化工設備密封面現場快速修復工具的設計及應用
2013-03-25 06:34:28陽巧玲
機械工程師 2013年2期
陽巧玲
(湖南智成化工有限公司,湖南株洲412005)
1 密封面的修復現狀
密封管理是化工企業設備管理的重要組成部分,在生產中,一旦發生泄漏,輕則浪費原料、能源,重則影響生產或使整個系統停產。化工維修工作中與泄漏有關的維修工作占總工作量的65%以上。由于化工生產具有連續性,一個崗位工藝條件的正常與否,會直接影響到工藝流程中下一崗位的正常操作,如果由于某種要求需要到現場快速直接對構件的密封面進行修理,而現場構件的密封面朝向各異:有水平向上的,有垂直的、有傾斜一定角度的、有水平向下的。要在生產現場直接修理這些看似不顯眼的密封面,需要維修人員付出很長的研磨修理時間或巨大的體能消耗。有些關鍵件的密封面問題還會導致對設備進行被動大中修,維修工作量成倍增加。為了加強和規范設備管理,我們需要設計一種快捷的維修工具來解決這類看似簡單的問題。
2 密封面快速修復工具設計
2.1 人工研磨的局陷性與設計思路

圖1 用研具研磨平面
研磨工作中,人工研磨是化工維修人員經常采用的研磨方法,如圖1所示。圖中采用的方法主要針對于截止閥、止回閥和安全閥。修理這些閥門可以直接將閥盤與閥座相互研磨,也可以如圖1所示使用專門的研磨工具進行研磨。這種簡單的工具有如下缺點:(1)修理效率低,一般適合水平向上的密封面的修理。(2)如果需要在垂直平面上進行修理,必須保證磨具與修理面貼合,這就需對丁字扳手施加兩個作用力,一個垂直于密封面上的力,該力的大小等于或大于磨具和丁字扳的重力;另一個用于磨削的旋轉力。由于這兩種力是由維修人員的雙手提供,因其修理效率低,所需消耗的體能很大,且用雙手很難保證磨具與修理面貼合。
從上述簡單的修理工具的使用過程可以看出,我們要解決兩個關鍵性的問題:一是提高修理效率,控制磨具速度;二是控制作用力的方向,保證雙手傳遞的力始終垂直于修理密封平面,使磨具與修理面保持貼合。
2.2 密封面現場快速修復工具的設計
該快修工具是利用萬向頭原理,對萬向頭兩端連接進行改造,并對萬向頭旋轉角度進行適當限制,以手電鉆為動力,采用各種成型磨盤或磨頭進行設計制作的手工電動研磨工具,可廣泛用于公司各種密封面的現場快速修理。具體說明如下:
2.2.1 磨具速度控制
磨削的主運動是磨具的旋轉運動,要提高磨削效率,最簡單的方法是提高磨具旋轉速度。據此思路,筆者將圖1中的丁字扳手改為手電鉆夾持柄,利用常用的手電鉆就可以簡單地提高磨具的轉速。手電鉆的規格型號較多,為了充分利用資源,設計中選擇公司使用數量較多的D21101的大扭矩電鉆,其參數見表1。該手電鉆具有調速功能,我們將連接桿夾持柄的尺寸定為12.5mm。

表1 電鉆主要參數表
2.2.2 作用力的控制
我們先忽略磨具的旋轉運動,假定磨具在密封面上固定不動,人手施加給磨具的力通過連接桿傳遞給磨具,由于人手施力的方向不確定,如果磨具與連接桿是剛性垂直連接,在這種力的作用下,磨具就會與密封平面產生一定角度的偏斜,這就是磨具與修理密封平面不能保證貼合的原因。我們再假設磨具與連接桿之間采用活動的球面連接,連接桿上的力沿著連接桿傳遞到活動球面上,如果這個力不垂直于密封平面,它與密封平面垂線的夾角為α,這個力通過活動球面,可分解為一個垂直于密封平面的分力F1和一個平行于密封面的分力F2,如圖2所示,F1能保證磨具與密封平面始終貼合。平行于密封面的分力F2會使磨盤沿密封平面移動,F2=F/sinα,由于F力是人手施加的,方向不確定,這個分力會始終存在,F2的存在有它的好處,好比我們在研磨平臺上走8字,用以保證修磨平面的平整。但這個F2我們還必須進行控制,當F2過大時,磨盤會運動到修磨平面之外,由于修理空間的限制阻擋,我們的雙手會產生劇烈的振動。根據實地測試,我們將α角控制在6°左右,使人手的擺動幅度控制在12°左右的圓錐空間之內,就能很好地控制研磨的平穩。
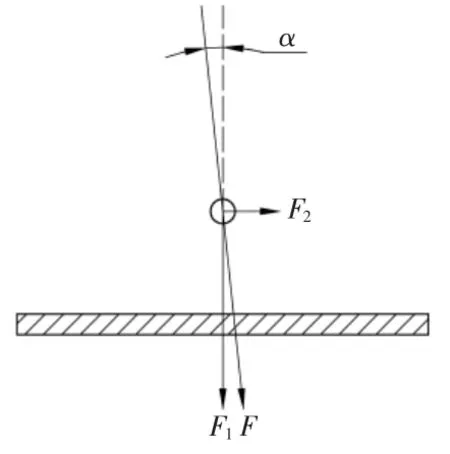
圖2 密封面受力圖
2.2.3 工具部件介紹
由于磨削運動的主運動是磨具磨盤的旋轉運動,這個活動點還必須傳遞手電鉆的旋轉運動給磨盤,我們采用萬向頭來實現這一要求。最終設計的現場密封面快速修復工具如圖3所示。
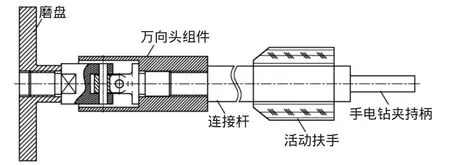
圖3
(1)磨盤或磨頭
采用M16×1.5螺紋與萬向頭連接。對于最大外圓直徑小于100mm磨頭,材料優先選用耐磨性能良好的灰口鑄鐵,對于最大外圓尺寸大于100mm的磨盤一般可采用A3鋼板制作。它的工作表面根據構件密封面形式確定。
在設計磨盤或磨頭時,還應考慮磨盤或磨頭的轉動慣量。根據轉動慣量公式:I=∑miri
可知剛體的質量越大,或質量分布離轉軸越遠,則轉動慣量越大;反之越小。由于是手工操作,磨盤或磨頭的轉動慣量應設計得盡可能小些。我們根據現場的使用情況,將磨盤或磨頭的重量控制在3kg左右,最大外圓直徑控制在200mm左右,基本能滿足化工現場修理密封面的大部分要求。
(2)萬向頭組件
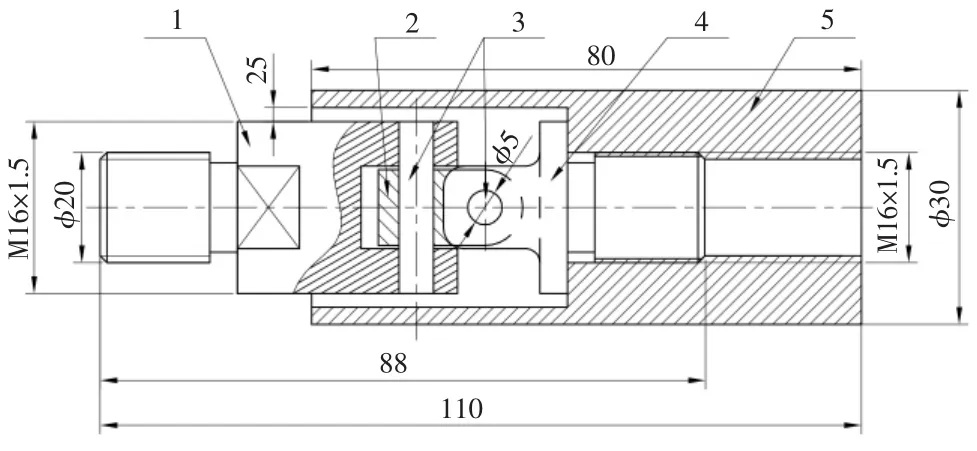
圖4
如圖4所示,該組件兩十字頭銷與十字頭為間隙配合,與上下部為過盈鉚合。十字頭與上、下部兩端面留有0.10~0.15mm左右的間隙,保證上下部轉動靈活。手電鉆的旋轉力通過兩十字頭銷將力傳遞給磨盤,圖示中十字頭銷3是此構件中強度最薄弱的地方。由于磨削負荷較小,查GB/T1243.1-1983,選用鏈號為10A的滾子鏈連接銷軸(主要參數見表2),十字頭上部用M16×1.5的螺紋連接萬向頭限位套。

表2 滾子鏈主要參數
(3)萬向頭限位套
以連接桿為參照物,磨盤在以十字頭為圓心的任意方向自由擺動,由于十字頭的結構與理論上的球面有差別,如果擺動的幅度過大,在F力的作用下,磨頭或連接桿的球面運動軌跡會發生破壞。因人手的擺動幅度能很好地控制在12°左右的圓錐空間之內,我們相應地將磨頭或連接桿的活動范圍控制在12°的圓錐之內。擺動幅度由限位套的內壁與十字頭下部的間隙控制,可用車削來進行調整,我們將單邊間隙控制在2~2.5mm左右。萬向頭限位套還起到防止十字頭銷脫出和固定連接桿的作用。
(4)連接桿
連接桿的長度應根據待修密封面到構件外輪廓線的深度選擇。連接桿過長時,可在桿上增加一尼龍活動套,方便用手把持。
為了節約成本,該工具以上零件選用35鋼制作。因手電鉆的旋轉方向為順時針方向,同我們緊固螺紋的方向一致,采用右旋螺紋可以起到防松作用。
3 工具的使用方法及操作中注意事項
3.1 工具使用方法
該工具的使用方法同平常用的人工研磨方法相似。首先檢查密封面表面情況,根據密封面形式及最大外圓尺寸選用備用磨盤。修理時,首先將待修理密封面清理干凈,在密封面上涂抹一層研磨劑,滴幾滴稀濃度機油。其工作原理是借助于兩研磨面的相對運動,實現研磨面上的微切削作用。先進行粗磨,查JB2477-81,粗磨時使用顆粒較大的研磨劑,一般選用120#~180#粒度的研磨劑,快速磨去有缺陷的表面。經清洗后,再換用顆粒較小的研磨劑,進行細磨,一般選用240#~W28#進行細磨。研磨劑的顆粒大小與粒度號數見表3。

表3 研磨劑的粒度與尺寸
研磨劑是磨料與研磨液的混合物,常用的磨料有剛玉粉(Al2O3)、碳化硅(SiC)、碳化硼(B4C)、金剛石粉等。常用的研磨液是10#機油與煤油的混合物。在快修工具的應用中,由于磨盤受軸向的旋轉力且轉速相對較高,發熱量較大,我們可選用46#機油作為研磨液,防止在磨削中燒損密封面。
經過細研后,應將被研磨面清洗干凈,觀察密封面,如果被研磨面是呈現灰白色、完整而不間斷的、均勻的、圓環型的研磨線,則研磨工作完成。對于要求較高的密封面,還應采用手工精研,直到密封平面對光呈現出淡紅色的鏡面為止。
3.2 實際操作中的注意事項
(1)手電鉆的電源應裝有漏電保護器。
(2)由于磨具轉速相對較快,作用在磨具上的軸向力F不應過大,但必須保證磨具與密封面可靠貼合。研磨2~3min后應對密封面進行檢查,防止密封面燒損。缺陷去除后應及時更換細顆粒研磨劑進行一次細磨。如果有高于密封平面的焊疤等雜質,應先鏟除且微微低于密封平面后,再進行研磨,防止密封平面偏磨。
(3)使用中如果發現振動過大,可停機調整好手電鉆的轉數或雙手的對中位置。
(4)對于直徑較大的密封面,可以采用調低手電鉆轉數的方法達到操作要求。
4 實際運用效果
工具制作好后,進行實地測試,一般損壞的密封面在5~20min內都能快速修好。
壓縮機閥座密封面的修復實例:我公司尿素分廠5#CO2壓縮機(型號:4M12-55/220)由于四段缸進口閥座密封面被沖蝕損壞,造成三段缸嚴重超壓,該機無法正常運轉。其缸體材質為35鑄鋼,出口工作壓力為9.8MPa,其進口密封面垂直于水平面,經過多次手工研磨,由于局部沖蝕痕跡過深(約0.25~0.35mm),無法解決三段缸超壓問題,后采取加紫銅墊進行密封處理,因為缸內密封面內外壓差過大,紫銅墊運行16~24h左右就失去效果,并加劇密封面的沖蝕。如果不拆下缸體上鏜床加工,就必須進行重復檢修,而拆下缸體送去鏜床加工,需要4~5人3天左右的工作時間。通過采用快速修復工具,在短短十幾分鐘內便能將缺陷進行修復。
該工具制作經濟簡單,操作使用方便,可廣泛用于化工生產現場中的各種規格的閥門關閉件的密封面、高壓管件透鏡墊密封面、活塞式高壓機的氣缸閥座密封面等的全方位快速修理。
[1] 濮良貴,紀名剛.機械設計[M].北京:高等教育出版社,2001.
