工件托盤的工藝編制
2013-04-12 01:10:22張亮
機械工程師 2013年3期
張亮
(北京北儀創(chuàng)新真空技術有限責任公司,北京 102600)
1 引言
工件托盤是我單位某型高真空鍍膜設備上的比較關鍵的零件,用在真空室內(nèi)部。根據(jù)使用的需要,工件厚度要求較薄,形狀成內(nèi)形為空腔的方框型結(jié)構(gòu),指定平面要有較高的平面度。材料為純鈦(TA2)。由于零件數(shù)量較少,工藝選擇用板料進行加工。
2 工件托盤結(jié)構(gòu)
如圖1,從零件本身形狀看,零件屬于空腔形零件,對指定平面平面度要求較高。采用板料加工成零件的方式,由于去除材料較多,若加工方法不當易產(chǎn)生較大應力變形,影響零件平面度。加工過程中不好裝夾,而且如果直接將裝夾力作用于零件,當去除裝夾力后,零件會發(fā)生變形。要保證圖紙要求,就必須解決以上兩種變形問題。
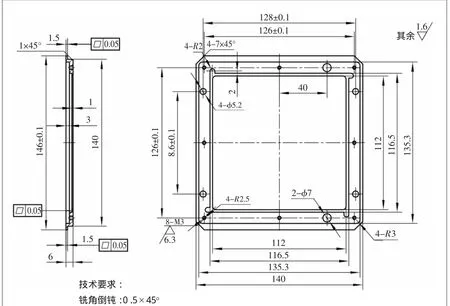
圖1
3 加工方案
根據(jù)我廠現(xiàn)有生產(chǎn)條件,對第一種變形:銑削內(nèi)形前磨削兩大面作為后續(xù)加工的基準面。做時效處理消除加工應力。零件中心材料先不去除以起到支撐作用。銑削時進刀量吃刀量要小,冷卻液要充足。內(nèi)形粗加工和自然時效后,根據(jù)情況,對零件進行適當矯形后再進行精加工。對第二種變形:由于零件中心材料沒有去除,可在上面鉆四個通孔,通過螺栓與自制的工裝連接(如圖3),裝夾時將夾緊力作用在工裝上。當零件除內(nèi)形112×112尺寸外其它尺寸都加工完成后,用線切割將中間材料去除。由于線切割會產(chǎn)生切割痕跡及氧化層,切割后用金相砂紙修光切割痕跡及氧化層。
4 工裝
根據(jù)材料價格、材料加工成本及零件加工數(shù)量等因素,工裝材料選擇 Q235A。工裝形狀為 220×226×20矩形(如圖 4),并在其上加工出4-M8螺紋。工裝兩大面要有較高的平行度及平面度。加工時先將工裝找正并通過壓板固定在機床床面上,再通過螺栓與工件連接,工裝圖如圖5、圖6。
5 工件托盤加工工藝分析
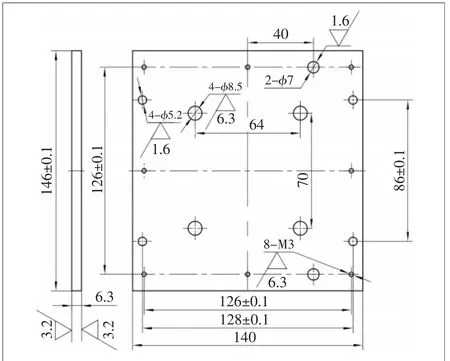
圖2 工件托盤工藝圖
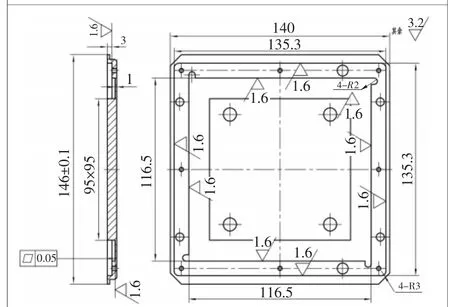
圖3 工件托盤工藝圖
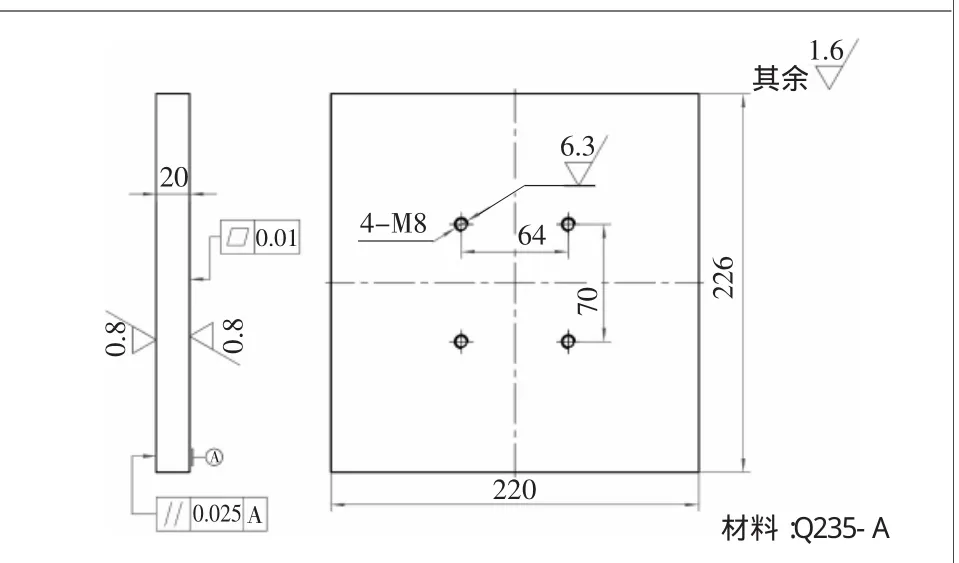
圖4 工裝圖
(1)下料。由于純鈦材料價格比較昂貴,工件托盤需要的數(shù)量又不多,而且這種材料在我單位并不常用,因此我們主要按照需要的尺寸156×150×8從材料經(jīng)銷商處采購相應件數(shù)。
(2)鉗工。按工藝圖2加工出四個工藝孔,用來與工裝連接。并在此序加工出零件上各孔及螺紋。
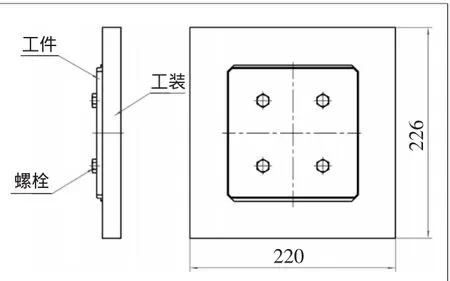
圖5 裝夾方式1
(3)磨削。通過磨削提高兩大面平面度和平行度,使兩大面在后續(xù)加工中作為基準面。磨削兩大面分粗加工與精加工,磨削時要采取防變形措施,如砂輪要鋒利、冷卻液要充足、小進給量、兩大面交替磨削等。在粗加工之后進行一次自然時效消除加工應力后再進行精磨。
(4)粗銑。采用裝夾方式1(如圖5)將零件裝夾在工裝上加工外臺階至尺寸。采用裝夾方式2(如圖6)粗銑內(nèi)型各臺階。銑削時進給量及吃刀量要小,冷卻液要充足以防止工件變形。
(5)根據(jù)實際情況對工件進行適當矯形,保證平面度要求。
(6)精銑。精銑內(nèi)形各尺寸,但內(nèi)形支撐部分不去除,在此序去除工裝。
(7)電加工。線切割內(nèi)形底部尺寸,鉬絲可從零件上工藝孔穿入。
這樣可以避免去除工裝后銑削底部尺寸時的裝夾問題,同時減小了加工應力的產(chǎn)生。
工件托盤的加工工藝如表1所示。
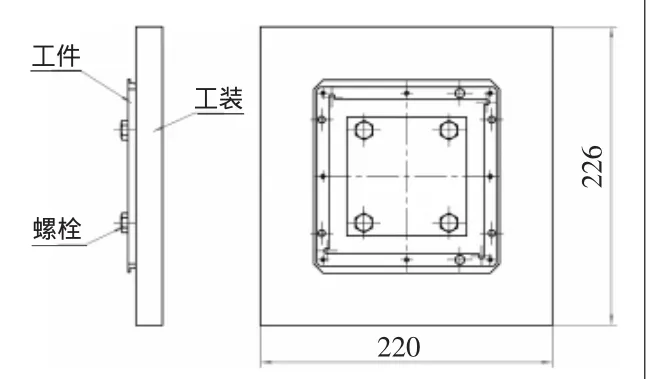
圖6 裝夾方式2
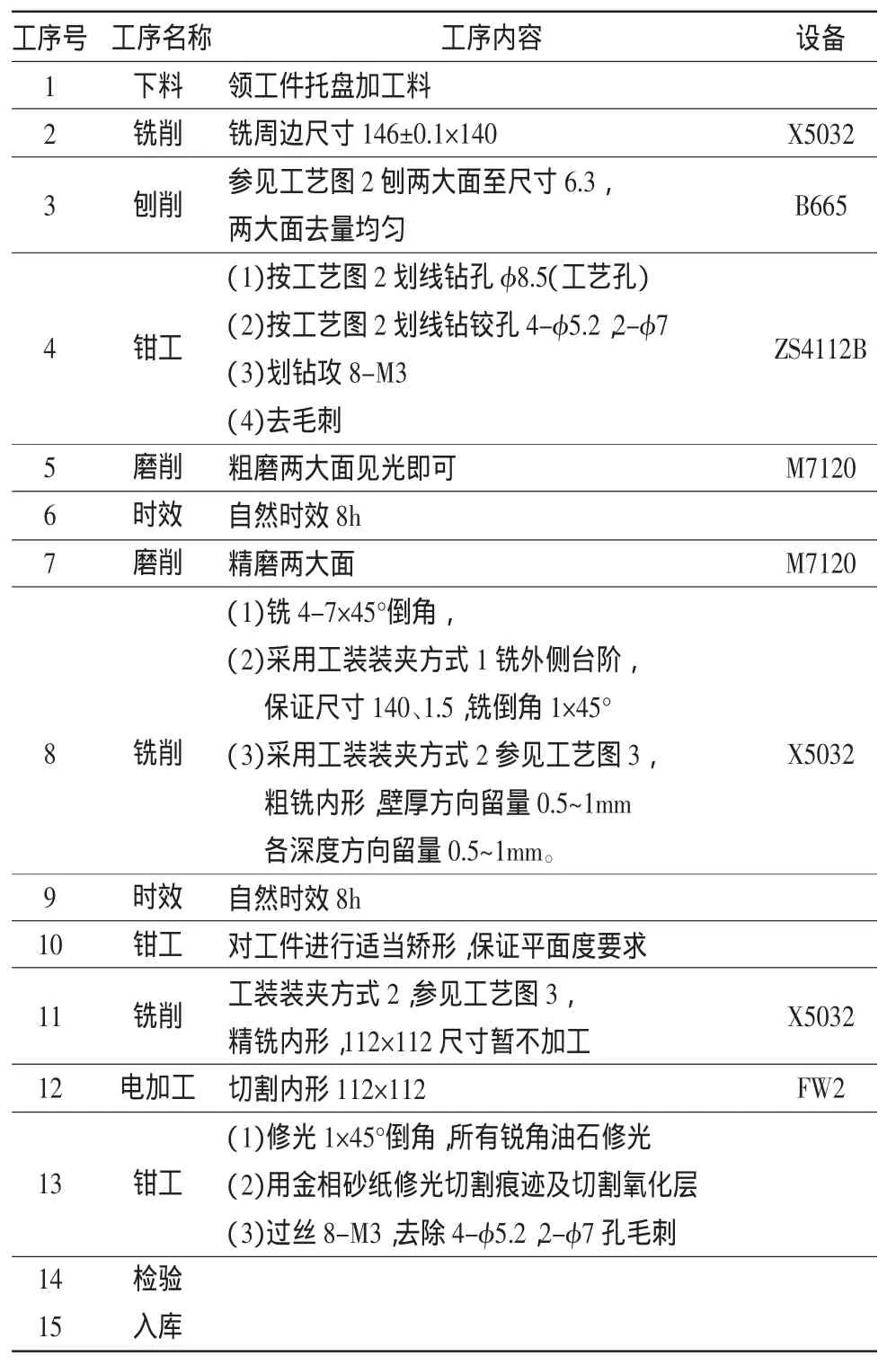
表1
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
