冷沖壓模具中板料成型的CAE分析
2013-06-21 09:02:58黃根哲
長春大學學報 2013年4期
田 野,黃根哲
(長春理工大學 機電工程學院,長春 130022)
0 引言
冷沖壓模具技術在當今社會有著廣泛的應用,在整個模具行業內,占有近半數的比例。但是由于模具本身的一些缺陷和技術水平的限制,使得在應用于實際生產中會存在一些困難,如某些零部件的排料不當,會使材料的利用率有所降低,導致成本偏高;部件外型的扭曲程度過大,會令連續的料帶在連料和加工工藝上存在困難;對于某些孔的位置度以及精度有特殊要求的模具,會需要加入斜契沖孔;工件尖角處兩側余料過小,不易壓料,需要加入氮氣彈簧進行輔助壓料,這些價格較高的特殊部件的加入,也會使成本上升等等。由此可見,模具對技術的要求較高,而且必須要重視利潤。要想成功的為一件板料零部件設計級進模具,需要考慮多種因素,特別是在實際的生產中要想獲得一件合格的零件,都需要進行反復的調試與實驗,同時也需要一批經驗豐富的模具設計師和模具鉗工才能完成,在不斷的修模和設變中,時間和金錢也在大量的流失。而且隨著金屬材料的不斷發展,汽車產業也在尋求大量的新型材料以滿足和完善汽車的一些新的需求,因此按照過去傳統的經驗和對模具在實際生產中不斷實驗的方法,無法估測出新型材料的一些性能,使得模具在設計的過程中就會遇到很多困難,占用更多的時間,令實際的成本變得更高。綜上,企業為了實現利潤最大化,都在縮短生產周期,提高模具質量上下工夫,CAE技術也自然而然的被引用到了實際的生產之中。
本文在分析板料成形的過程中引入Dynaform軟件,在一些制作難度較大的地方采用了數值模擬分析等手段進行分析,通過不斷的實驗確立了所需的正確數據,令最后的模具調試時間大大縮短,同時也讓級進模的設計難度有所下降。
1 板料沖壓成型的缺陷
板料的沖壓成型會受到許多因素的制約,材料是否能夠按照預期的軌道進行變形是沖壓要面臨的一個重要問題。在板料被沖壓過后,會出現很多不同程度上的缺陷,雖然有些可以被忽視,但是遇到有特殊要求的工件,缺陷會成為很大的問題。一般生產過程中會對最終結果影響比較大的幾種缺陷有起皺、破裂、回彈等。
實驗用零部件簡介
圖1中為某公司為某汽車品牌所設計的副車架里的一個部件,形狀較為復雜,制作其級進模時,連料和壓邊力等問題會比較復雜,有一定得制作難度和研究價值。本產品采用一出二對稱的制作方式,可以提高材料利用率和生產效率。其長度為184mm,寬度為129mm,厚度為3.25mm,材料為寶鋼生產的S420MC,本牌號系列是細晶粒鋼,具有良好冷成型性能,主要用于要求良好的冷成型性能并且具有較高或高強度要求的汽車大梁或者橫梁等汽車結構件。
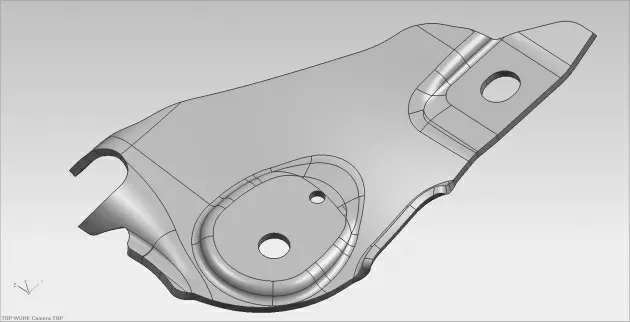
圖1 零件的3D模型
2 數值模擬壓邊力的調整
壓邊力直接影響到了模具在設計中對于壓料力以及部分工藝中頂料彈簧型號的選擇,對于級進模中各個步驟力的均勻分配也有著至關重要的作用。壓邊力的設置過大,會導致破裂的現象;過小,會使零件的法蘭部分產生起皺現象。所以在輸入前需要進行計算,確保壓邊力的設置得當。壓力的計算公式為:FQ=Ap其中A為在壓邊圈下的毛坯投影面積(mm2);p為單位壓邊力(MPa)視材料自身而定。通過計算,先將壓邊力設置為160000N,圖2是160000N的分析結果。

圖2 壓力為160000N的分析結果

圖3 壓力為80000N的分析結果
從圖中可以清楚的看見,在零部件的圓角處出現了紅色和黃色的區域,表示工件已經出現了局部的破裂,說明壓邊力過大。將壓邊力適當的縮小,設定為80000N,通過分析可以看出,在80000N的作用力下,零部件符合要求。如圖3所示。
3 數值模擬摩擦系數的調整
摩擦系數關系著模具設計中材料的選擇,如工件材料、凸凹模材料、壓邊圈材料等等,也關系著壓力的計算。坯料與凹模之間的摩擦系數越大,對于最后工件的成型越不利,很容易產生起皺和毛刺現象。但是隨著摩擦系數的進一步增大,這種不利會逐漸的減小。而增大模具的沖壓力可以抵消部分的摩擦力,但是這種力之間的平衡還需考慮到經濟上的價值,因此在模具設計中用Dynaform軟件事先對摩擦系數進行模擬分析是十分有必要的。
先根據經驗公式將摩擦系數設置為0.16。
從圖4中的分析數據可以看出,工件的邊緣處出現了起皺的現象,說明摩擦系數過大,因此要減小,將摩擦系數設置為0.125。圖5中的分析結果顯示,工件可以符合實際生產的要求。

圖4 壓力為160000N的分析結果

圖5 壓力為80000N的分析結果
4 數值模擬回彈問題的分析
模具設計中的回彈問題一直困擾著世界上大多數的設計師。直到數值模擬軟件的出現才有所改善,但是回彈的大小受眾多因素的影響,即使是技術已經比較成熟的有限元分析也不能準確的判斷這個數值,仍需要在實際的試模中進行調試,但是精確的模擬分析卻可以減少這個過程的時間。回彈問題關系到了3D數模的形狀,從而影響到了模具內部的形狀,分析過程較為復雜。一般的方法就是從展開的坯料形狀開始,通過分析逐步的改善其中的工件形狀已達到圖紙所要求的一些相關參數。
在圖6和圖7中可以看出,回彈前的角度為51.882,回彈后的角度為51.967.回彈率在可接受的范圍內,說明此工藝能夠符合實際生產的要求。

圖6 零部件回彈前分析

圖7 零部件回彈后分析
5 結語
本文通過實驗數據說明了CAE分析軟件在實際生產中有著重要的作用。由其模擬仿真的過程和現場試模的過程進行對比以及分析的結果和最后樣件生產所遇到的問題進行對比等都可以看出,Dynaform軟件確實能夠在有限元分析中發現一些實際的問題,從而減少實際生產的試模周期和易損件的維修費用,也為零件投入到實際生產中的一些工藝排布提供了有利的參考依據。
[1]田榮.中國CAE軟件發展的新契機[J].計算機輔助工程,2011(1):141-143,147.
[2]楊鼎寧,鄒經湘,蓋登宇.計算機輔助工程(CAE)及其發展[J].力學與實踐,2005,27(3):7-16.
[3]薛仰榮.高速冷沖壓模具的研究[D].上海:上海交通大學,2009.
猜你喜歡
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年18期)2018-11-14 01:48:24
中國軍轉民(2017年6期)2018-01-31 02:22:28
山東工業技術(2016年15期)2016-12-01 05:31:22
汽車零部件(2014年11期)2014-09-18 11:57:16
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44
終身教育研究(2014年5期)2014-02-28 01:23:06
