聚四氟乙烯板焊接方法的改進*
2013-06-28 09:55:50陳佩民楊文光孫克原
機械研究與應用 2013年3期
陳佩民,楊文光,孫克原
(南京肯特復合材料有限公司,江蘇 南京 211162)
1 引言
隨著世界工業技術的進步,尤其是航空航天、電子半導體、化工化學、環保工程、流體機械等工業快速發展,這些工業領域越來越離不開防腐材料。而今各種先進的防腐材料不斷推陳出新,其中聚四氟乙烯(PTFE)素有“塑料王”美譽。以其優異的化學穩定性、耐高溫和防腐蝕性、不粘性、優異的潤滑性能等特性越來越受到人們的重視。PTFE作為一種特殊的防腐材料已經被許多工業領域所接受,但由于其分子是C-F形成的螺旋結構式,高度對稱型無極性聚合物,所以非常穩定,表面能低,潤濕性差,屬于高惰性難粘材料,普通的膠粘劑難以直接粘接,因此人們通過研究試圖將PTFE于PTFE牢牢粘接在一起,各種粘接技術也應運而生。如:化學處理法(如鈉荼溶液處理粘接法,鈉的液氨溶液處理粘接法)、放電處理法、輻射接枝聚合法、化學填料法等,無論哪種技術都是為了提高PTFE表面活性提高粘接度來解決PTFE與PTFE、PTFE與金屬、PTFE與橡膠等材料的粘接[1-4]。但筆者發現使用此類技術在解決PTFE棒材或將一定厚度的2塊PTFE板材相互粘接成為PTFE圓管時其粘接處拉伸強度都不達到原材料的力學性能的50%,效果很不理想,且粘接后粘縫不平整,不能滿足環保、流體工程所要求的技術性能指標。為了進一步解決此類問題,可以使用焊接技術。目前塑料焊接的方法很多,如熱板焊接、超聲波焊接、激光焊接等,均是通過熱塑性塑料受熱熔融的特點,憑著熱的作用,使2個塑料部件的表面同時熔融,在外力的作用下,使2個部件結為一體[5-6]。
筆者提供一種新型的PTFE板焊接技術,并且過對焊接過程中夾緊裝置的改進和研究,使焊接后的焊縫強度、斷裂伸長率不低于原板物理力學性能80%,并且外觀平整,無裂紋。
2 新型焊接原理
從理論上講,對兩塊PTFE板的對接區采用加熱至一定溫度使之熔融、然后對熔體加壓到一定壓力并保溫保壓一段時間使得兩塊的對接區融合在一起,再冷卻即可完成對接焊的焊接(粘接)過程如圖1所示。但是這種焊接方法的弊端在于焊接時熔體在垂直于對接縫并與PTFE板平行的方向上不能自由流動,則PTFE在融合過程中受到限制導致PTFE的體積可能會發生變化,從而導致對接縫(焊縫)處的物力學性能不能滿足要求,焊縫不平整。筆者正是發現了這種問題,通過不斷的研究改進,采用對相對接的2塊PTFE板的對接區加熱的同時對其加壓,這樣加熱區的熔體能夠在承受壓力的條件下在垂直于對接縫并與PTFE板平行的方向上自由流動的加壓方法如圖2所示,解決了該問題,使得焊接后焊縫的物理力學性能不低于原板的80%,并且焊縫平整。本技術非常好的解決了PTFE與PTFE之間的粘接問題,將原來的有限尺寸產品通過焊接技術把產品做成無限大,完全滿足環保以及防腐工程的需要。

圖1 普通焊接技術
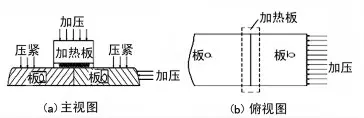
圖2 新型焊接方法
3 焊接過程中的創新裝置
PTFE板具有優異的潤滑性能,所以夾緊裝置如何夾緊PTFE板也是個不容忽視的問題。普通的夾緊裝置靠兩塊壓板夾緊PTFE板。壓板與潤滑性能較好的PTFE板之間容易相對滑動;且夾緊裝置夾緊PTFE板的夾緊區一般靠近PTFE板的對接區(加熱區),由于熱的傳導,加熱區的熱量也會傳導至夾緊區,導致夾緊區的PTFE板變軟,在兩塊壓板的初始夾緊力的作用下被夾緊的PTFE板會變薄,所以會出現初始狀態被夾緊的PTFE板,隨著加熱區的加熱,變軟變薄從而壓板不能繼續夾緊PTFE板了。為此本文所采用的夾緊裝置是在PTFE板上下兩側有相對的兩塊壓板,在一塊壓板與PTFE板間設置彈簧,通過兩塊壓板的相對移動壓縮所述彈簧,使得PTFE板被彈簧夾緊在彈簧與另一塊壓板間如圖3所示。

圖3 新型夾緊裝置
采用這樣夾緊方法的效果:當夾緊區的PTFE板隨著加熱區的加熱逐漸變軟變薄時,由于熱的傳導,導致夾緊區的PTFE板也變軟,此時被壓縮的彈簧能夠自動伸長,使得PTFE板仍能夠被彈簧壓緊,并對PTFE板的厚度變化進行補償。
自行設計的夾緊裝置與普通的夾緊裝置有較大的差別。由各種原因導致當兩塊壓板之間的距離有較小的變化時,夾緊裝置的壓簧能夠自動伸長,而對其進行補償,使得被夾緊的PTFE板不會被松開。尤其是在焊接時,由于夾緊裝置夾緊PTFE板的夾緊區一般靠近PTFE板的對接區(加熱區),由于熱的傳導,加熱區的熱量也會傳導至夾緊區,導致夾緊區的PTFE板變軟,這樣在壓簧的壓緊下PTFE板會變薄,但是被壓縮的彈簧能夠自動伸長,從而對PTFE板的厚度變化進行補償,使得PTFE板基本上仍能被彈簧壓緊。
4 性能測試
PTFE焊接處質量的好壞一般取決于它的焊縫強度。檢驗焊縫強度的一個方法就是在焊接好的產品上裁切拉伸樣條A如圖5,焊線在拉伸試條的中心位置。在加熱區的不同溫度和不同焊接壓力20、30、40、50 MPa下制得的產品上分別制取拉伸試條。同樣,在原PTFE板上制取相同規格的拉伸樣條,如圖6。參照ASTM D-638板材對拉伸試條做拉伸實驗來判斷拉伸強度和伸長率,結果見表1所列。

圖5 拉伸樣條A

圖6 拉伸樣條
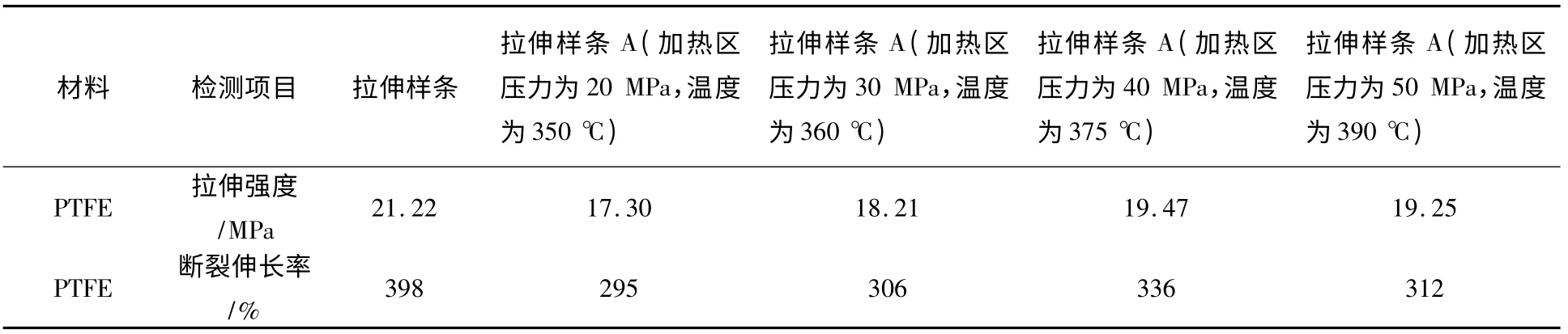
表1 不同型號PTFE板材在不同焊接條件下的性能測試
由表1可以看出,在焊接過程中加熱區的壓力及溫度對焊接管的質量(拉伸強度、斷裂伸長率)有很大的影響。
通過計算:
傳統的焊接缺點:一是強度保留率≤50%,二是焊接后不平整。無法滿足流體化工環保工程的使用。而焊接后的焊縫強度、斷裂伸長率不得低于原板的物理力學性能80%。
5 外觀檢測
PTFE焊接處質量的好壞不緊要看其粘合強度性能,其外觀也是重要標準。一般粘接后存在的外觀缺點是:焊縫不平整,有裂紋或里面有雜質等,而采用該新型焊接方法,這些問題迎刃而解,如圖7所示。
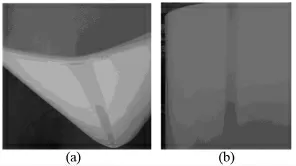
圖7 焊接后的成品外觀圖
6 結論
PTFE板焊接管材的質量受到溫度、壓力、時間、原料特征及環境等的影響。在焊接的過程中對接區加熱溫度為350~390℃,壓力為10~50 MPa/cm2,焊接后的焊縫強度、斷裂伸長率不得低于原板的物理力學性能80%,并且外觀平整,無裂紋。
目前國內外對熱板焊接技術有一定的研究,但是國內對PTFE板焊接技術還處于空白的狀態,國外關于PTFE板焊接技術也處于不斷研究的狀態。采用本文所闡述的新型焊接技術可以大大的提高PTFE板焊接處的物理力學性能,PTFE焊接管也將可以在大范圍內推廣。
[1] 張靜政,王文亭.塑料焊接[M].北京:機械工業出版社,1986.
[2] 陶永亮.塑料焊接加工幾種方法[J].塑料制造,2011(12):75-79.
[3] 張靜政.塑料焊接技術問答[M].北京:機械工業出版社,1989.
[4] 汪 萍.聚四氟乙烯粘接技術的研究[J].應用技術,2001(22):31-34.
[5] 陶永亮.塑料焊接加工幾種方法[J].加工應用,2011(12):75-79.
[6] 林寶清,張 偉,姚 芳.聚乙烯壓力管道熱板焊接方法[J].塑料科技,2003(11):48-52.
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年3期)2019-07-10 00:54:00
制造業自動化(2017年2期)2017-03-20 14:26:13
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
焊接(2015年9期)2015-07-18 11:03:53
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
設備管理與維修(2015年12期)2015-04-09 06:57:24
