90度彎頭內(nèi)孔加工方法的研究
2013-06-21 09:02:46王景奕
長春大學(xué)學(xué)報(bào) 2013年4期
關(guān)鍵詞:設(shè)計(jì)
王景奕,高 霄
(長春理工大學(xué) 機(jī)電工程學(xué)院,長春 130022)
0 引言
出于航空航天、國防科技、新能源、精密機(jī)械等前沿技術(shù)的迫切要求,對(duì)各種流體輸送管路的精度要求越來越高,尤其是對(duì)管路彎曲處的連接件——各種角度的彎頭內(nèi)表面的加工精度要求越來越高。然而,目前國內(nèi)外所能生產(chǎn)的彎頭內(nèi)孔粗糙度較高,圓度及平整度較低。由于鏜床和車床本身的結(jié)構(gòu)功能和彎頭內(nèi)孔有限空間的限制,不能對(duì)彎頭的彎曲內(nèi)孔進(jìn)行加工[1]。雖然目前數(shù)控機(jī)床可以實(shí)現(xiàn)復(fù)雜曲面的加工,但是同樣由于有限空間的限制,也無法實(shí)現(xiàn)90度彎頭內(nèi)孔的加工。例如:法國僅僅能夠?qū)?0度彎頭采用數(shù)控機(jī)床切削加工的方式,且得到的是非標(biāo)準(zhǔn)彎曲圓柱面。
0.1 目前鑄造彎頭及壓制彎頭加工方法
目前,鑄造彎頭及壓制彎頭在國內(nèi)都無法實(shí)現(xiàn)其彎曲內(nèi)孔的加工,只能進(jìn)行人工打磨,方法如下:(1)由彎頭毛坯劃出其彎曲曲率半徑中心線,在其兩端找正圓線且水平找正圍線;
(2)按照上一步的劃線,在立車上車削其外圓,留下一定余量從而進(jìn)行打磨平整。
(3)以上一步打磨光滑的外圓為基準(zhǔn),劃出彎頭的內(nèi)外圓經(jīng)緯網(wǎng)格線,并標(biāo)注記號(hào)。
(4)測量其內(nèi)外圓網(wǎng)格交叉點(diǎn)的壁厚,并以表格記錄測量結(jié)果。
(5)按照測量結(jié)果與理論壁厚計(jì)算各點(diǎn)的磨削量,并將其以表格形式記錄。
(6)按照表格數(shù)據(jù),使用手電鉆鉆出打磨基準(zhǔn)并留出余量。
(7)按基準(zhǔn)對(duì)各點(diǎn)進(jìn)行打磨,使用粗磨樣板進(jìn)行對(duì)比,保證其平整度及圓度的同時(shí)保證厚度。
(8)對(duì)(3)-(7)步反復(fù)操作,直至達(dá)到設(shè)計(jì)要求為止。
0.2 目前鑄造彎頭及壓制彎頭加工方法缺點(diǎn)
4.城鄉(xiāng)居民基本醫(yī)療保險(xiǎn)。參保個(gè)人繳費(fèi)采取銀行托收方式,社保機(jī)構(gòu)與各類商業(yè)銀行簽訂托收城鄉(xiāng)居民基本醫(yī)療保險(xiǎn)費(fèi)協(xié)議,簽約銀行從參保人員銀行賬戶中按戶托收個(gè)人應(yīng)繳納的基本醫(yī)療保險(xiǎn)費(fèi),并轉(zhuǎn)存到社保機(jī)構(gòu)指定的專用戶頭。在校學(xué)生以學(xué)校為單位統(tǒng)一組織繳費(fèi),由所在學(xué)校托收代繳;或通過與銀行簽約從在校學(xué)生銀行賬戶中托收個(gè)人應(yīng)繳納的基本醫(yī)療保險(xiǎn)費(fèi)。
上述方法雖然容易描述,但操作十分困難。其方法有以下不足:
(1)彎頭內(nèi)孔空間尺寸小,難于操作和使力,工作環(huán)境惡劣,加工效率低。
(2)對(duì)于磨削性能差的彎頭,容易粘砂輪,使得砂輪壽命降低,新砂輪很快被磨鈍,加工效率很低。
(3)為避免磨削溫度的提高而造成過燒現(xiàn)象,磨削時(shí),加力不可太大且連續(xù)時(shí)間不可過長。
(4)彎曲曲面的尺寸精度難于測量和控制。最終的尺寸檢查,難于達(dá)到對(duì)彎曲內(nèi)孔圓度、粗糙度、平整度和各點(diǎn)壁厚的要求。
本文所提出的方案能夠?qū)?0度彎頭內(nèi)孔的加工提供一定參考。
1 90度彎頭內(nèi)孔加工方法的提出
在普通車床或鏜床的切削加工中,刀具的切削軌跡是直線的,那么,能否將刀具的軌跡改變成如圖1所示的圓弧曲線。若刀具能夠?qū)崿F(xiàn)沿該圓弧曲線運(yùn)動(dòng),也就意味著刀桿能夠向彎頭內(nèi)孔內(nèi)部延伸。因此,可將刀桿設(shè)計(jì)成如圖2所示的圓弧形狀,只要保證其彎曲曲率半徑與彎頭的彎曲半徑相等,就能夠?qū)崿F(xiàn)刀桿在彎頭內(nèi)孔中的延伸(如圖3、圖4所示)。

圖1 刀具軌跡示意圖

圖2 刀桿形狀示意圖
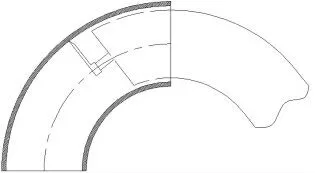
圖3 刀桿運(yùn)動(dòng)示意圖1

圖4 刀桿運(yùn)功示意圖2
2 90度彎頭內(nèi)孔加工方法具體描述
(1)將刀桿設(shè)計(jì)成圓弧彎曲形,在其一端安裝刀具,另一端連接動(dòng)力設(shè)備;并在刀桿內(nèi)部設(shè)置傳動(dòng)機(jī)構(gòu);
(2)將彎頭坯件和刀桿安放在同一工作臺(tái)面上,并通過保證回轉(zhuǎn)臺(tái)的回轉(zhuǎn)中心與工作臺(tái)面中心重合,實(shí)現(xiàn)彎頭和刀桿的彎曲曲率中心重合;
(3)選擇落地機(jī)床為動(dòng)力設(shè)備時(shí),將彎頭坯件安裝在工件回轉(zhuǎn)臺(tái)上,隨回轉(zhuǎn)臺(tái)一起轉(zhuǎn)動(dòng),實(shí)現(xiàn)切削的進(jìn)給運(yùn)動(dòng),如圖5所示。
(4)選擇電動(dòng)機(jī)等輕型、易移動(dòng)設(shè)備作動(dòng)力源時(shí),將刀桿安置在回轉(zhuǎn)臺(tái)上,實(shí)現(xiàn)切削的進(jìn)給運(yùn)動(dòng),如圖6所示。

圖5 90度彎頭內(nèi)孔加工方案1
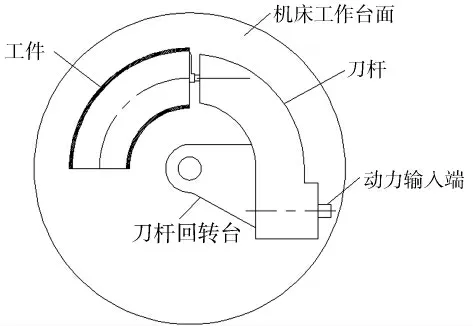
圖6 90度彎頭內(nèi)孔加工方案2
方案中回轉(zhuǎn)臺(tái)的回轉(zhuǎn)通過其傳動(dòng)機(jī)構(gòu)實(shí)現(xiàn),它的設(shè)計(jì)不受具體空間的限制,因此,本方案的難點(diǎn)在于圓弧形刀桿內(nèi)部傳動(dòng)機(jī)構(gòu)的設(shè)計(jì);
3 刀桿內(nèi)部傳動(dòng)機(jī)構(gòu)設(shè)計(jì)實(shí)例
某工程中,國家標(biāo)準(zhǔn)長半徑90度彎頭如圖7所示。其彎曲半徑為762mm。其外徑為508mm。彎頭壁厚為16mm(厚度等級(jí)Sch40)。材料為球墨鑄鐵。加工方式:鏜削。
3.1 設(shè)計(jì)過程
(1)由工件的材料,選用合適的刀具,由切削三要素,計(jì)算出切削力并估算出切削功率[2-3];
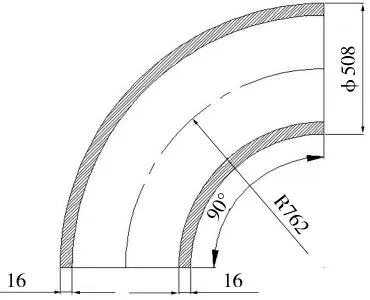
圖7 長半徑90度彎頭
(2)根據(jù)工件孔徑尺寸,確定刀桿外徑尺寸,估算刀桿最小壁厚。然后,擬定傳動(dòng)方案(由于空間的限制和傳動(dòng)的平穩(wěn)性要求,選用齒輪傳動(dòng)),由傳動(dòng)效率和切削功率計(jì)算出傳動(dòng)機(jī)構(gòu)的輸入功率,選取合適的電機(jī);
(3)綜合考慮彎頭內(nèi)孔的空間限制和傳動(dòng)零件的強(qiáng)度要求,正確的擬定傳動(dòng)比,按照機(jī)械設(shè)計(jì)相關(guān)知識(shí)設(shè)計(jì)出合理的傳動(dòng)機(jī)構(gòu);
(4)設(shè)計(jì)“刀桿箱體”的具體結(jié)構(gòu)(包括刀桿的截面形狀、刀桿壁厚、軸承支承、連接零件等等)。
3.2 齒輪傳動(dòng)方案
使用如圖6所示90度彎頭內(nèi)孔加工方案2,刀桿內(nèi)部采用如圖8所示的齒輪傳動(dòng)方案,最終設(shè)計(jì)結(jié)果如圖9所示:
圖8所示的傳動(dòng)方案對(duì)Li和Ai

圖8 刀桿內(nèi)部傳動(dòng)方案
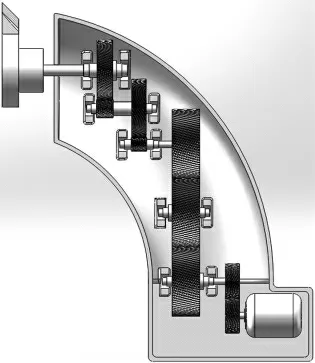
圖9 刀桿內(nèi)部齒輪傳動(dòng)
(1)各齒輪的嚙合中心距A1+A2+A3+A4+A5≥工件內(nèi)孔的曲率半徑R762+動(dòng)力設(shè)備所需尺寸;
(2)軸向上各齒輪間距L1+L2+L3+L4+L6(刀具安裝尺寸)≥R762,便于動(dòng)力的輸入。
注意:傳動(dòng)機(jī)構(gòu)隨著彎頭的材料、內(nèi)孔孔徑、精度要求等及刀具的材料、刀具參數(shù)的不同而變化。
4 結(jié)語
出于前沿科技對(duì)高精度彎頭的迫切需求,本文提出通過設(shè)計(jì)一種圓弧形彎曲的刀桿,并在其內(nèi)部完成刀具動(dòng)力傳輸?shù)囊环N方法,實(shí)現(xiàn)對(duì)彎頭內(nèi)孔的加工。為將來彎頭內(nèi)孔的加工提供一定的參考。
[1]徐盛林.彎曲孔加工技術(shù)及新方法[J].現(xiàn)代制造工程,2006(9):82-84.
[2]陳云.現(xiàn)代金屬切削刀具實(shí)用技術(shù)[M].北京:化學(xué)工業(yè)出版社,2008.
[3]楊叔子.機(jī)械加工工藝師手冊(cè)[M].2版.北京:機(jī)械工業(yè)出版社,2011.
猜你喜歡
河北畫報(bào)(2020年8期)2020-10-27 02:54:06
現(xiàn)代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04
