焊接試板表面擦拭干凈、去油去污,然后采用激光焊接專用夾具將試板固定在工裝上。用選定參數(shù)進行激光對接焊接試驗,焊接參數(shù)和編號如表3所示。

表2 SUS301L的化學(xué)成分 %
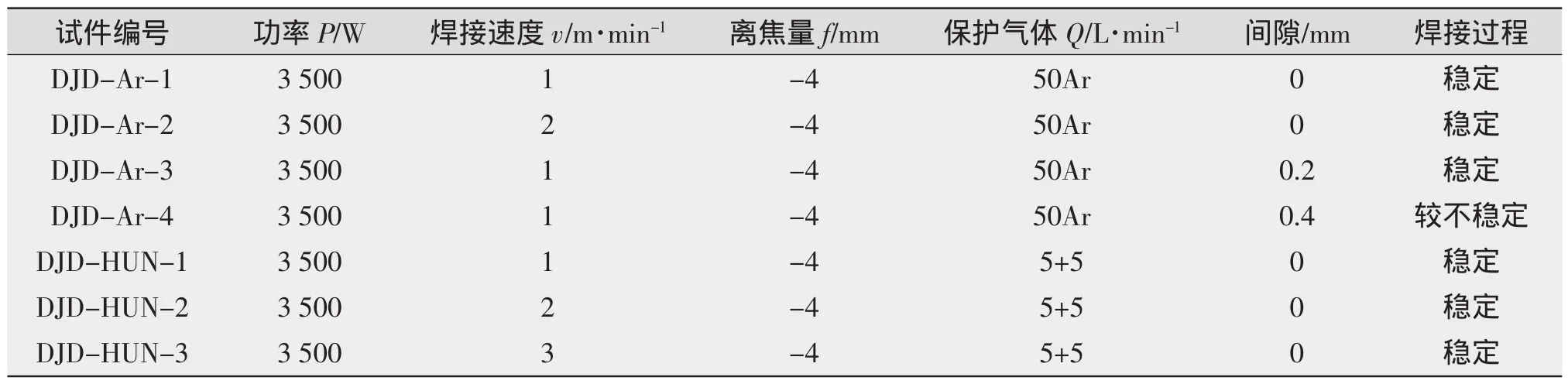
表3 對接焊接參數(shù)及結(jié)果
1.3 試樣檢驗
(1)外觀檢測和無損探傷。
按EN970[3]進行外觀檢測,采用Olympus-SZ61體視顯微鏡和放大鏡觀察激光焊接頭的表面及背面成形。按標準EN571-1[4]進行外觀和著色探傷試驗。試板按標準EN 1435[5]進行100%焊縫X射線探傷。
(2)激光焊接試樣機械性能試驗。
試樣接頭拉伸試板兩側(cè)各去除20 mm后為試樣取樣區(qū),采用機械加工制備焊縫拉伸試樣、彎曲試樣,根據(jù)標準EN895:1995[6]進行標準接頭的拉伸試驗,根據(jù)EN 910:1996[7]標準進行彎曲試驗。采用顯微硬度儀對焊縫顯微硬度分布進行測量。焊縫橫截面取點如圖1所示。
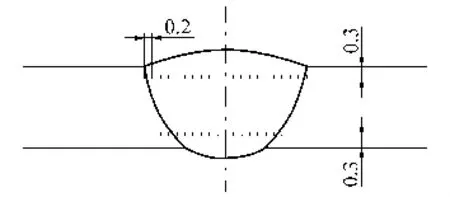
圖1 焊縫橫截面硬度計取點示意
(3)激光焊接接頭組織及缺陷檢測分析。
采用線切割工藝沿焊縫橫截面取樣,試樣尺寸25 mm×15 mm×2 mm,采用Olympus-SZ61體視顯微鏡觀測焊接接頭宏觀形貌,尤其是激光焊縫開關(guān)光位置的形貌。采用Olympus-PMG3金相顯微鏡檢測焊接接頭微觀形貌,尤其是焊縫的激光開關(guān)光位置的形貌,檢查有無氣孔、夾雜、裂紋等缺陷。
2 試驗結(jié)果和分析
2.1 外觀檢測和無損探傷
據(jù)標準EN 1321[8]《金屬材料焊接的破壞試驗.焊接的宏觀和微觀檢驗》對焊縫進行了宏觀檢測,焊縫成形良好,焊縫均勻,未發(fā)現(xiàn)有裂紋、咬邊、未熔合等缺陷。對所有試樣開關(guān)光處進行了低倍顯微鏡(20倍)宏觀觀察,未發(fā)現(xiàn)表面有明顯的焊接缺陷。
根據(jù)EN571-1《無損檢測—PT試驗》(著色探傷)對所有焊縫進行PT探傷,結(jié)果均合格,說明對接間隙在0~0.2 mm的激光焊對接接頭在起弧、收弧處無焊接缺陷,焊縫質(zhì)量合格。根據(jù)標準EN 1435《無損檢測—RT試驗》對所有對接焊縫進行了X射線探傷,結(jié)果表明所有焊縫均為一級焊縫,一次合格率為100%。
2.2 焊縫的機械性能試驗結(jié)果及分析
(1)焊縫拉伸試樣。
根據(jù)EN 895《金屬材料焊縫破壞試驗—橫向拉伸試驗》測試對接接頭的抗拉強度。試驗結(jié)果如表4所示。
由拉伸試驗結(jié)果可知:所有拉伸試樣在拉伸試驗過程中均斷在母材,平均強度均大于786 MPa,高于母材強度760 MPa;表明無論是純氬氣保護還是混合氣體保護,激光焊接接頭的抗拉強度都高于母材,0.2 mm間隙量對接頭強度幾乎無影響。
(2)彎曲試驗。
根據(jù)EN 910《金屬材料焊接的破壞試驗 彎曲試驗》進行彎曲試驗,試驗結(jié)果如表5所示。
由彎曲試驗結(jié)果可知:激光焊接頭都具有較好的韌性,彎曲180°,無明顯裂紋產(chǎn)生。純氬氣保護與混合氣體保護所得接頭彎曲試驗結(jié)果無區(qū)別;0.2mm間隙與無間隙接頭彎曲試驗結(jié)果也無區(qū)別,說明激光焊接頭塑性、韌性較好。
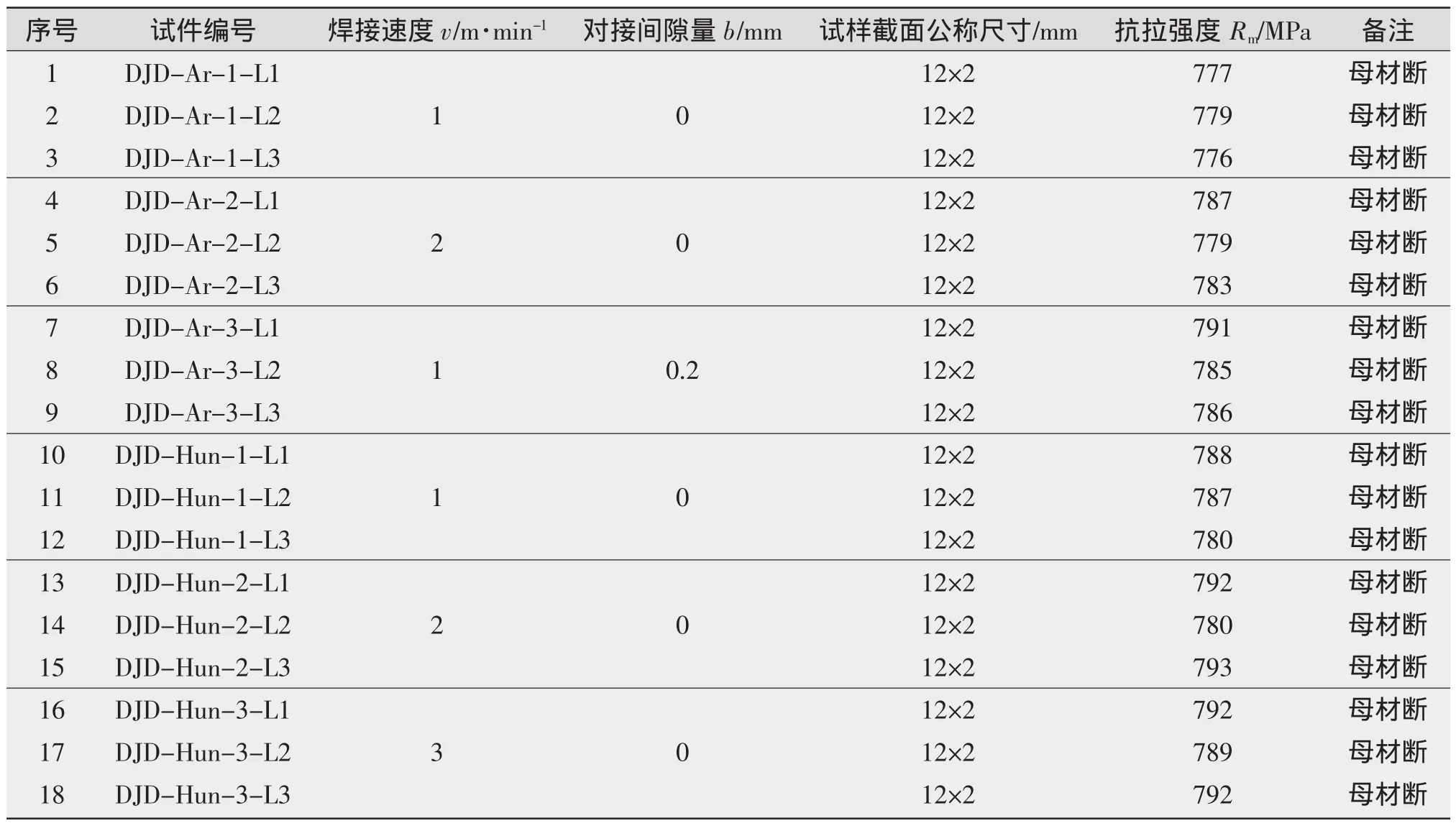
表4 試樣拉伸試驗結(jié)果
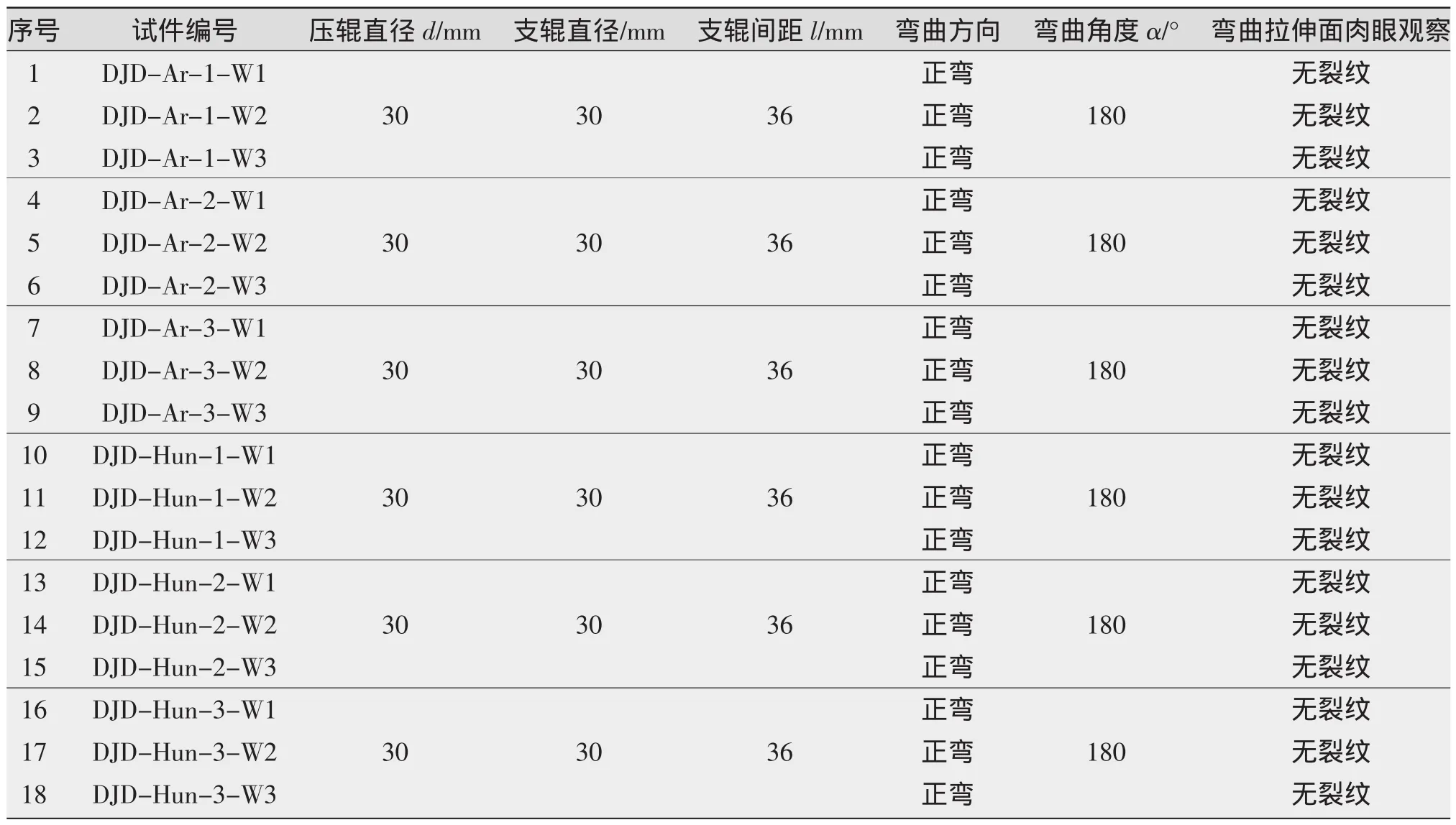
表5 彎曲試驗結(jié)果
(3)焊縫的顯微硬度。
不同接頭各位置顯微硬度分布曲線如圖2所示。由圖2可知,激光對接接頭中的母材顯微硬度要略高于焊縫顯微硬度,由于母材經(jīng)過固溶處理晶粒較細小,硬度較高,焊縫組織多為柱狀晶,硬度略低。比較電弧對接與激光對接接頭顯微硬度可知,激光焊接接頭焊縫顯微硬度明顯高于電弧焊對接接頭,顯微硬度值約高出約25%。
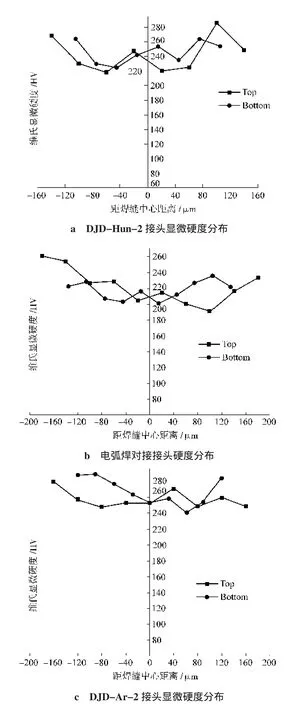
圖2 焊縫顯微硬度分布
2.3 激光焊接接頭組織及缺陷檢測分析
據(jù)標準EN 1321《金屬材料焊接的破壞試驗焊接的宏觀和微觀檢驗》對部分焊縫進行宏觀及微觀組織觀察。采用Olympus-SZ61體視顯微鏡觀測焊接接頭宏觀形貌;采用Olympus-PMG3金相顯微鏡觀察顯微形貌。宏觀、微觀金相組織如圖3、圖4所示。
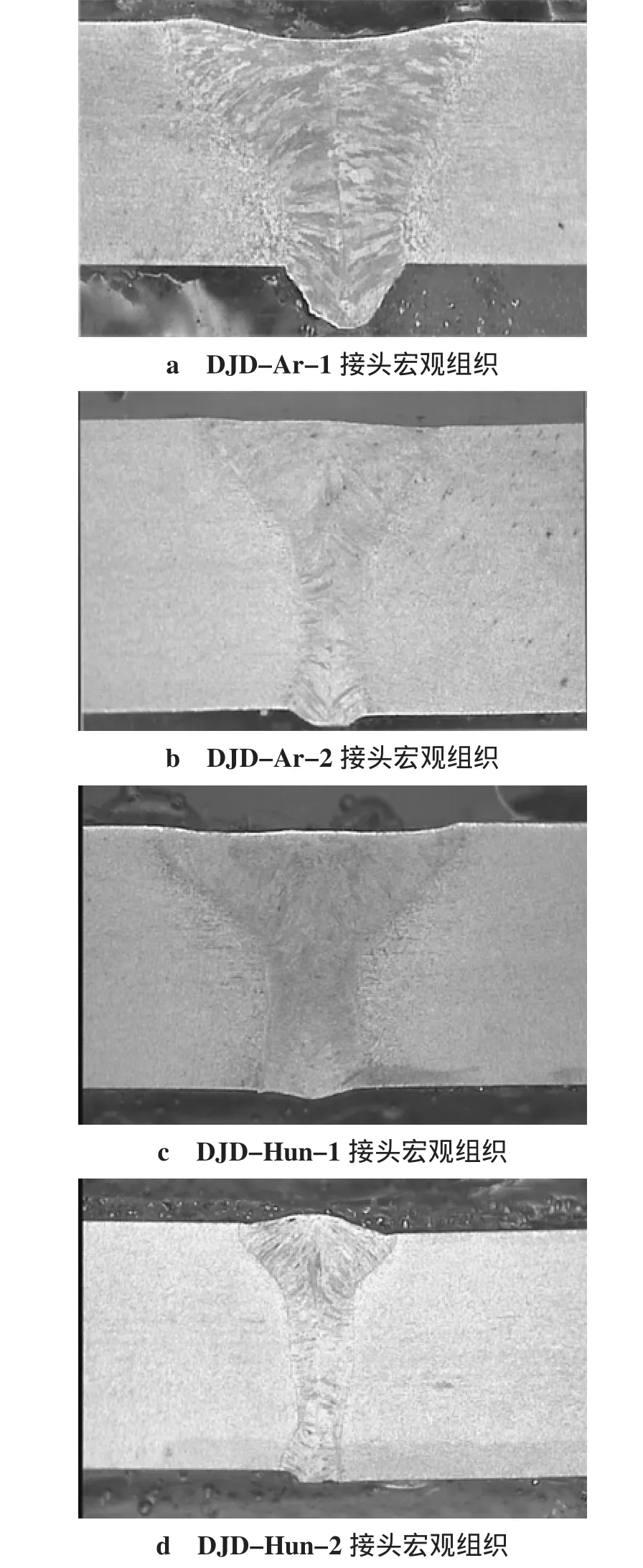
圖3 激光焊接頭宏觀組織
由圖3、圖4可知,純氬氣保護下,焊接速度1 m/min時熔池形狀為V型,2 m/min時則為Y型;混合氣體保護時熔池形態(tài)都為Y型;隨著焊接速度的提高,焊縫截面積不斷減小。
激光焊接接頭焊縫組織多為細小的柱狀組織,熱影響區(qū)多分布在Y型熔池的中部熔合線外側(cè),為尺寸略大的等軸晶。電弧焊對接接頭焊縫組織細小,熱影響區(qū)為垂直于熔合線的柱狀晶。焊接速度1 m/min時,熔池太大會造成較大變形,且熱影響區(qū)明顯不利于接頭強度,所以在可能的條件下,盡量選擇較快的焊接速度。
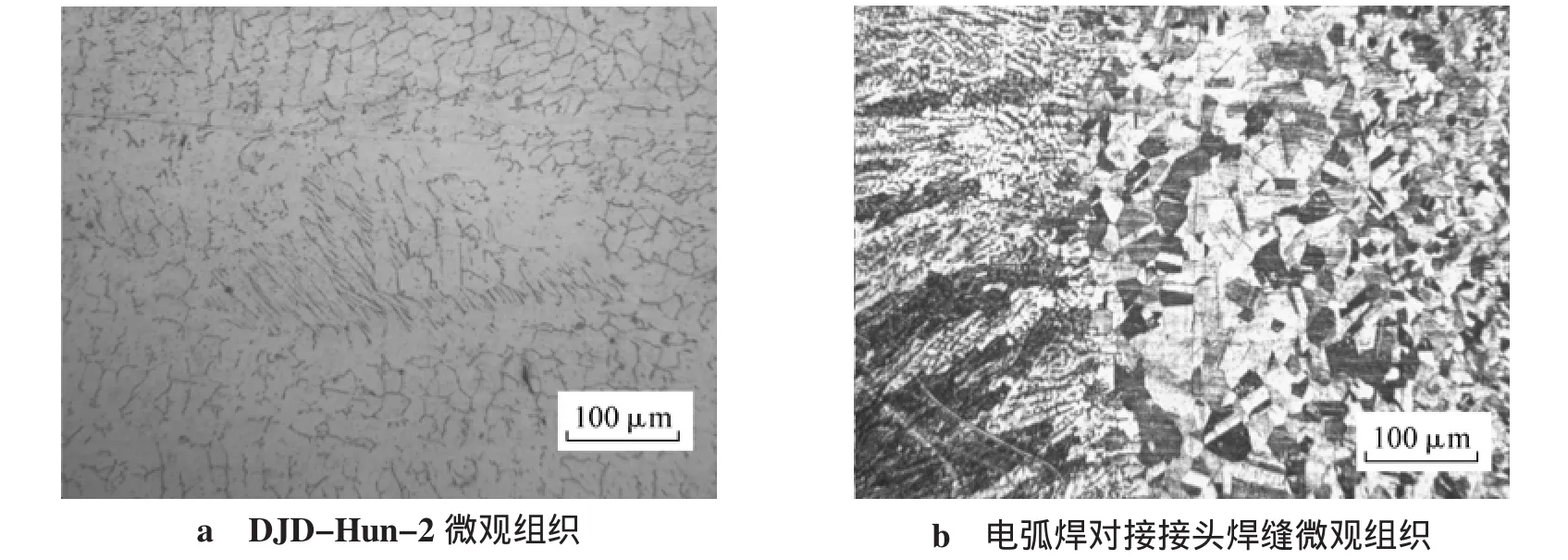
圖4 接頭焊縫微觀組織
3 結(jié)論
(1)激光焊接工件裝置間隙不大于0.2 mm時,激光焊接過程穩(wěn)定,焊縫成形均勻美觀,未發(fā)現(xiàn)裂紋、咬邊、未熔合等外觀缺陷,無損探傷未發(fā)現(xiàn)內(nèi)部缺欠。
(2)力學(xué)性能試驗結(jié)果表明:激光焊接接頭平均拉伸強度為786 MPa,彎曲試驗未發(fā)現(xiàn)裂紋,具有比母材更高的抗拉伸強度和良好的塑性,且不大于0.2 mm的裝配間隙對激光焊接接頭力學(xué)性能無影響。
(3)激光焊對接接頭顯微硬度約為250 HV,硬度指標高于電弧焊25%。
(4)激光焊縫的微觀組織均為柱狀晶奧氏體組織,相比電弧焊粗大熱影響區(qū)組織,激光焊熱影響區(qū)顯微組織致密、晶粒細小。
[1]吳 軍,李 亮.激光焊及其在國外汽車生產(chǎn)上的應(yīng)用[J].汽車工業(yè)大學(xué)學(xué)報,2000,22(6):33-36.
[2]王海林,黃維玲,周卓尤,等.8 mm厚不銹鋼板的Nd∶YAG激光焊接[J].中國激光,2003,30(5):463-466.
[3]EN 970,熔焊的無損檢驗-目檢[S].
[4]EN 571-1,無損檢驗.滲透檢驗.第1部分:一般原理[S].
[5]EN 1435,焊縫無損檢測—焊接接頭射線檢查[S].
[6]EN 895,金屬材料焊縫破壞試驗—橫向拉伸試驗[S].
[7]EN 910,金屬材料焊縫破壞試驗—彎曲試驗[S].
[8]EN 1321,金屬材料焊接的破壞試驗.焊接的宏觀和微觀檢驗[S].
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
