十字鋼骨柱接頭焊接施工技術
2013-04-09 06:57:30閭建軍
機械工程師 2013年3期
閭建軍
(江蘇省泰興中等專業學校,江蘇 泰興 225400)
1 引言
隨著建筑市場日漸發展,各項新技術在建筑工程中不斷應用,特別是高層建筑中使用勁性砼結構日漸廣泛,對于“工字型”骨架安裝較為方便,“十字型”骨架的焊接及安裝質量相對于工字型骨架難度要大得多。通過多幢工程的施工經驗,多數十字鋼骨柱腹板與翼緣均為全熔透焊縫,腹板為K型坡口雙面焊,焊縫質量等級為二級以上;翼緣板為單V型坡口背墊板單面焊,焊縫質量等級一級。柱與柱間用鋼筋混凝土梁連接,節點處鋼筋與翼緣板牛腿焊接。施工現場焊接節點多,焊接質量要求高,如何確保其焊接質量是保證勁性砼結構施工質量的基礎。
2 焊接方法
一般工程施工工期緊張,施工場地狹小,針對于柱與柱接頭焊接量大。為保證焊接質量和施工工期,必須采取一種既不影響工期又能保證焊縫質量的焊接方法。
從以往經驗看采取手工焊一天的焊接量在1~1.5根柱接頭,CO2氣體保護焊一天的焊接量在3~3.5根柱接頭,所以CO2氣體保護焊焊接熔合比手工電弧焊大,焊接效率高,是一般手工電弧焊的2~3倍。
與手工電弧焊相比,CO2氣體保護焊還具有以下特點:母材中熱較集中,熱影響區較小,相應變形及殘余應力較小;明弧作業,構件坡口形狀可見,便于電弧對準待焊部位;在使用氣體純度及含水量符合相應規范時,對焊縫延遲裂紋的產生敏感性小;該焊接方法用實芯焊絲時基本無焊接熔渣,與手工電弧焊比較,減少了焊工大量輔助操作時間和體力消耗。
基于CO2焊接的諸多優點,建議一般工程鋼結構安裝焊接施工選用CO2氣體保護焊。
3 焊前準備
3.1 焊接設備的選用
根據工程焊接鋼板材質、規格、工作量和季節差異性等特點。可選用多臺CO2氣體保焊機(容量為35kVA)、多臺交、直流焊機(容量為30kVA)、1臺焊條烘箱(容量為6kVA)、1~2臺空壓機(容量為10kVA)和相關輔助設施。
對現場而言,焊接設備的數量足、品種齊全、設備先進都得到了有力保證,從而可為焊接清根、確保焊接質量、按期完成焊接任務打下良好基礎。
3.2 焊工要求
(1)經焊工考試委員會對理論考試合格的焊工,進行實際操作培訓。培訓按實際現場焊縫的不同型式、不同部位、不同厚度、不同材質分別進行。經實際培訓進行操作考試,考試合格核發焊工操作證、持證上崗。
(2)結合工程特點進行焊接工藝評定試驗,根據試驗結果制定不同部位的焊接作業指導書,指導焊接施工。
3.3 焊接坡口檢查
焊接前應將焊縫坡口的鐵銹、油污、水分、混凝土等清除干凈。
由于柱標高的調整及柱截面的工差(安裝對接時必然存在錯口間隙),當十字柱的腹板接頭間隙小于2mm,翼緣接頭間隙小于8mm時,應對坡口進行修理,并打磨平整,保證焊縫坡口達到設計要求。當錯口大于2mm以上時,在無法校正的情況下,根據規范,采用不同厚度拼接的方法進行補強。
3.4 引弧板、熄弧板和墊板的設置
對于地下部分十字柱接頭焊接,焊接前必須設有同樣材質、同樣厚度且坡口型式相同的引弧板、熄弧板,長度為30mm,同時在背面加設墊板。
4 柱接頭焊接
4.1 十字柱接頭焊接
對于勁性梁十字鋼骨柱接頭的焊接,焊接順序的選擇應當考慮焊接變形的因素,盡量采用對稱焊,收縮量大的部位先焊,使焊接變形及收縮量減小(安裝固定時有必要預留焊接收縮量),按“先腹板后翼板,對稱循環施焊”的原則進行焊接。
柱腹板為k型坡口采用CO2氣體保護焊、兩名焊工對稱焊接。坡口施焊至1/3板厚時,必須采取碳弧氣刨的方法在焊縫背面清除焊根,清除焊根表面并打磨干凈后方可繼續施焊,然后再焊另一面,依次循環焊接直至焊滿。
柱接頭翼緣板焊接采用CO2氣體保護焊,間隙為6~8mm,上坡口為30~35mm,墊板厚6~10mm。焊接時應由兩名焊工在對稱位置以相等速度同時施焊。柱兩相對邊的焊縫首次焊接厚度不宜超過半厚的1/3。清理焊縫表面后轉向另兩個相對邊的焊縫,焊完1/3板厚再換至另兩個相對邊,如此循環焊滿整個接頭的翼緣焊縫。
4.2 十字柱整體框架焊接順序
框架整體焊接順序,以施工區段的劃分和施工總進度計劃為主,可以采用一定的順序進行流水施工作業,確保下道工序的有效銜接。
4.3 框架梁柱節點的連接
一般工程柱間連接大部分采取勁性結構框架連接的方式,節點穿筋形式復雜。部分鋼筋節點處采取穿孔形式、其他部分鋼筋采取與牛腿搭接焊的方法(鋼筋與牛腿搭接焊為雙面搭焊)。
鋼筋與牛腿搭接焊接采取手工電弧焊,搭接數量為每個牛腿2~4根鋼筋,搭接長度為5d,焊縫寬度為0.6d。焊接時先用直徑為φ3.2mm的E5003焊條打底焊第一遍,清渣后再用直徑為φ4.0mm的E5003焊條焊接,焊接時注意引弧和收弧位置的選擇,焊縫表面應光滑,焊縫余高應平緩,弧坑應填滿。一般一根鋼筋單面焊縫需焊5~6遍焊縫高度才能達到設計要求。根據施工現場實際情況,部分搭接長度不夠時應加大焊縫高度。
4.4 冬期施工
很多工程正值冬季施工,如何確保焊接質量,是勁性梁結構施工的重點。
(1)碳當量的評定
鋼中碳及某些合金元素的含量直接影響鋼的淬硬性以及鋼材對接焊熱、冷裂紋的敏感性,因此在焊接施工(特別是在低溫下焊接施工)時,以鋼的碳當量評定鋼材焊接性是最直接和最常用的方法,通常碳當量Ceq=0.38%~0.41%時,鋼材的焊接性較好。現場部分鋼材碳當量計算見表1。
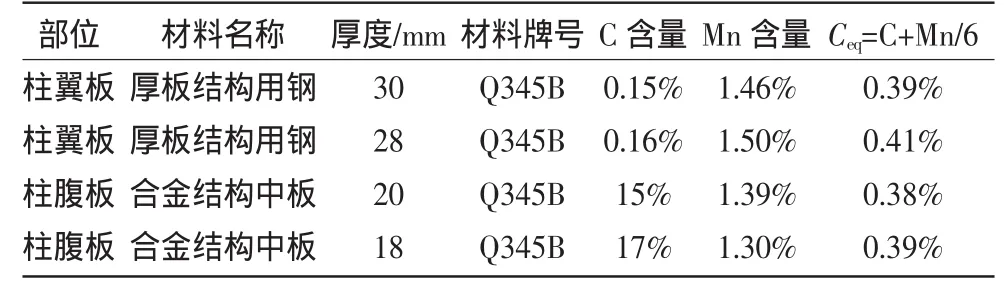
表1 碳當量計算數值(部分數據)
(2)焊接預熱
冬期焊接時盡可能避免在夜間低溫時段進行,如果現場工期所需,每道焊縫盡可能一次焊完,未焊完的焊縫重新焊接時應按預熱規范要求進行。焊縫部位預熱可用氧氣-乙炔和熱電偶進行,范圍在焊縫兩側各100mm以上,并在焊接前測溫確認(預熱溫度見表2)。
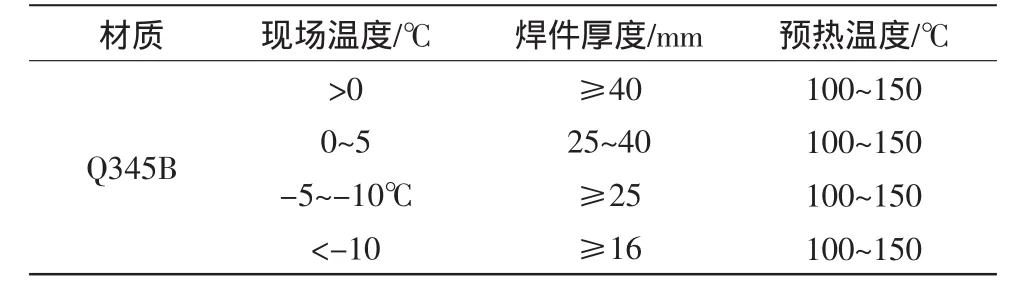
表2 預熱溫度
(3)焊接工藝參數
為減少冬期焊接施工焊縫熱影響區淬硬傾向,防止延遲裂紋產生時盡可能采用短路過渡,適當放慢焊接速度,增大焊接線能量,減緩焊縫冷卻速度。嚴格按焊接工藝規范操作(焊接工藝參數見表3)。

表3 焊接工藝參數
(4)鋼材焊接檢測
鋼結構焊接前應對原材料進行檢測,應委托有專業資質的工程質量監督總站檢測中心對所有牌號、級別規格的鋼板焊件進行拉伸性能試驗和彎曲性能試驗。檢測結果依據JGG81-2002標準,力學性能必須符合要求。
5 焊接的檢驗
5.1 超聲波探傷
工程施工前應編制該工程鋼結構現場安裝焊縫超聲波探傷檢查方案。
編制現場安裝焊縫外觀檢查記錄,首先有班組長對焊工所焊焊縫實行100%外觀檢查,不符合標準部分進行現場修補。自檢合格后,填寫外觀檢查記錄表交焊接工程師復驗,復驗合格后書面通知委托第三方探傷工程師進行探傷。Q345B材質的焊縫冷卻24h后方可進行100%無損檢測。經檢驗發現有焊縫缺陷時,應作詳細記錄并由探傷工程師開出臨時檢驗報告簽字后交技術部門。
5.2 焊縫返修
經檢查發現的焊縫不合格部位,必須進行返修。
當焊縫有裂紋、未焊透和超標準的夾渣、氣孔時,必須將缺陷清除后重焊。清除缺陷可用碳弧氣刨或氣割進行。
焊縫出現裂紋時,應由焊接工程師主持進行原因分析,制定出措施后方可返修。當裂紋界限清楚時,應從裂紋兩端加長50mm處開始,沿裂紋全長進行清除后再焊接。
6 結語
CO2氣體保護焊接技術在工程使用中,提高了施工速度、節約人工,縮短工期、保證了工程質量。這其中與焊前的充分準備、選擇正確的焊接方法、科學的焊接順序是分不開的,在以后工程施工中根據工程情況可以使用該類焊接技術。
[1]JGJ81-2002,鋼結構焊接技術規程[S].
[2]GB50250-2001,鋼結構工程施工質量驗收規范[S].
[3]JGJ99-98,高層民用建筑鋼結構技術規程[S].
[4]中國鋼結構協會.建筑鋼結構施工手冊[M].北京:中國計劃出版社,2003.
[5]項玉璞,曹繼文.冬期施工手冊[M].北京:中國建筑工業出版社,2000.
猜你喜歡
建材發展導向(2022年14期)2022-08-19 02:10:10
建材發展導向(2022年14期)2022-08-19 02:08:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
山東冶金(2022年1期)2022-04-19 13:40:48
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02
