發動機缸體砂眼缺陷分析與改進
2013-03-25 06:13:00黃政
中國鑄造裝備與技術 2013年3期
關鍵詞:工藝
黃 政
(重慶大江信達車輛股份有限公司,重慶 401321)
如圖1 所示發動機缸體鑄件,外形高度差大,內腔形狀復雜,最大外形尺寸為397mm×327mm×252mm,重量38kg,材質為HT250。鑄件壁厚偏差大,最小壁厚4mm,最大壁厚25mm 并要進行氣密性檢查,所以要求鑄件的力學性能好,組織致密,內部不允許有鑄造缺陷,屬于典型的復雜薄壁鑄件。
1 原生產工藝及質量狀況
1.1 原工藝簡介
原生產線采用的是濕型砂氣沖造型,砂箱尺寸較大,其內口尺寸為1200mm×800mm×(350/350)mm。為了提高生產效率,降低成本,在設計時采用了一型兩件的工藝方案。
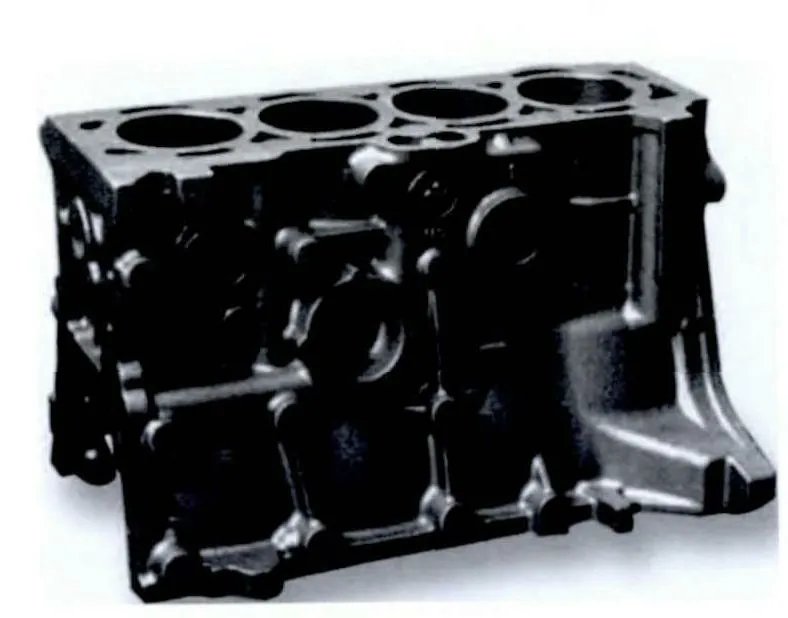
圖1 鑄件圖片
由于中注式澆注系統具有沖型平穩,鐵液對砂芯的浮力較小,抗氣孔、夾渣能力強,抗縮松(孔)、滲漏能力強的特點,同時結合公司生產線為水平分型的情況,選用了中注式臥澆澆注系統,將內澆口設置在鑄件軸承上,為了保證充型平穩,每件分別設置了4 個內澆道。由于砂芯均使用覆膜砂制芯,發氣量較大,為了減少砂芯的發氣量,在工藝設計時,對砂芯進行了減空,并在砂芯的芯頭上設置了排氣通道,便于砂芯產生的氣體及時排出;同時為了將前期的冷鐵液溢出,在鑄件缸筒頂端面設置了四個溢流冒口,并在冒口上安放了出氣棒,便于澆注時將型內的氣體及時排出,同時在鑄件底端面設置了溢流冒口,兩端凸臺部位也設置了溢流冒口,且在冒口上安放了出氣棒;為了增大排氣面積,有利于型內的氣體及時排出,還在上箱面的所有凸臺上均安放了出氣棒。原具體工藝見圖2。
1.2 存在的問題
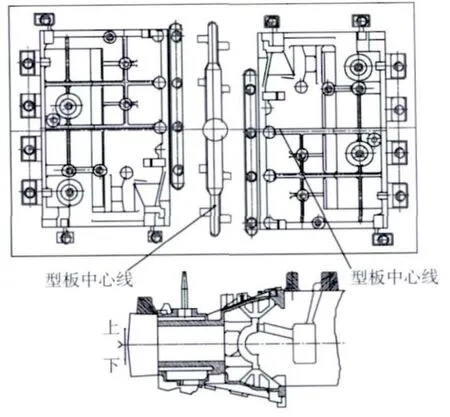
圖2 原工藝方案
在進行批量生產時發現,鑄件缸筒砂眼缺陷較多,高達1.5%,嚴重地影響了產品質量,而其它鑄造缺陷較少。
2 原因分析
從砂眼的形成機理分析,砂眼是由于金屬液從砂型型腔表面沖下來的砂粒(塊),或者造型、合箱操作中落入型腔內的砂粒(塊),在澆注時來不及浮入橫澆道或冒口排氣陣頂部,留在鑄件內部或表面而造成的。
由于是生產線造型、合箱,下芯采用專用下芯吊具下芯,因此造型、下芯、合箱時落入砂粒(塊)型腔內的幾率較小;而砂眼缺陷出現的部位較集中,主要分布在鑄件的缸筒位置,故認為不是造型合箱造成的砂眼缺陷。
由于生產缸體的缸筒芯原材料為覆膜砂,熱芯盒制芯,覆膜砂的特點是砂芯表面較致密,內部較疏松,所以開始并沒有意識到是砂芯出現了問題。但通過對廢品進行統計分析,其它部位的砂眼缺陷很少,只有缸筒部位的砂眼較多,才發現是砂芯出現了問題,從而造成產品質量問題。
為此,對缸筒砂芯進行了解剖檢查,發現缸筒芯厚大部位固化效果較差,表面致密層較薄,砂芯出現分層現象(圖3)。
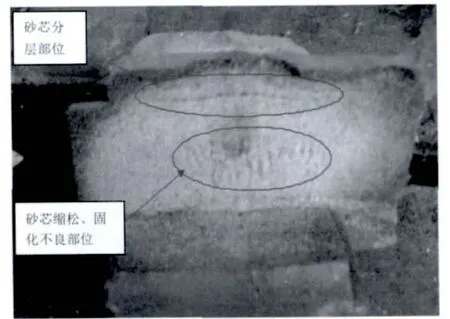
圖3 砂芯解剖照片
我們分析是由于射芯時,覆膜砂流經的通道截面積不夠,影響覆膜砂的流量,特別是射砂壓力波動時,造成供砂不足,致使砂芯局部緊實度不夠,砂芯表面致密層厚度達不到要求,而操作者不能及時發現;砂芯浸涂后,由于涂料的遮擋,更無法判斷。在澆注時,鐵液侵入砂芯內部致使砂芯起皮,造成缸筒起砂缺陷。
由于鐵液的包裹,砂粒隱藏在鑄件內部,在鑄件清理、檢驗過程中,不能及時發現,致使不合格鑄件流入了機加工廠,加工后呈現缸筒砂眼缺陷。
3 工藝改進
3.1 采用快速固化覆膜砂
由于缸筒芯采用熱芯盒制芯,中間減空采取抽芯機構完成,因此砂芯局部厚大部位肯定存在,如果砂芯固化時間過長,表面就會出現過燒現象,因此決定采取提高覆膜砂的固化速度來提高砂芯厚大部位固化層的厚度。
我們通過與覆膜砂生產廠家進行技術交流,引入快速固化覆膜砂射制缸筒芯。由于快速固化覆膜砂的固化速度比原來的覆膜砂固化速度提高了30%,因此在固化溫度和時間不變的情況下,缸筒芯表面固化層厚度較以前增加了近一倍,提高了砂芯表層的強度,基本消除了砂芯分層的現象。
3.2 改進射砂板的結構,增加覆膜砂流經通道的截面積
射砂時的覆膜砂流量是否足夠,將決定砂芯的致密程度,而原工藝缸筒芯采取從頂面射芯,只能設計一個射嘴,無法增加射嘴數量。
通過對原射砂板結構進行分析,發現增加覆膜砂流經通道的最小截面積在射板與擋砂板之間(原射砂板結構見圖4),只需要增加射板與擋砂板之間的距離,就可以增加覆膜砂流經通道的截面積。因此將射板與擋砂板之間的距離增加了2mm,以增加覆膜砂流經通道的截面積(新射砂板結構見圖5)。

圖4 原射砂板結構

圖5 現射砂板結構
3.3 改進設備,避免射砂壓力波動
我們將射砂壓力控制到工藝要求的中、上限,同時對設備進行改進,射砂壓力不足時不能進行射砂動作,杜絕了因射砂壓力波動造成供砂不足的現象,確保砂芯的致密度,保證砂芯質量。
3.4 加強制芯后對砂芯的檢查
制芯后,在砂芯浸涂前對砂芯進行檢查,用手按壓厚大部位,發現有問題的砂芯進行報廢處理,避免不合格砂芯流入下工序,確保產品質量。
通過采取以上措施,生產的鑄件產品基本消除了缸筒砂眼缺陷,產品質量穩定,滿足了用戶的要求。
4 結束語
對于發動機缸體類鑄件,在進行工藝設計時,應考慮生產方式,選用適宜的制芯材料;在進行射芯模具設計時,應考慮覆膜砂的流量是否足夠,確保砂芯致密,固化質量是否滿足要求,同時加強過程控制,就可以消除砂眼缺陷。
[1]黃政.汽車發動機缸體的鑄造工藝[J].鑄造,2008(10)1078~1080.
[2]康寬滋.缸體鑄造工藝[J].現代鑄鐵,2007(5)13~17.
[3]林家廣.微型汽車發動機曲軸箱砂孔缺陷的分析與消除[J].鑄造工程,2008(5)19~20.
[4]中國機械工程學會鑄造分會.鑄造手冊:第一卷.2 版[M].北京:機械工業出版社,2007.
[5]陳琦,彭兆弟.鑄造技術問題對策[M].北京:機械工業出版社,2001.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52