壓縮型設備線夾(SY系列)標準中的幾個問題
2013-04-10 09:52:36溫開元
機械工程師 2013年9期
溫開元
(浙江恒博電氣制造有限公司,浙江 溫州 325700)
壓縮型設備線夾(SY系列)標準中的幾個問題
溫開元
(浙江恒博電氣制造有限公司,浙江 溫州 325700)
文中通過探討壓縮型設備線夾(SY系列)兩種工藝利弊及主要結構尺寸的差異,從中找到最佳的方法,將GB/T 2314-1998標準中有關壓縮型(SY系列)設備線夾的主要尺寸作適當調整,以便更好地為生產服務。
電力金具;壓縮型設備線夾;探討與研究
1 鋁管壓制型(即管壓型)壓縮型設備線夾(SY系列)
壓縮型設備線夾在電力線路中應用很廣,主要用于母線引下線與電氣設備連接,壓縮型設備線夾一般采用兩種工藝:一種是采用鋁管壓制的方法;另一種是鑄造的方法。采用鋁管壓制的方法很難符合GB/T 2314-1998標準中有關壓縮型(SY系列)設備線夾的主要尺寸,如圖1、表1所示。
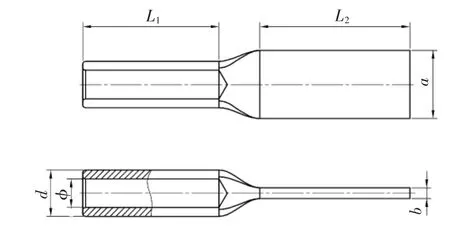
圖1 管壓型壓縮型設備線夾(SY系列)簡圖
2 管壓型壓縮型設備線夾的用途
(1)導線與用電設備端子連接;(2)壓縮型跳線線夾引流端子板;(3)壓縮型耐張線夾跳線引流端子板;(4)壓縮型T型線夾引流端子板。
3 管壓型及鑄造型壓縮型設備線夾工藝及優缺點
3.1 管壓型壓縮型設備線夾工藝
(1)工藝流程:管型材擠壓→切斷下料→倒圓角→壓扁一端→切邊→銑平面→清洗→包裝入庫。(2)工藝優點:加工方便,批量生產效率高,損耗少,美觀,質量可靠。(3)工藝缺點:需要購置大型鋁型材擠壓設備,管型材擠壓成本相對高。
3.2 鑄造型壓縮型設備線夾工藝
(1)工藝流程:鑄造→鋸澆口料→噴丸處理→鉆孔倒圓角→銑平面→清洗→包裝入庫。(2)工藝優點:不需要購置大型鋁型材擠壓設備。(3)工藝缺點:生產效率低,有鑄造缺陷,質量不可靠,不美觀。

表1 GB/T 2314-1998中壓縮型(SY系列)設備線夾主要尺寸
3.3 兩種工藝比較
管壓型壓縮型設備線夾工藝加工方便,批量生產效率高,損耗少,美觀,質量可靠更有優勢,故推薦優先采用管壓型工藝。
4 管壓型壓縮型設備線夾與GB/T 2314-1998壓縮型
設備線夾的差異
管壓型壓縮型設備線夾中圓管的有效截面積應等于壓扁的端子板截面積,而根據壓縮型設備線夾GB/T 2314-1998標準表2中有關SY系列中尺寸數據可知:圓管的有效截面積并不等于壓扁的端子板截面積。
(1)SY-35/6A型號相關截面積
導線截面積:S=35mm2
圓管截面積:
S1=π(d2-φ2)/4=3.14×(162-9.52)/4=130.11mm2
端子板截面積:S2=a×b=30×8=240mm2
S1/S2=130.11/240=54.21%;S2/S=240/35=6.86
(2)SY-210/25A型號相關截面積
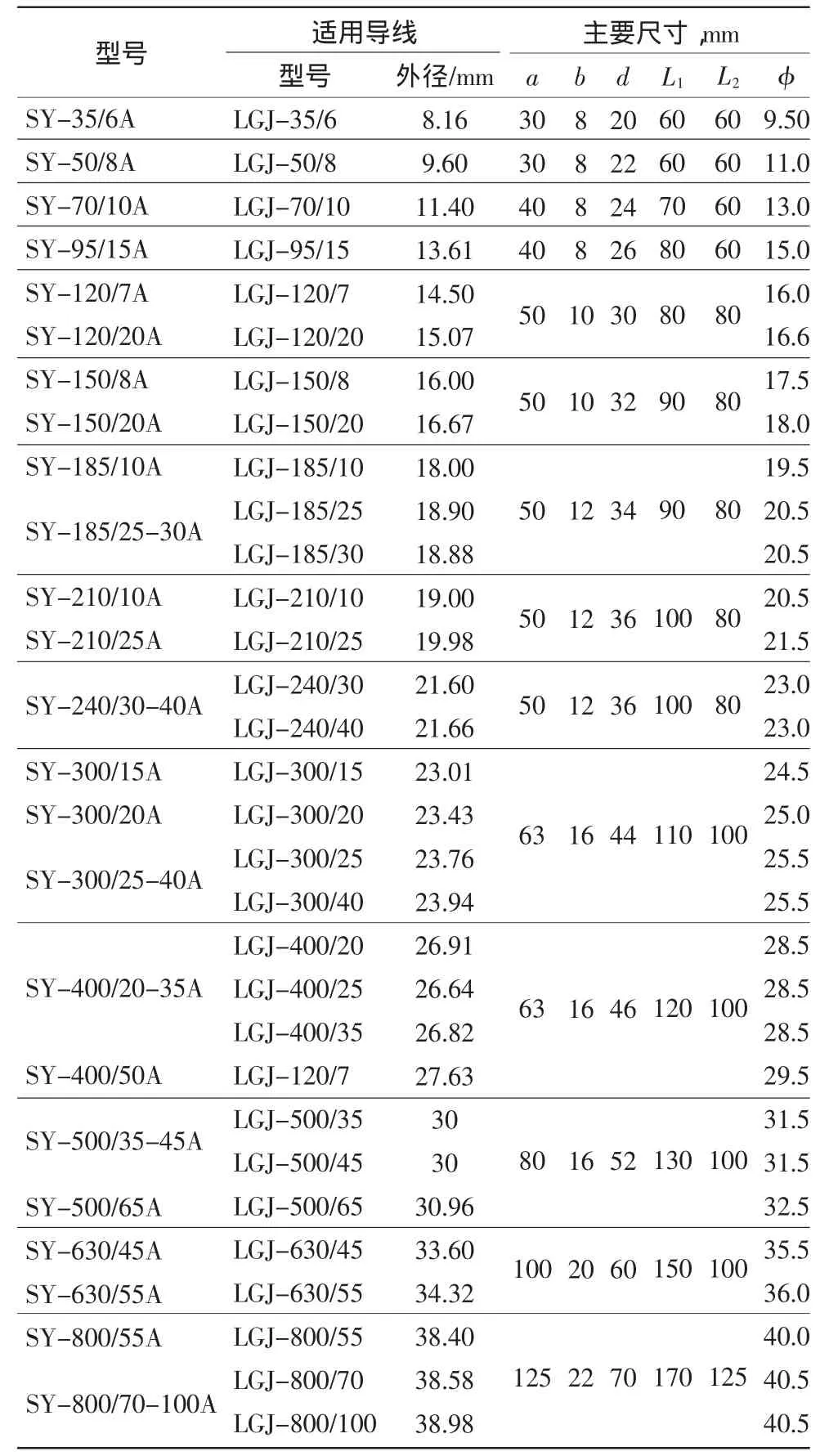
表2 管壓型壓縮型設備線夾主要尺寸
導線截面積:S=210mm2
圓管截面積:
S1=π(d2-φ2)/4=3.14×(342-21.52)/4=544.6mm2
端子板截面積:S2=a×b=50×12=600mm2
S1/S2=544.6/600=90.77%;S2/S=600/210=2.86
(3)SY-400/65A型號相關截面積
導線截面積:S=400mm2
圓管截面積:
S1=π(d2-φ2)/4=3.14×(452-29.52)/4-906.5mm2
端子板截面積:S2=a×b=63×16=1008mm2
S1/S2=906.5/1008=89.93%;S2/S==1008/400=2.52
5 管壓型壓縮型設備線夾相關主要尺寸的調整
根據電力金具通用技術標準GB/T 2314-2008中的要求承受電氣負荷性能的規定考慮以下幾個因素:(1)導線接續處兩點之間的電阻應不大于同樣導線的電阻;(2)導線接續處的溫升應不大于被接續導線的溫升;(3)承受電氣負荷的所有金具,其載流量應不小于被安裝導線的載流量;(4)導線接續處安裝接觸面及端子截面有足夠的面積;(5)擠壓鋁管外徑與內徑尺寸極限偏差中有關規定;(6)鋁鉗壓接續管高度h±0.8mm。
從以上S1/S2比率可知圓管截面積逐步接近端子板截面積,再從S2/S比率可知端子板截面積遠大于導線截面積。若以GB/T 2314-1998標準中端子板截面積S2為標準,也就是說最大過流截面積不變,適當增大管子的外徑而內徑不變的基礎上,使圓管的有效截面積等于壓扁的端子板截面積,這樣圓管有效截面積增加,電阻減小,溫升相應減小,從而為管壓型壓縮型設備線夾生產奠定了理論基礎,為此,將管壓型壓縮型設備線夾相關截面尺寸調整如表2。
6 結語
從表1、2對照可知:管壓型壓縮型設備線夾主要尺寸只是對管子外徑d作了一些增大調整,但增大不多,又因為d-φ>b即管壓型壓縮型設備線夾端子板厚度能保證,而且有一定的壓縮余量,長度方向也大于a,也就是說它有足夠的接觸面及端子截面,綜合來看管壓型壓縮型設備線夾還是有其優勢的一面,為了統一管壓型和鑄造型兩種工藝制造主要尺寸,便于更好地檢驗和生產,建議將GB/T 2314-1998標準表2中有關SY系列中尺寸修訂為《管壓型設備線夾主要尺寸》,同理GB/T 2314-1998標準中有關SYG系列產品也可如法炮制。
[1]董吉諤.電力金具手冊[M].北京:中國電力出版社,2010.
[2]韓燁.新編鋁合金及鋁材加工技術手冊[M].北京:人民出版社,2009.
[3]吳小源,等.鋁合金型材表面處理技術[M].北京:冶金工業出版社,2009.
(編輯 立 明)
TM2
B
1002-2333(2013)09-0222-02
溫開元(1962-),男,工程師,從事機械、閥門及電動裝置、汽摩配、高低壓電器等產品的開發設計工作。
2013-05-06
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57
