水輪機(jī)主軸與轉(zhuǎn)輪鏜模的設(shè)計(jì)
2013-03-25 06:34:28安華
機(jī)械工程師 2013年2期
安華
(哈爾濱電機(jī)廠有限責(zé)任公司,哈爾濱150040)
1 引言
由于水輪機(jī)主軸的聯(lián)接孔與轉(zhuǎn)輪的聯(lián)接孔(銷孔)是一一對(duì)應(yīng)的關(guān)系,在使用的過(guò)程中,銷孔中需穿入螺栓,最終用螺栓把主軸和轉(zhuǎn)輪通過(guò)加工出來(lái)的銷孔聯(lián)接在一起,又由于主軸和轉(zhuǎn)輪的銷孔不能一次加工出來(lái),必須分別加工,所以必須設(shè)計(jì)兩個(gè)鏜模:一個(gè)鏜模用來(lái)加工主軸聯(lián)接的銷孔,叫主軸鏜模;另一個(gè)鏜模用來(lái)加工與轉(zhuǎn)輪聯(lián)接的銷孔,叫轉(zhuǎn)輪鏜模。在加工兩個(gè)鏜模的過(guò)程中,主軸鏜模與轉(zhuǎn)輪鏜模的銷孔必須是一次加工出來(lái)的,一個(gè)鏜模帶有凹止口,另一個(gè)鏜模帶有凸止口,用于止口定位。兩個(gè)鏜模加工完成后,把兩個(gè)鏜模分開,一個(gè)與主軸聯(lián)接,加工主軸的所有銷孔;另一個(gè)與轉(zhuǎn)輪聯(lián)接,加工轉(zhuǎn)輪的所有銷孔。主軸與轉(zhuǎn)輪的銷孔加工完成后,主軸與輪輪通過(guò)加工好的銷孔用螺栓聯(lián)接。因?yàn)殇N孔的精度是通過(guò)鏜模孔的精度來(lái)保證的,所以鏜模孔的位置公差、形位公差及尺寸公差均在圖紙要求的范圍內(nèi),加工后的孔的尺寸及各項(xiàng)公差也在圖紙的要求范圍內(nèi),也滿足裝配的尺寸要求。
2 鏜模的加工工藝
在設(shè)計(jì)水輪機(jī)鏜模時(shí),因?yàn)殓M模的直徑和厚度較大,所以采用鑄鋼件,鑄鋼件需退火處理但不需要探傷,鏜模在粗加工后和精加工前都需要再次退火以消除內(nèi)部應(yīng)力。退火必須在退火爐內(nèi)進(jìn)行,不允許用其他的方式退火,退火要充分消除應(yīng)力,防止使用過(guò)程中鏜模因自身殘余應(yīng)力產(chǎn)生變形。
(1)水輪機(jī)的鏜模止口設(shè)計(jì)。
一般主軸的鏜模設(shè)計(jì)為凹止口,因?yàn)橹鬏S為凸止口,與凹止口的主軸鏜模正好配合。同理,轉(zhuǎn)輪的鏜模設(shè)計(jì)為凸止口,與轉(zhuǎn)輪體的凹止口正好配合,這樣起到了良好定位的作用(如圖1)。
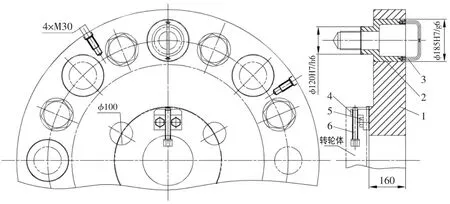
圖1
(2)水輪機(jī)的主軸鏜模與轉(zhuǎn)輪鏜模在加工時(shí),要高低點(diǎn)相對(duì),并且每個(gè)孔要一一對(duì)應(yīng)打上標(biāo)記。
主軸鏜模與轉(zhuǎn)輪鏜模聯(lián)接在一起之前,要先在聯(lián)接面的接觸上分別打上高低點(diǎn),即每個(gè)鏜模在聯(lián)接面上都要找出高點(diǎn)“H”和低點(diǎn)“L”,在聯(lián)接的過(guò)程中,主軸鏜模的高(低)點(diǎn)對(duì)應(yīng)轉(zhuǎn)輪鏜模的低(高)點(diǎn),然后再加工,當(dāng)兩個(gè)鏜模上的所有孔加工完成后,在拆開之前,兩個(gè)鏜模上的對(duì)應(yīng)孔要依次打上標(biāo)記(即1,2…),這樣做的目的是保證將來(lái)在分別加工主軸和轉(zhuǎn)輪時(shí),孔也要一一對(duì)應(yīng)。同理,鏜模與主軸和轉(zhuǎn)輪聯(lián)接時(shí),也要高低點(diǎn)相對(duì),以減少平面度的誤差。
(3)主軸鏜模與轉(zhuǎn)輪鏜模要凹凸止口配合,用調(diào)整塊調(diào)整間隙。
兩個(gè)鏜模是凹凸止口相互配合的,所以都是間隙配合,既然是間隙配合,就需要用調(diào)整塊來(lái)調(diào)整間隙。由于內(nèi)圓為止口配合,受空間限制,沒(méi)有辦法來(lái)調(diào)整間隙,只能從外圓來(lái)調(diào)整間隙。調(diào)整過(guò)程如下:在轉(zhuǎn)輪鏜模上有4個(gè)M30的螺紋孔,用于調(diào)整間隙,M30的緊固螺釘把調(diào)整塊緊緊地緊固在轉(zhuǎn)輪鏜模上,然后用調(diào)整螺釘來(lái)微調(diào)間隙,先計(jì)算出止口間隙,在止口外均勻選取四條直徑(8個(gè)端點(diǎn))均勻加入塞尺片,來(lái)調(diào)整兩鏜模,使同軸度小于φ0.02mm,兩鏜模端面間隙小于φ0.03mm,當(dāng)間隙不均勻時(shí),就通過(guò)鏜模止口處的3個(gè)φ100mm孔來(lái)觀察,然后也在φ100mm孔處塞入塞尺片,通過(guò)塞入塞尺片,同時(shí)頂緊螺釘微調(diào),當(dāng)止口處的間隙調(diào)均勻后,加工鏜模上所有的孔,如圖2所示。
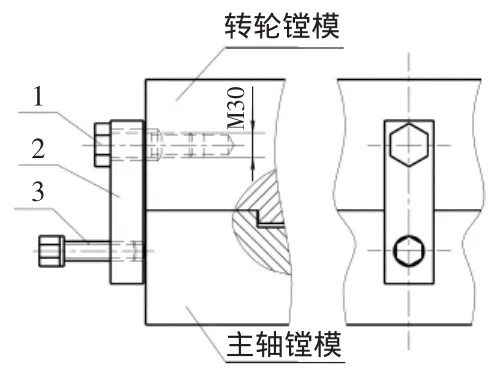
圖2
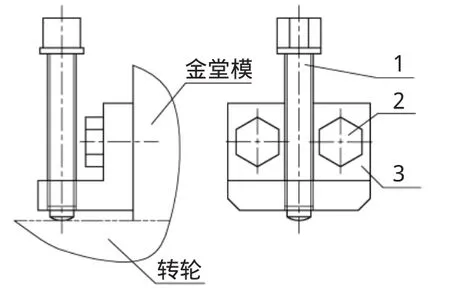
圖3
同理,主軸鏜模與主軸、轉(zhuǎn)輪鏜模與轉(zhuǎn)輪之間的調(diào)整也是采用這種方式。調(diào)整塊用于調(diào)節(jié)主軸(轉(zhuǎn)輪)鏜模與主軸(轉(zhuǎn)輪)的同軸度,由于受鏜模板與主軸和轉(zhuǎn)輪聯(lián)接形式的限制,有時(shí)會(huì)選擇外圓調(diào)整,有時(shí)會(huì)選擇內(nèi)圓調(diào)整。圖3是轉(zhuǎn)輪鏜模與轉(zhuǎn)輪之間的內(nèi)圓調(diào)整示意圖。
(4)鏜模的定位銷用于定位及控制軸向自由度。
鏜模的定位銷是很重要的一環(huán),定位銷主要是控制在加工鏜模孔時(shí)的徑向自由度,凸凹止口是控制軸向自由度。定位銷在設(shè)計(jì)時(shí),定位銷與鏜模孔、產(chǎn)品三者必須配車,順序是先加工孔,然后記錄孔的尺寸,用銷子尺寸來(lái)配孔尺寸,配車間隙全部在φ0.03mm以內(nèi),而且定位銷本身兩個(gè)軸徑同軸度誤差不超過(guò)φ0.01mm,這樣加工出來(lái)的孔可以滿足設(shè)計(jì)要求。定位銷中間加工孔,減輕重量,然后兩端加堵板,以便于打中心孔,定位銷要帶有手柄,便于裝拆,如圖4。

圖4
(5)鏜模還需要在孔的兩側(cè)加工出空刀槽。
在磨削整個(gè)大平面的過(guò)程中,空刀槽使磨削的面積變小了,保證了加工鏜模板平面的表面粗糙度及形位公差。由于此孔加工是斷續(xù)車削,易打刀,而且磨削時(shí)產(chǎn)生的熱量易使孔的邊緣變形,所以使用空刀槽是非常必要的。
3 結(jié)語(yǔ)
以上就是鏜模從選材到加工以及加工過(guò)程中調(diào)整間隙、保證尺寸公差、控制形狀和位置公差的方法。通過(guò)此鏜模加工后,主軸和轉(zhuǎn)輪孔的形位公差、精度均符合圖紙要求,保證主軸與轉(zhuǎn)輪聯(lián)接孔的位置及公差完全符合圖紙的要求。經(jīng)過(guò)實(shí)踐證明,此種加工方法具有一定的結(jié)構(gòu)通用性,整套方案設(shè)計(jì)合理,主軸與轉(zhuǎn)輪聯(lián)接效果良好,達(dá)到了國(guó)內(nèi)領(lǐng)先水平,有一定的推廣價(jià)值。
