機卡復合刀具在復雜閥體加工中的設計與應用
2013-04-09 06:57:32劉鵬
機械工程師 2013年4期
關鍵詞:設計
劉鵬
(中國鐵道科學研究院機車車輛研究所,北京 100081)
1 引言
隨著鐵路機車車輛進入高速時代,其制動系統的集成化、模塊化、緊湊化的要求越來越高,制動系統中的空氣控制閥也逐漸由單一功能向復合功能轉變,作為關鍵部件之一的閥體(如圖1),其設計越來越復雜,加工質量的高低直接影響到制動系統的整體性能,為此閥體的加工質量和效率一直是廠家比較重視的問題,而閥體中活塞孔的加工又是閥體之中的關鍵工序,由于多個孔呈階梯狀布置構成各類孔系,如果對其分開加工則形位公差很難保證,屬于難加工工序。因此需要設計專用復合刀具對這些有相互關系的階梯孔同時加工,由專用復合刀具來保證孔的形位公差,并提高生產效率。機卡結構的復合刀具可以克服傳統的焊接結構復合刀具靈活性差、設計制造時間長等缺點,能適用于鐵路產品多品種小批量的生產模式。
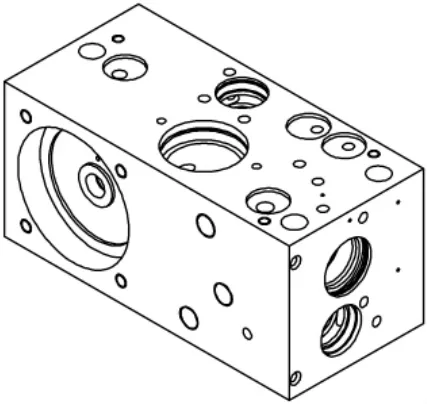
圖1 閥體
2 機卡復合刀具的概述
機卡復合刀具(如圖2)是將多個相鄰加工部位的加工刀具組合成一體,并采用刀片結構的專用刀具。它能在一次加工過程復合完成多工序加工,具有加工效率高、質量可靠的加工優點。
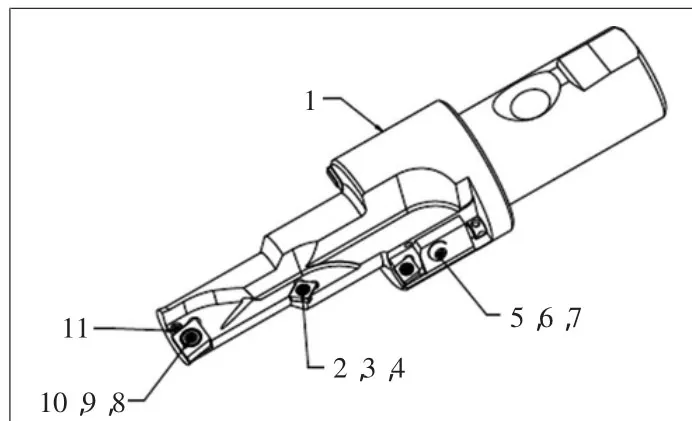
圖2 機卡復合刀具
機卡復合刀具有以下特征:可減少刀具使用數量,一次完成多個加工要素的加工,減少刀具安裝、刀具交換和刀具在刀庫與加工部位之間來回行走的時間,提高生產率;采用刀片結構,刀具磨損后刀片更換方便,可提高刀桿的利用率,降低刀具采購成本;采用標準化結構,可縮短刀具的設計和制造周期;可保證加工要素之間的相互位置精度,提高工藝穩定性。
3 機卡復合刀具在閥體加工中的應用
我公司生產的閥類零件,其關鍵加工要素為孔系,一是孔的尺寸及幾何精度要求高且數量多;二是表面粗糙度低,加工過程中孔的表面不允許有任何劃傷;三是各孔之間位置精度要求嚴格。圖3是我公司典型的孔系組成圖。

圖3 典型孔系組成圖
由于加工方法類似,本文以圖3為例進行工藝分析和刀具設計。閥體的材料通常為變形鋁合金6082或者6061,經過淬火和人工時效后,機械加工成成品,圖3所示的孔系由10個孔組成,孔的功能可以分為導向部、密封部、活塞行程空間三種,對于導向部尺寸精度和形位公差要求較高,密封部表面粗糙度要求較高,活塞行程空間對孔的深度要求較高,以圖3為例主要技術條件有:(1)幾何精度。10個孔的最高尺寸精度為圖3中密封部,其尺寸精度為IT7,其余孔為IT8或IT9。(2)形狀精度。孔的形狀精度要求同軸度為IT7,對于孔其圓度公差按照本廠規定,在沒有特殊要求的時候,孔的圓度公差控制在不超過孔徑尺寸公差的一半。(3)表面粗糙度。密封部的粗糙度≤Ra1.6,其余孔的粗糙度為≤Ra3.2。
根據技術要求,該孔系主要以鉆、粗鏜、精鏜的加工方法為主,采用傳統加工方法加工與采用復合刀具方法加工兩種工藝方案的對比見表1。
通過加工時間的比較可以看出,復合刀具的使用可以極大地縮短刀具的切削時間,由于刀具數量的減少,可以進一步縮短加工過程中換刀時間、空行程時間等,從而使生產效率得到較大提高,由于刀具數量的減少,尤其是精鏜刀的減少,可以降低刀具采購和維護費用。
復合刀具的使用可以有效地改進產品加工質量,尤其可以避免由于多次換刀產生換刀精度對產品質量的影響,如表2所示。
4 機卡復合刀具的設計
本文所指機卡復合刀具主要為同類工藝復合刀具復合鉆、復合擴、復合鏜等。設計時應注意以下問題:
4.1 排屑槽的設計問題
機卡復合刀具同時參加切削的刀齒數量較多,通常在3個或者3個以上,切削時會產生大量切屑,由于加工余量的不一致,切削寬度的不同會導致切屑的寬度大小存在差異,因此容屑空間的大小、排屑過程是否通暢不僅會影響生產效率,也會影響被加工表面質量好壞,嚴重時還會產生崩刃和刀具折斷等現象,甚至還會損壞機床,因此復合刀具的排屑問題十分重要。可以通過以下措施改善排屑狀況:(1)增加刀具中心冷卻液噴口:冷卻液能精準直達刀片前刀面與切屑之間的切削區域,這有效延長了刀具壽命,通過高壓的冷卻液流動,可以將加工產生的切屑順著排屑槽排出,使得加工過程更可靠。(2)改善槽形:標準單孔加工刀具(如鉆頭、鉸刀)因齒數較多,容屑空間較小,若復合刀具采用傳統刀具的槽型,會由于容屑空間小而出現切屑互相干擾和阻塞的現象。因此,在設計復合刀具時,應考慮在刀齒強度允許的前提下,適當優化槽形設計、增大容屑空間。(3)采用錯齒結構:復合刀具采用圖5所示的錯齒結構,使直徑不同的刀片切下的切屑都有各自的排屑通道,這樣可使切屑互不干擾,排屑暢通。
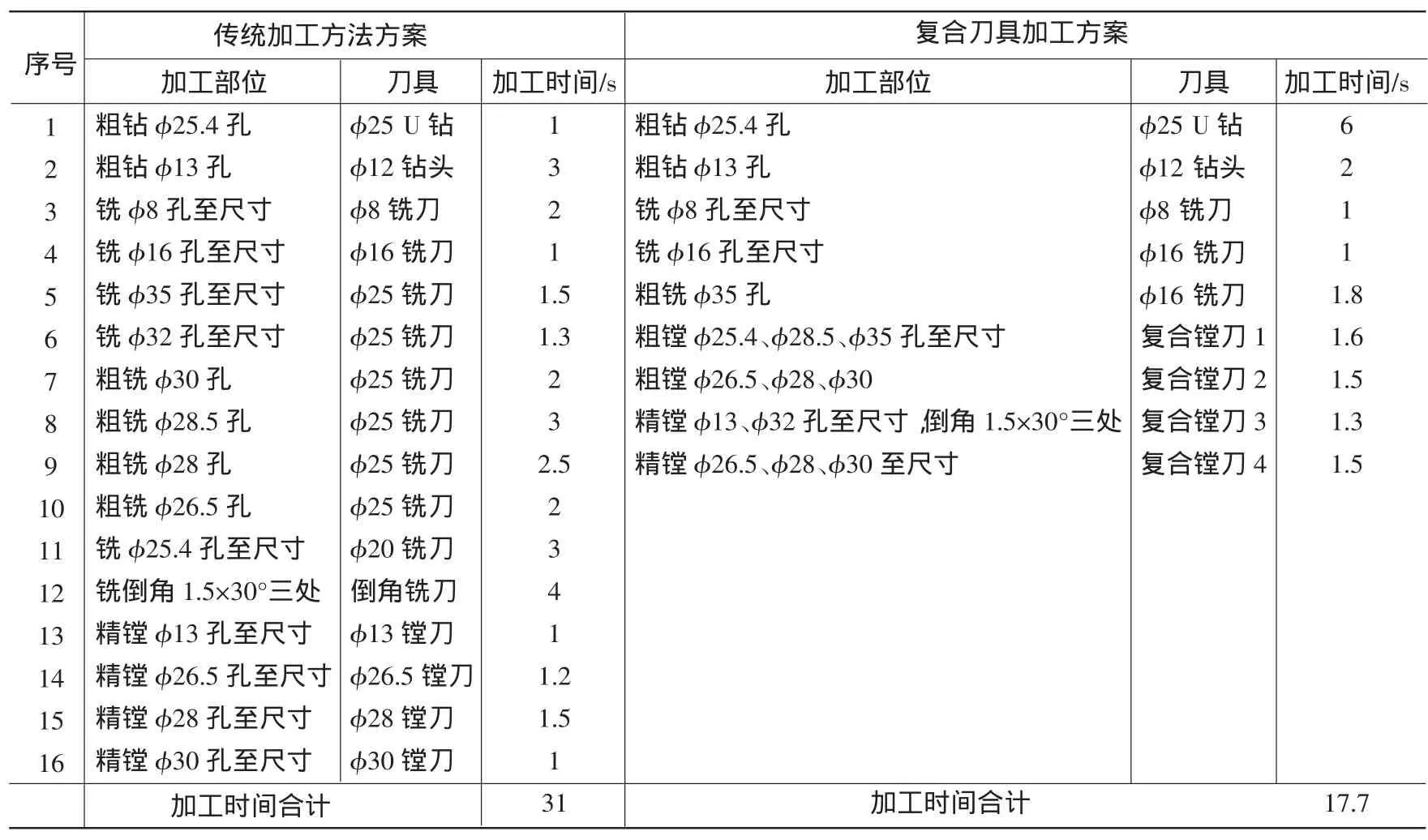
表1 傳統加工方法方案與復合刀具加工方案對比
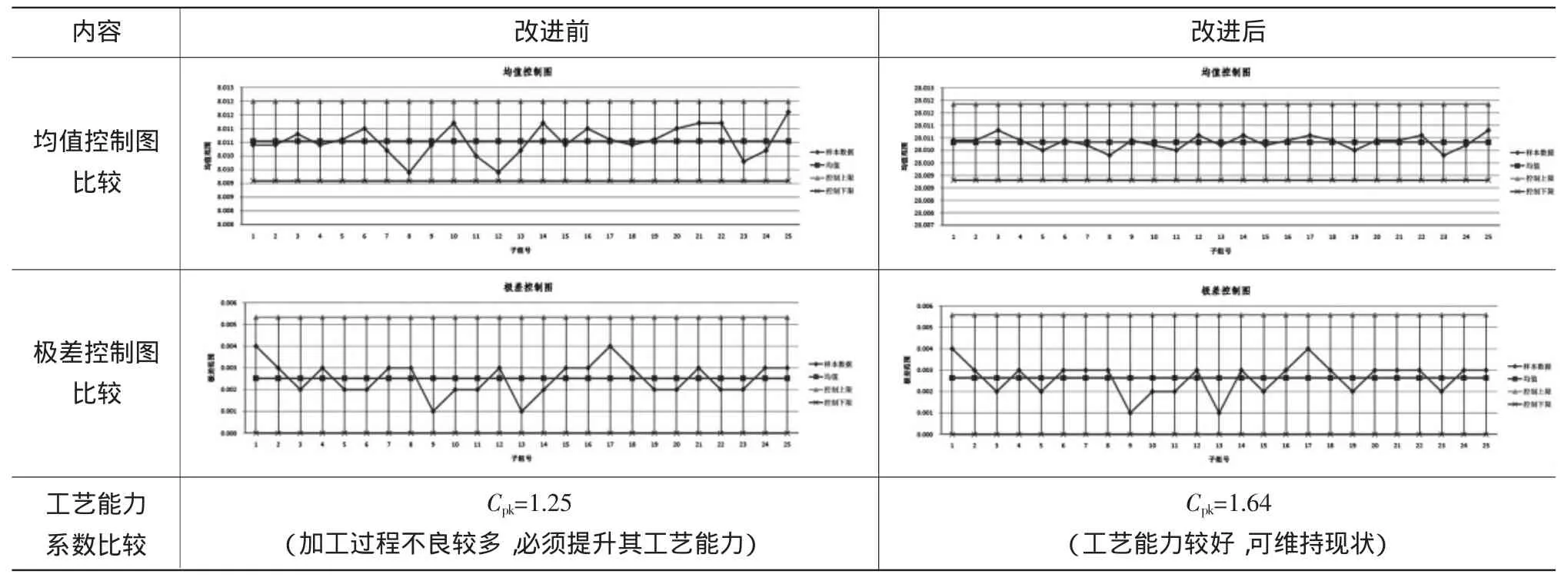
表2 改進前、后控制圖及工藝能力系數比較表
4.2 機卡復合刀具尺寸調整的問題
機卡復合刀具分為用于粗加工定尺寸刀具(如圖4),工件的加工精度常取決于復合刀具本身的尺寸精度;精加工可調整尺寸的刀具(如圖5),加工精度與復合刀具的結構與調整方法有關。根據被加工尺寸的精度范圍,可以選用不同的調整機構。必須指出,在設計復合刀具時,當加工孔的直徑偏差為IT7-6級而表面粗糙度要求Ra1.6~1.8的孔,尤其是直徑較大的孔,為了便于控制加工尺寸,應設有微調裝置。圖6是一種較為簡單的調整裝置,通常適用于IT7-8級、Ra1.8~3.2的孔,其結構簡單,采購方便,裝刀容易,調整迅速。
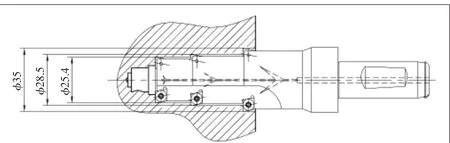
圖4 復合刀具1
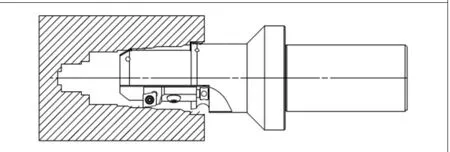
圖5 復合刀具4
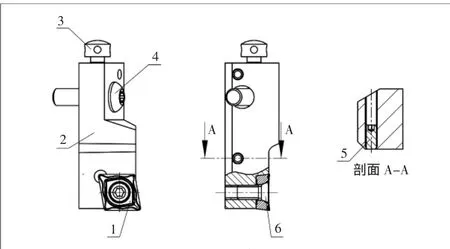
圖6
刀夾組裝好后安裝于刀具體上,在生產加工之前使用對刀儀通過調整件3和件6分別進行軸向尺寸和徑向尺寸的調整,在加工過程中也可以使用相應的工具依據測量的結果進行尺寸調整。
5 切削用量的選擇
要保證刀具使用效果達到要求,就需要選定好切削用量。如鉆擴復合,進給量要受鉆頭限制,而切削速度受鉸刀限制,要是按鉸刀確定進給量則鉆頭承受不了,要是按鉆頭確定切削速度,則鉸孔質量難以保證。同類復合刀具進給量應以直徑最小的刀具選定,切削速度應以最大直徑的刀具選定。不同類的復合刀具,一般以大、小直徑的平均值,并考慮加工精度要求綜合選定切削用量。
6 結論
綜上所述,對復雜閥類零件而言,鑒于其加工要素多、精度要求高的特點,在多品種少批量生產中應用機卡復合刀具將更能發揮其效益,企業如果在復合刀具的設計上、工藝上實現標準化、系列化,并形成公司內部標準,可以節約生產成本。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
