基于PLC的船舶甲板機械集散控制
2013-06-30 10:47:12浦瑾瑩
江蘇船舶 2013年4期
浦瑾瑩
(無錫市地方海事局,江蘇 無錫 214043)
0 引言
隨著海洋工程的發展,相應配套船舶所需作業機械數量、種類大量增多,容量亦大幅提高,傳統上操作這些設備需要多人在多個處所配合作業,效率低下、精確性低,又存在相當程度的安全隱患。因此,將這些設備整合成一個控制集中、簡單、精確的有機整體成為保障作業安全和提高作業效率的重要前提。
PLC是一種將繼電器控制技術、微電子技術、計算機技術和通信技術相結合制作的控制裝置[1]。微電子技術與控制技術相結合能實現精確、自動控制,計算機技術及通信技術使得集中控制、遠程控制更為簡單,因此,將PLC技術運用到船舶甲板機械控制并實現預定功能完全可能。
1 PLC工作原理及實現過程
PLC是專為工業環境下應用而設計的一種數字運算操作的電子系統,它采用可編程序存儲器,用來在其內部存儲、執行邏輯運算、順序控制、定時、計算等操作指令,通過數字式和模擬式的輸入輸出,控制各種類型的機械生產過程[2、3]。
1.1 PLC組成及工作原理
PLC與一般計算機類似,由硬件及軟件兩部分組成。硬件主要包括中央處理器(CPU)、存儲器、輸入接口、輸出接口、通信及其他接口、電源。軟件主要包括系統軟件和應用程序的編程語言。
PLC是一種典型的串行工作方式,其流程如圖1所示。其中自輸入采樣至輸出的過程稱之為一個掃描周期,PLC的工作過程就是周而復始的執行掃描周期直至系統停止運行。
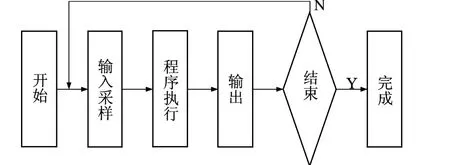
圖1 PLC工作過程
1.2 PLC工業控制實現過程
與其他控制裝置使用類似,PLC在工業控制中實現過程一般可分以下5個步驟:
①了解系統工藝過程和控制要求;
②控制方案分析;
③系統配置;
④編寫控制程序及調試;
⑤組裝并運行。
2 某打撈船簡介
該打撈工程船為單甲板、艉部設具備100 t起重能力的起重機、船首設升高甲板、船首底部帶流線型的箱形非自航打撈工程船,適用于黃海、渤海等海域的沉船、沉物、航天航空飛行物的打撈,還具有航道、港口清疏等能力。
該打撈工程甲板機械由8臺200 kN液壓絞車、2臺100 kN液壓絞盤、4臺160 kN液壓絞盤、2臺100 kN液壓系泊絞車組成,其布置如圖2所示。
本船設1個液壓泵站以驅動上述絞車或絞盤。泵站由4個泵組組成,共用1個油箱。4個泵組可同時工作,亦可分為2組,互為備用。

圖2 甲板機械布置圖
3 甲板機械PLC控制實現
3.1 系統控制要求
系統應能就地控制和集中控制,且相應設備獨立操作互不影響。為確保安全,在機旁應有就地/集中控制模式轉換。而集中控制處,應能指示當前控制位置,顯示所有設備工作狀態和相關參數。
對絞車/絞盤控制包括:卷筒收回/釋放操作、急停、離合器嚙合/脫離操縱和指示、剎車制動/打開操縱和指示、液壓系統壓力顯示、鋼索放出長度顯示、鋼絲繩張力顯示、電液比例無級調速等。
對液壓泵站的控制包括:動力站液壓油泵電動機啟動/停止操縱、液壓系統綜合報警等。
3.2 系統控制方案
根據系統控制要求,本船甲板機械集中監控系統采用集散控制方案,在泵站、駕駛臺控制室和現場分別設置控制器及標準的輸入/輸出模塊實現對信號的采集、處理和顯示。各控制器通過網絡相連進行信息交換組成PLC控制網絡,并在駕駛控制室進行集中顯示及操控。每臺設備附近設置就地操作箱,實現遠程的集中操控和就地獨立分散控制。其控制系統的總體方案如圖3所示。

圖3 控制系統的總體構架
3.3 系統硬件配置
從甲板機械布置圖可以發現,絞車和絞盤集中在船舶尾部主甲板左右舷和艏升高甲板左右舷四處,而且每臺設備所需的輸入信號約為4~5,輸出信號約為3~4。考慮每處配置1臺微型PLC,即控制2臺絞車和2臺絞盤,輸入信號總數約16~20,輸出信號約12~16,因此選用性能穩定可靠、性價比較高的西門子S7-200系列中的CPU226,其I/O數量40(24輸入16輸出)[4]。因為需要輸入模擬量(鋼絲繩張力),所以配1塊EM235擴展模塊(4輸入1輸出[4]),能符合控制要求。在泵站和駕控臺各設置1臺控制器以便控制泵站和駕控臺集中控制,從便于維護的角度考慮,亦選用CPU226。
從控制系統總體架構分析,本系統通信比較簡單,主要集中在駕控臺—現場控制臺、駕控臺—泵站、泵站—現場控制臺,因此通信方式選擇自帶的PPI主—從通訊協議方式。該協議下,可以使用NETW(寫)和NETR(讀)指令實現主站與從站之間的數據通信(主站亦能接收其他主站的數據訪問[5])。CPU226安裝2個RS-485串行通信口(Port 0及Port 1),通過雙絞線即可方便連接,因此將4臺現場控制臺設置為從站,泵站和駕控臺設置為主站,即可符合本系統通訊要求。
3.4 控制程序
軟件主要采用西門子V4.0 STEP 7 MicroWIN SP6進行開發,包括主站和從站兩部分。程序表達方式一般有梯形圖和指令表兩種方式。以下是主站部分程序:

4 結語
以PLC為系統控制核心的甲板機械集中控制系統在該打撈工程船上的應用,提高了工作效率和安全性。同時,由于采用了標準化和模塊化的設備,使得該系統結構簡單,可根據現場工藝情況進行靈活配置、安裝、調試與維護。
[1]肖明耀.西門子S7-200系列PLC應用技能實例[M].北京:電力出版社,2010.
[2]李建興.PLC技術與應用[M].北京:機械工業出版社,2011.[3]何衍慶.常用 PLC應用手冊[M].北京:電子工業出版社,2008.
[4]武紅軍,張萬忠.可編程控制器入門與應用實例[M].北京:電力出版社,2010.
[5]韋尚潮,曹聲.西門子PLC入門經典問答[M].北京:電子工業出版社,2011.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
湖南水利水電(2021年6期)2022-01-18 06:07:40
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
當代工人(2020年8期)2020-05-25 09:07:38
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
家庭影院技術(2017年9期)2017-09-26 03:41:45
河南水利年鑒(2017年0期)2017-05-19 02:32:09
河南水利年鑒(2016年0期)2016-08-03 05:01:40
科技知識動漫(2016年8期)2016-07-29 20:40:09
