226B 氣缸蓋氣孔缺陷探討
2013-03-25 06:12:58劉慶義王洪君臧加倫
中國鑄造裝備與技術 2013年3期
關鍵詞:工藝
劉慶義,王洪君,臧加倫
(濰柴動力股份有限公司,山東濰坊 261205)
226B 氣缸蓋原在我公司鑄造老廠FA 造型線生產,由于設備老化,根據公司的統一規劃,工藝路線從老廠FA 線調整到新廠區的KW 中件線,在工藝切換的調試驗證階段,226B 氣缸蓋鑄件出現了較為集中的氣孔缺陷。
1 工藝簡介
1.1 氣缸蓋的特點
226B 氣缸蓋鑄件如圖1 所示,體積小、結構緊湊,外形尺寸192mm×133.5mm×102mm,內腔壁薄(薄壁處僅有4mm);工藝孔尺寸小,頂面兩個工藝孔只有?14mm,砂芯排氣設置困難;缸蓋材質為GG30Cu。

圖1 226B 氣缸蓋鑄件
1.2 工藝簡介
該缸蓋采用潮模砂造型工藝,鑄件上半部分外輪廓由潮模砂形成,鑄件下半部分外輪廓及內腔由砂芯組件形成。砂芯裝配后整體浸涂、烘干、下芯。砂芯組件形狀如圖2,包括底盤芯、進氣道芯、排氣道芯、下水腔芯、上水腔芯共五顆砂芯。
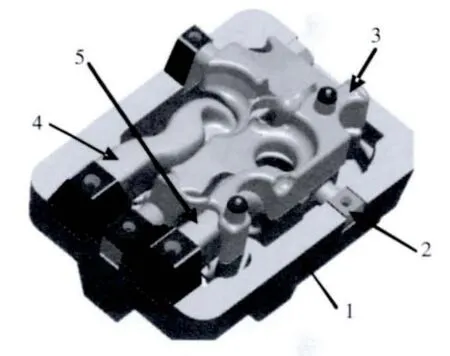
圖2 砂芯組件圖
在制芯、組芯及造型工藝上,新老廠區略有不同。老廠區五種砂芯全部為熱芯盒制芯,組芯時使用水玻璃粘結劑。新廠區除底盤芯使用冷芯盒制芯外,其余也全部采用熱芯盒制芯,組芯時聯合使用熱熔膠和水玻璃粘結劑。老廠區砂箱尺寸為1000×800×320/320(mm)。新廠區砂箱尺寸1000×800×260/260(mm),上模板氣眼針根據粗細選擇適當距離砂箱頂面的吃砂量。起模后,在扎氣眼工位,使用扎氣板一次性扎通氣眼。
熔煉上均采用沖天爐電爐雙聯熔煉工藝,澆注溫度1400℃~1420℃。
工藝簡圖如圖3,澆注系統及平面布置如圖4。
2 缺陷特征
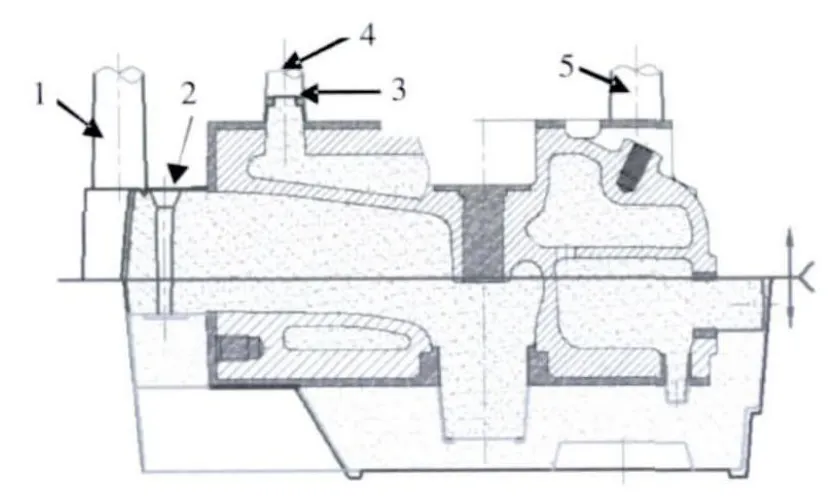
圖3 工藝簡圖
在初次工藝驗證時,澆注后鑄件出現集中氣孔缺陷,氣孔缺陷率高達80%。氣孔位置主要集中在缸蓋頂面靠近兩個頂面工藝孔的一側,氣孔缺陷實例如圖5。
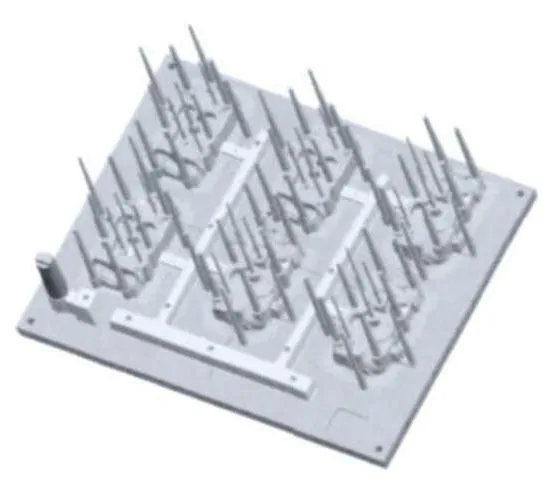
圖4 平面布置圖
3 原因分析
經過對制造過程的追溯,排除了澆注溫度、鐵液質量、型砂、芯砂質量及浸涂、烘干等工藝參數造成氣孔缺陷的可能性。結合澆注過程及鑄件氣孔缺陷特征,分析認為這種缺陷主要是來自型腔和砂芯的氣體無法及時排除型外,造成鑄件氣孔。審查原工藝設計,發現存在以下問題。

圖5 氣孔缺陷實例
3.1 澆注系統對氣孔的影響
如圖4 所示,226B 氣缸蓋在KW 中件線生產,一型六件,直澆道放在砂箱的邊角。鑄型內六個鑄件的充型、排氣及冷卻存在著巨大的差異。由于該缸蓋壁厚較薄,澆注過程中,存在遠離直澆道的型腔溢流冒口不能溢流的現象。
3.2 壓砂環及熱熔膠孔對氣孔的影響
原設計壓砂環及熱熔膠孔處工藝如圖6。老廠區砂芯組芯采用水玻璃粘結劑,砂芯配合接觸面相對較短。而新廠區采用熱熔膠快速粘結技術,需在砂芯的芯頭部位做出熱熔膠注射孔,故需相對長一點的砂芯配合面。該處較多的借鑒了老廠區的砂芯工藝尺寸,應用到新廠區,該處工藝存在以下兩大缺陷。
3.2.1 壓砂環位置與出氣針重疊
從圖6 和圖7 中可以看出壓砂環位置在出氣針部位與出氣針重疊,導致該處壓砂環不能在砂型上成型,而失去氣、鐵隔離作用,底盤芯等砂芯所產生的氣體易從該處進入型腔,引起氣孔缺陷。
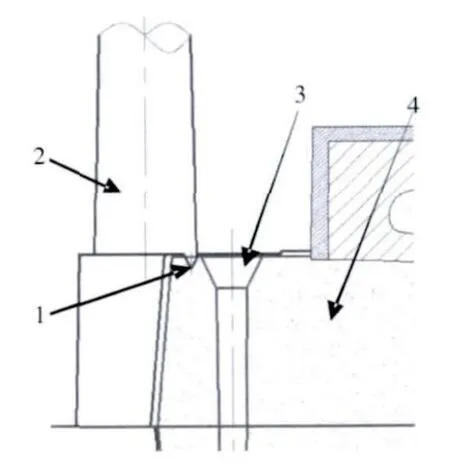
圖6 壓砂環、熱熔膠孔布置圖
3.2.2 壓砂環在熱熔膠孔的外側
熱熔膠孔與壓砂環的位置關系見圖6,熱熔膠孔用于在砂芯裝配時向孔內注入熱熔膠,使砂芯快速裝配粘結為一個整體,便于后續浸涂工序中砂芯的旋轉及涂料的流涂。熱熔膠粘結技術的應用使在組芯、浸涂工序上大批量流水化作業成為現實。但在此處熱熔膠孔與壓砂環的錯誤搭配,極大地增加了出現氣孔缺陷的概率。由于砂芯組件浸涂后在烘干過程中,熱熔膠孔內填充的熱熔膠迅速熔化并焦化。裸露的熱熔膠孔相當于砂芯的排氣孔,澆注后砂芯樹脂形成的氣體通過此通道,到達分型面,被壓砂環攔截后不能通過出氣針排到型外,只能進入型腔引起氣孔缺陷。

圖7 壓砂環與出氣針重疊
3.3 石棉墊及其出氣針結構對氣孔缺陷的影響
原工藝缸蓋頂面上水腔芯頭、石棉墊及出氣針如圖8,石棉墊外徑?14mm、厚3mm。石棉墊是一種耐高溫柔軟材料,用在此處的作用是阻隔型腔高溫鐵液通過砂芯與外模間隙進入排氣通道。從圖8 中可以看出該處利用了石棉墊的側面與砂型接觸進行密封,由于石棉墊極其柔軟,可以預見這種密封結構會導致石棉墊易被鐵液沖偏,從而失去密封效果。實踐也證明這種結構密封效果很差,鐵液很容易通過砂芯間隙進入出氣通道,致使砂芯排氣不暢,引起氣孔缺陷,圖9 是出氣通道進入鐵液的實例。
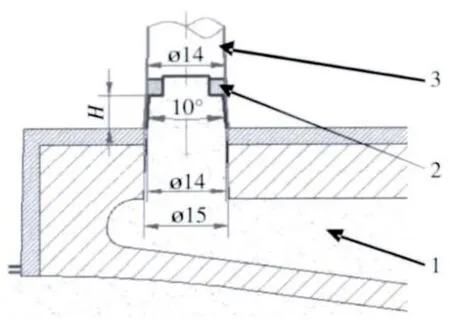
圖8 原工藝石棉墊結構
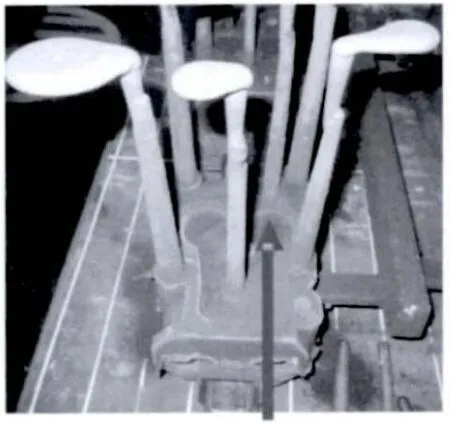
圖9 出氣通道進入鐵液
4 改進措施
4.1 澆注系統的改進
改進后的澆注系統如圖10,將直澆道從砂箱的外側邊角處,改到了側邊中部。同時對澆注系統的截面積進行了調整。有效的消除了個別型腔溢流冒口不溢流的現象。
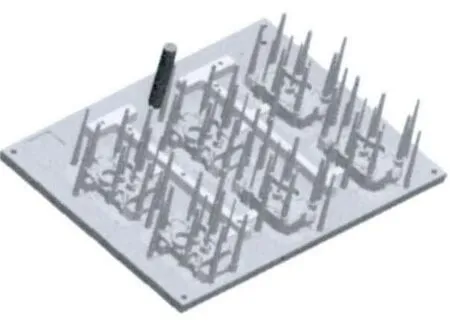
圖10 改進后的澆注系統
4.2 壓砂環及熱熔膠孔部位的改進
壓砂環及熱熔膠孔處由于先天工藝缺陷,若改為理想狀態需要修改全部5 種砂芯芯頭,將熱熔膠孔移至壓砂環的外側,且需重新調整上下型板六個模樣的間距布置。相當于該缸蓋的全套工裝都需進行調整,整改周期太長。為了快速驗證該處結構對氣孔的影響,采取了以下三個措施。①砂芯組件烘干后,裸露的熱熔膠孔用砂芯修補劑填平;②外模上在原壓砂環的內側再增設一道壓砂環;③在砂芯的芯頭部位重新鉆氣眼孔,引導砂芯排氣。修改后的壓砂環及芯組如圖11。
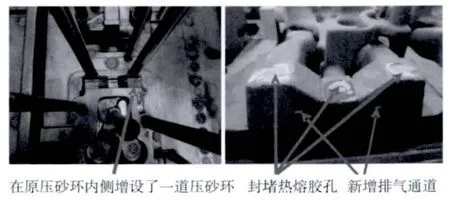
圖11 改進后的壓砂環及砂芯
4.3 石棉墊及其出氣針結構的改進
改進后的石棉墊及其出氣針結構如圖12,實例如圖13。該結構充分利用了石棉墊片的柔軟性,把密封部位從側面改到了上下平面,利用上水腔芯芯頭頂面及出氣針部位的型腔底面,把石棉墊壓縮夾緊在中間。并在上水腔芯頭部位鉆孔加強砂芯排氣。
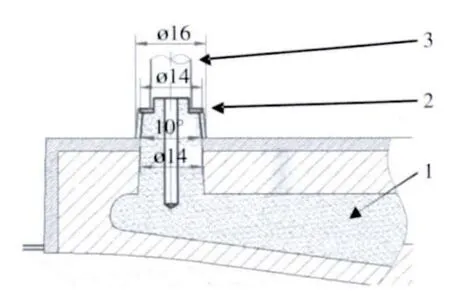
圖12 改進后的石棉墊密封結構圖
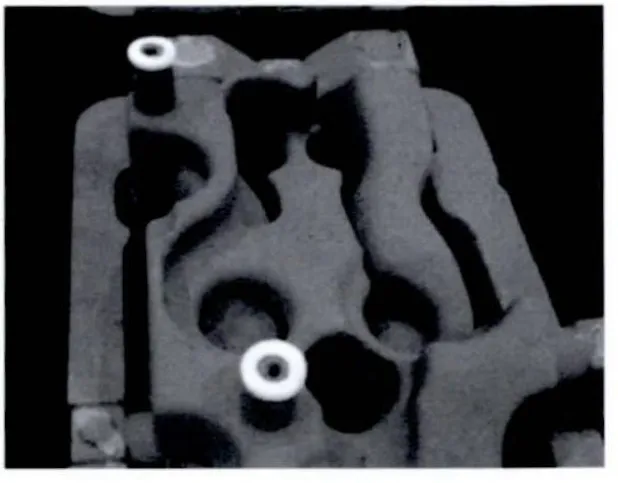
圖13 改進后的石棉墊實例圖
4.4 改進效果
(1)在4.1 和4.2 項完成改進后進行工藝驗證,氣孔缺陷率從80%降低到40%,氣孔缺陷明顯降低,但仍然太高,說明系統中仍然存在影響氣孔缺陷的重要因素。
(2)在對4.3 完成改進后進行工藝驗證,氣孔缺陷率從40%降低到4%以下,解決氣孔缺陷取得明顯效果。
5 結束語
氣缸蓋的絕大多數氣孔類缺陷都與澆注系統及砂芯和型腔的排氣密切相關,良好的砂芯排氣對降低氣孔缺陷起著決定性作用。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52