不透明瓶質量視覺檢測系統研究
2013-07-19 08:44:44潘星宇王耀南張輝龔權華
計算機工程與應用 2013年19期
潘星宇,王耀南,張輝,龔權華
湖南大學電氣與信息工程學院,長沙 410082
不透明瓶質量視覺檢測系統研究
潘星宇,王耀南,張輝,龔權華
湖南大學電氣與信息工程學院,長沙 410082
目前,國內對于空瓶檢測機器人的研究主要有湖南大學的智能空瓶檢測機器人系統[1],浙江大學的基于DSP的空瓶圖像檢測系統[2]等。空瓶檢測機器人主要用于透明瓶的質量檢測關節。但是針對不透明瓶的內壁視覺檢測,還沒有廣泛的應用。
回收瓶的清洗質量控制程度不一,洗瓶工序有洗瓶、殺菌、消毒、清水沖洗等[3],洗瓶后潔凈度不能達到保證,往往殘留污跡和雜質,而瓶內部與灌裝的液體接觸,對其清潔度要求極高。因此,清洗后的空瓶需要經過嚴格檢測以保證出廠質量。目前,國內玻璃瓶生產廠家大多采用原始的人工燈光目測法[4]。不透明瓶人工燈光驗瓶過程復雜,因為瓶壁不透明,只能從瓶口向瓶內目視的方法來檢測,該方法不僅動作繁瑣,效率低,準確性差,而且檢驗標準也很難達到一致[4]。
本文創造性地研究了針對不透明玻璃瓶內壁檢測的視覺系統,重點研究了動態的光學成像系統、系統整體框架的方案設計。研究的對象是128 mL圓柱形白色不透明回收瓶,研究內容是回收瓶內壁和底部的污跡與雜質檢測。該系統采用了視覺傳感、數字圖像處理、模式識別、人工智能等技術,其原理是通過對內壁圖像進行分析從而得到所需檢測信息:合格與不合格。該方法具有檢測速度快,標準統一,檢測效果好等優點[5]。
1 體系結構設計
1.1 檢測原理及系統結構
基于機器視覺的不透明回收瓶內壁檢測機器采取圓盤間歇式運行方式,如圖1所示。導入輪盤周期性地將8個空瓶等間距地導入主輪盤。相機托盤電機控制相機和反光鏡一起運動,銜接桿使反光鏡與瓶口進行對接,將反光鏡伸入瓶內,同時搓瓶電機帶動空瓶勻速旋轉,主輪盤上方8臺高速CCD相機被觸發,利用反光鏡成像原理采集多幀圖像。到達瓶底檢測工位時,安裝在瓶口上方的相機,觸發采集瓶底圖像。利用圖像中污跡與潔凈瓶灰度值上的差異,提取污跡特征值,根據專家決策算法識別污跡,在分揀處實現正、次品分離。
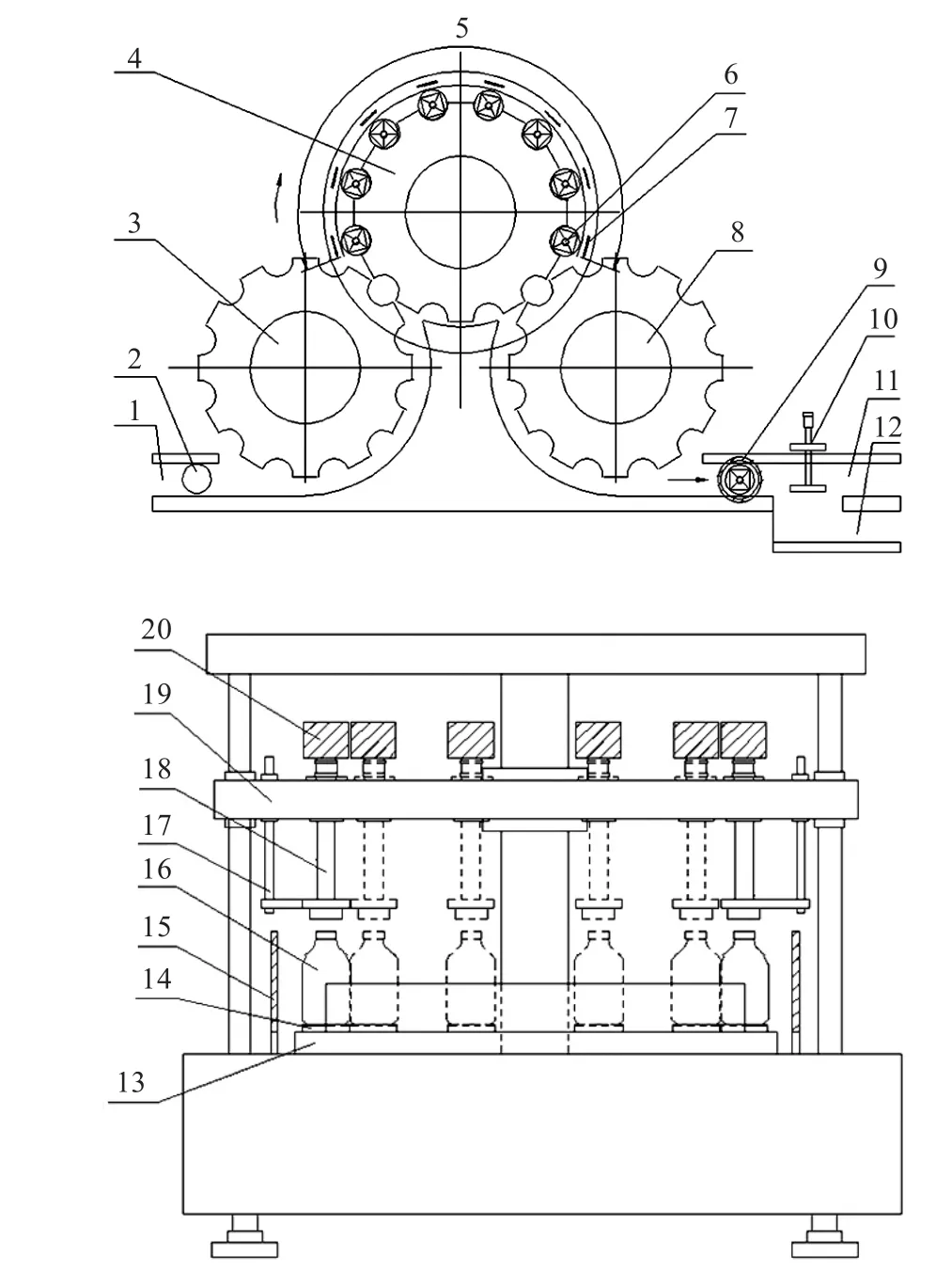
圖1 不透明回收瓶質量檢測機器機械結構圖
不透明回收瓶內壁檢測機器主要由以下幾個部分構成。
(1)導入輪盤:負責調整待檢產品的間距,調整傳送方向,導入輪盤分別與輸入導軌、主輪盤相切。
(2)主輪盤:瓶體托盤由伺服電機控制,帶動回收瓶勻速旋轉。主輪盤上方有集相機和反光鏡于一體的相機托盤,伺服系統控制相機托盤上、下運動,使反光鏡在瓶內上、下動作。
(3)導出輪盤:將內壁檢測完后的回收瓶導出,傳入直線式生產線。
(4)瓶底檢測工位:待檢產品到達瓶底檢測工位時,頻閃光源被觸發,同時觸發相機抓拍瓶底圖像。
(5)分揀機構:次品到達分揀工位時,氣動電磁閥動作,快速將次品擊入次品軌道,從而實現正、次品的分離。
(6)系統保護:系統中設計了各種限位保護,一旦出現機械碰撞,則自動急停。系統具備聲光報警功能。
1.2 光機電一體化控制系統設計
考慮到整個系統需要對9臺高速CCD相機的圖像并行運算處理,為了實現高速實時檢測,開發了2臺IPC并行運行+PLC的工作模式。IPC負責圖像檢測識別,PLC負責底層的運動控制。系統主要由圖像采集模塊、運動控制模塊、分揀模塊、安全保護模塊、控制器模塊等組成,光機電一體化控制系統結構圖如圖2所示。
(1)圖像采集模塊:兩臺IPC負責相機數分別是5臺和4臺。圖像由千兆網傳輸至IPC,一幀圖像的采集、傳輸時間在20 ms左右,滿足速度的要求。
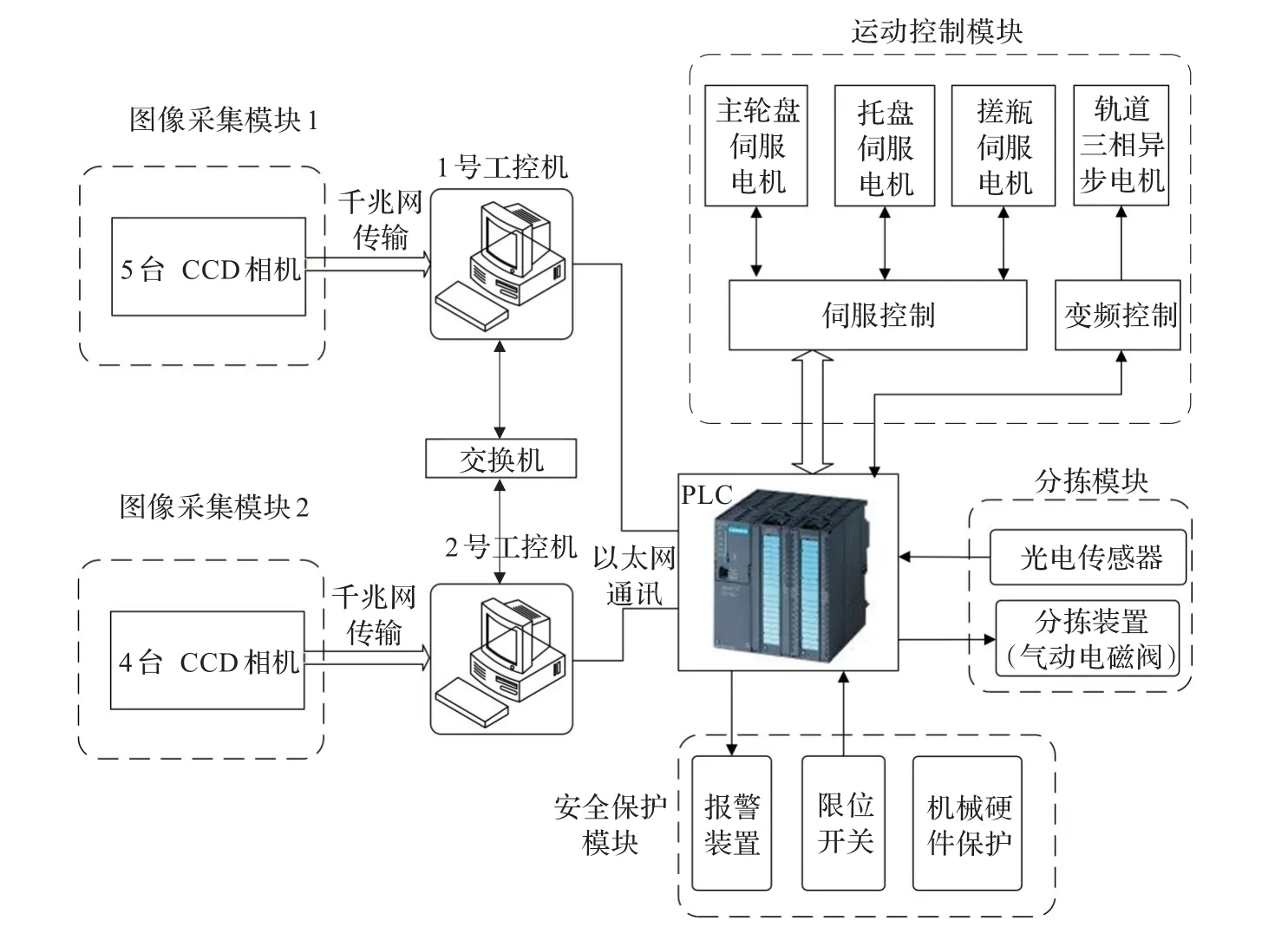
圖2 光機電一體化控制系統結構圖
(2)控制器模塊:2臺IPC和1臺PLC;PLC負責底層的電氣運動控制。圖像處理在IPC中進行,IPC之間通過交換機進行通訊。軟件設計采取多線程技術,每臺相機的圖像處理綁定一個線程,并行運算互不干擾,在周期之內將檢測結果信號發送給PLC。
(3)運動控制模塊:主輪盤伺服電機控制主機間歇式運行的速度;相機托盤伺服電機控制相機和反光鏡于一體的托盤做上、下運動;搓瓶伺服電機控制空瓶勻速旋轉,確保相機視野覆蓋整個瓶內壁區;進、出瓶軌道電機為簡單的變頻控制。
(4)分揀模塊:光電傳感器采集檢測對象的位置信號。氣動電磁閥擊出器將次品推入次品軌道。
(5)安全保護模塊:保證系統的安全穩定運行,系統中設計了限位開關,有效預防機械的硬碰撞,以及安裝了故障報警等裝置。
各模塊之間相互配合、協調工作。圖3給出了主輪盤速度ν0、相機托盤速度ν1、搓瓶電機速度ν2、相機觸發脈沖u與時間t的時序圖。系統間歇式運轉,主輪盤加速-均速-減速實現周期內進瓶;相機托盤加速下降至檢測區域后均速運動;搓瓶電機均速轉動,同時觸發相機拍取空瓶的序列圖像;獲取圖像完畢,相機托盤加速返回原點,同時搓瓶停止,相機停止觸發,完成一個周期的動作。
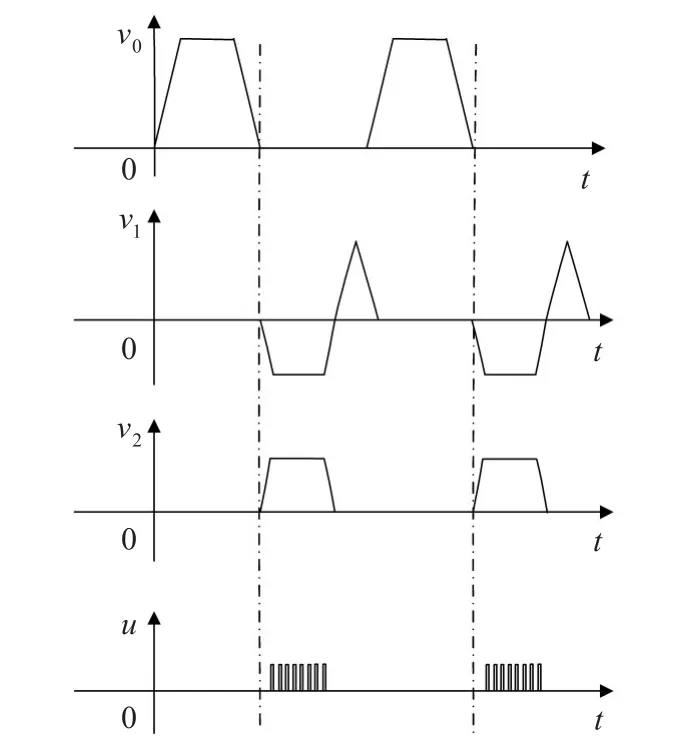
圖3 電機速度與時間的關系圖
1.3 光學成像系統
機器視覺檢測效果取決于檢測對象的成像效果和圖像識別算法的設計。結合不透明瓶內壁視覺檢測系統檢測對象的特點,設計了背光檢測瓶內壁,高角度環形光源檢測瓶底的方式。
檢測對象為不透明的白色玻璃瓶上的污跡或異物,光線透過瓶壁經過瓶內反光鏡反射,將瓶內壁視野反射入相機感光片成像,光源選擇穿透能力最強、波長最長的紅色光。由于LED光源具有穩定性好,功耗低,響應速度快,壽命長等優點[6],因此該內壁視覺檢測系統選用紅色的LED背光光源。紅色的背光光源安裝方向與被檢測的空瓶平行,且安裝在大輪盤的外圍。
內壁成像系統示意圖如圖4所示。瓶內壁視野由45°的反光鏡片反射入相機。(1)為原點狀態,相機在最高點,等待空瓶進入檢測工位;(2)為圖像采集,相機和反光鏡一同均速下降,搓瓶電機帶動瓶體托盤均速旋轉,同時觸發相機拍照;(3)為回原點,圖像采集完畢,相機托盤上升以大加速度回原點;(4)回到原點,等待下一次周期的采集。
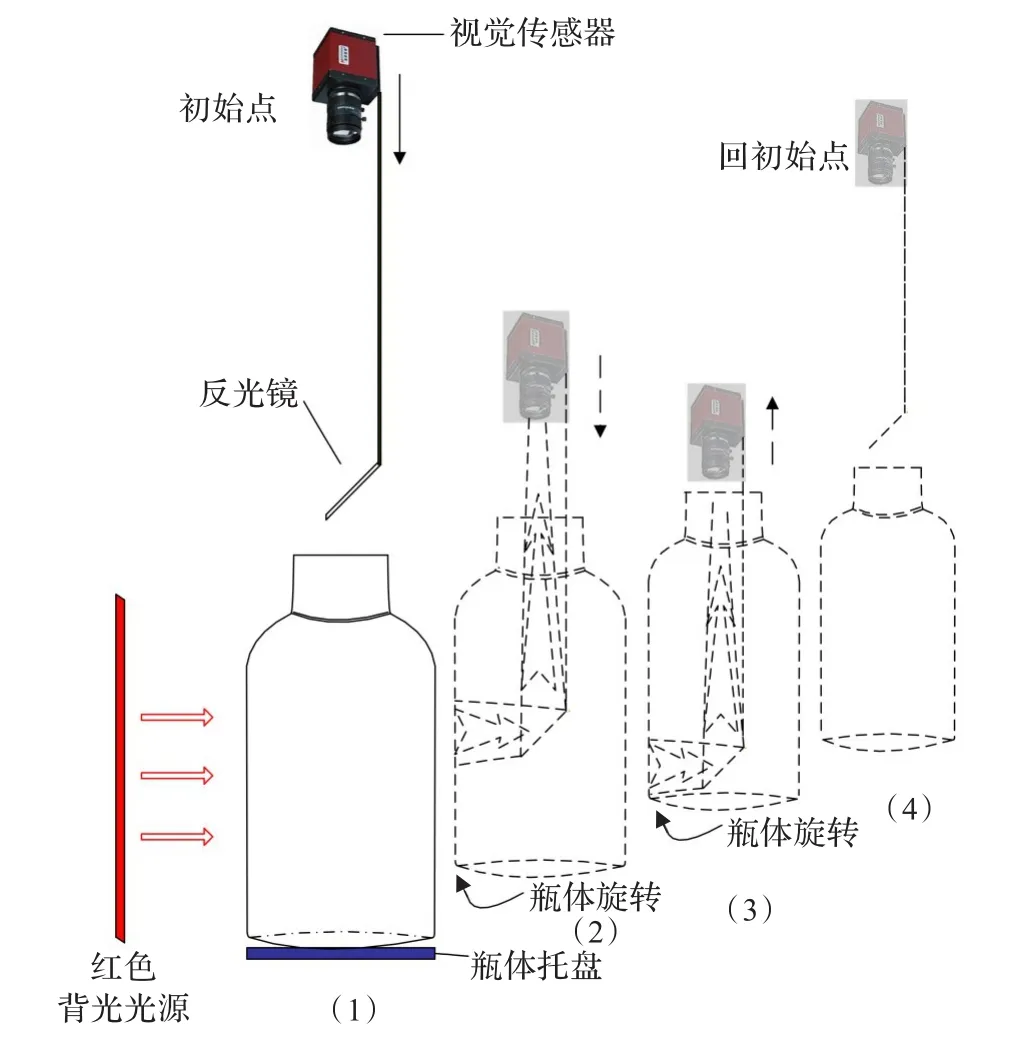
圖4 瓶內壁成像系統示意圖
在瓶底檢測工位采用藍色頻閃的給光方式,頻閃光源有使用壽命長,穩定性好,相比于連續性光源成像效果明顯的優點;打光的位置置于瓶口與相機之間,采用高角度的環形光源,使得光線盡可能均勻地照射在瓶底區域,以獲得污跡與瓶底的高對比度圖像。瓶底成像示意圖如圖5所示。
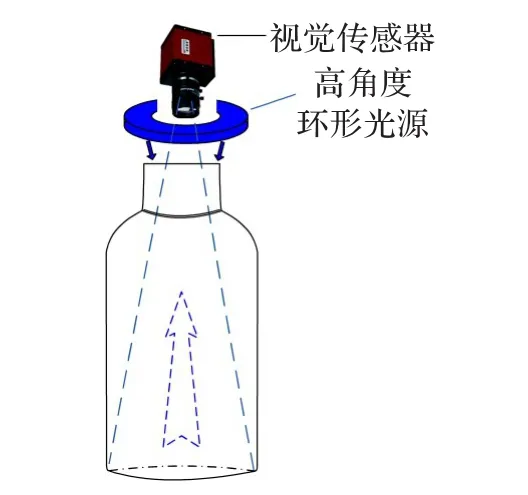
圖5 瓶底成像示意圖
2 機器視覺檢測算法
不透明回收瓶內壁檢測系統是機器視覺和數字圖像處理技術在生產實踐中的典型應用。本文研究的是高速生產線在線實時視覺檢測系統,在滿足檢測要求的情況下,尋求速度最大化,因此研究快速、簡單有效的處理算法是本系統的難點之一。
系統中有瓶內壁檢測工位和瓶底檢測工位,檢測對象的瓶身和瓶底都是圓形,因為內壁是通過圓形的反光鏡成像,所以兩檢測工位圖像的處理都歸于圓形檢測區域中污跡的提取。工業高速檢測過程中,檢測對象是運動的,成像位置也會發生輕微的變化;且CCD相機與檢測對象之間的距離恒定,所以檢測對象是在圓心未知、半徑已知的圓形檢測區域內。兩檢測工位采取相同的檢測算法,但在某些參數設置和閾值的選取有所區別,檢測算法流程圖如圖6所示。
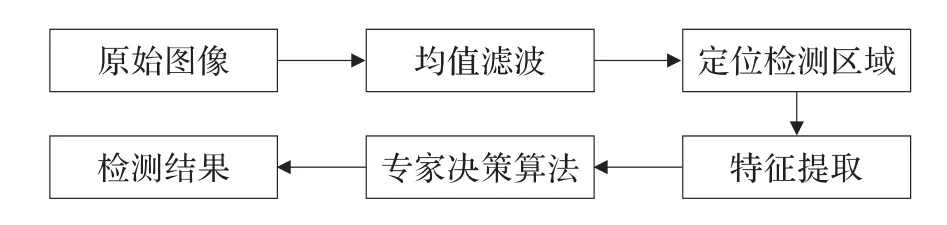
圖6 檢測算法流程圖
(1)圖像預處理:由于外界光的干擾和機械抖動等都會對圖像造成干擾。采取中值濾波器消除噪聲干擾,用該像素的相鄰像素的灰度中值代替該像素的值。Sxy表示以(x,y)為中心,m×n鄰域內的像素元素。

式(1)中,g(s,t)為該像素的灰度值,(x,y)采取中值濾波器后該像素的灰度值。
(2)檢測區域的定位:檢測圓的經典算法是Hough變換[7],Hough變換具有很強的魯棒性,可以搜索信息不完全或出現噪聲的圖像,但是計算量大,占用內存多,不滿足在線內壁檢測系統對速度的要求。重心法[8]計算圓心位置具有一定的可行性,但是對于出現大片污跡、異物的缺陷圖像,重心法求得的圓心與實際的圓心存在較大的偏差。針對檢測對象的特殊性,本文設計了一種120°交叉投影中值法,該方法具有執行速度快,不受大面積污跡缺陷圖像的干擾和定位準確等優點。
2.1 消除反光干擾
本系統獲取的圖像存在光源反光干擾比較嚴重,灰度值從圓心向四周發散逐漸變小等不足,且反光區灰度值明顯低于檢測區域。為消除該干擾,本文首先求取原始圖像f0(x,y)的直方圖CVCalcHist,結果如圖7(b)所示,Xd為灰度值,H(Xd)統計不同灰度值Xd的次數。在直方圖中求檢測區域與反光區域零界點灰度閾值,即圖7中(b)圖由右向左的第一個波谷的值,將其作為零界閾值。用CV_THRESH_TOZERO對圖像進行歸零二值化,去除反光區,得到圖像f1(x,y)。
2.2 120°交叉投影求圓心坐標
對圖像在兩兩相差120°的3個方向進行投影,獲得結果為n行1列或1列n行的矩陣。采用單位步長,從0到n-1進行搜索,矩陣元素值大小與步長成拋物線變化,其中一個方向的投影結果如圖7(c)所示,S(x)為x軸投影方向上統計的灰度值總和。圓形邊緣區域邊界是檢測對象與背景的交界,灰度值會有突變,根據這一特性,求該方向的邊界點。為了避免孤立噪聲點、邊緣噪聲點的干擾,連續3個點的值都有突變時,確定第一個點為邊界點,結果如圖7(c)中的a、b兩點。根據兩點坐標求均值,得到投影方向上中心線l1。如果a、b之間的距離遠不在實際的半徑范圍浮動,則舍去;改變投影角度后,繼續重新求解,直到求得投影方向的中心線。另外兩個方向求得準中心線l2和l3。相差120°投影法的優勢:圓心計算結果不受區域內污跡的影響。
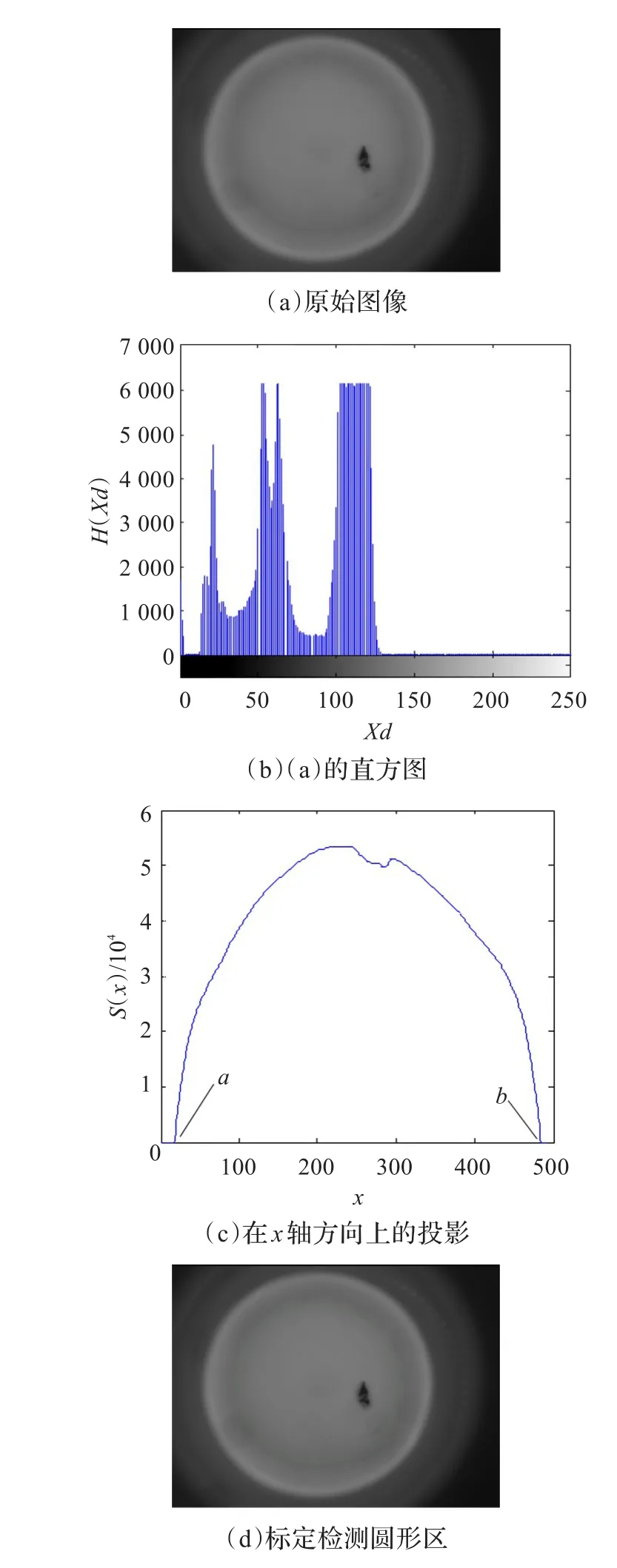
圖7 圖像處理過程結果圖
如圖8所示,不同投影方向的坐標變換。設f1(x,y)是原始圖像,在其y方向上投影,得到準中心線函數l1:y=k(k為常數);原始圖像以(0,0)為原點,逆時針方向旋轉θ°,得到新的圖像f′(x,y),其坐標計算公式(2)、(3)所示:

在f′(x,y)中用投影方法,求得準中心線l2'=y′,經反變換得到準中心線l2,如式(4)所示:
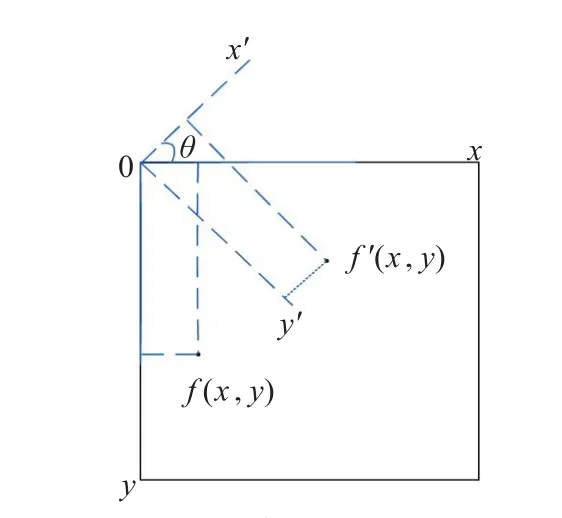
圖8 坐標變化示意圖

根據l1,l2,l3的函數,求3條直線的相交點坐標為(x1,y1),(x2,y2),(x3,y3)。最后求3交點的坐標均值,得到圓心坐標((x1+x2+x3)/3,(y1+y2+y3)/3),即圓心O0(x0,y0)。
根據圓心坐標O0(x0,y0),已知半徑r,得到檢測區域,如圖7(d)所示綠色圓形。
為了形象說明120°交叉投影中值法,給出示意圖如圖9所示。圖中箭頭代表投影方向,圓邊上的實心點代表根據投影計算出不同方向上圓的邊緣點,虛線為投影方向上的準中心線。
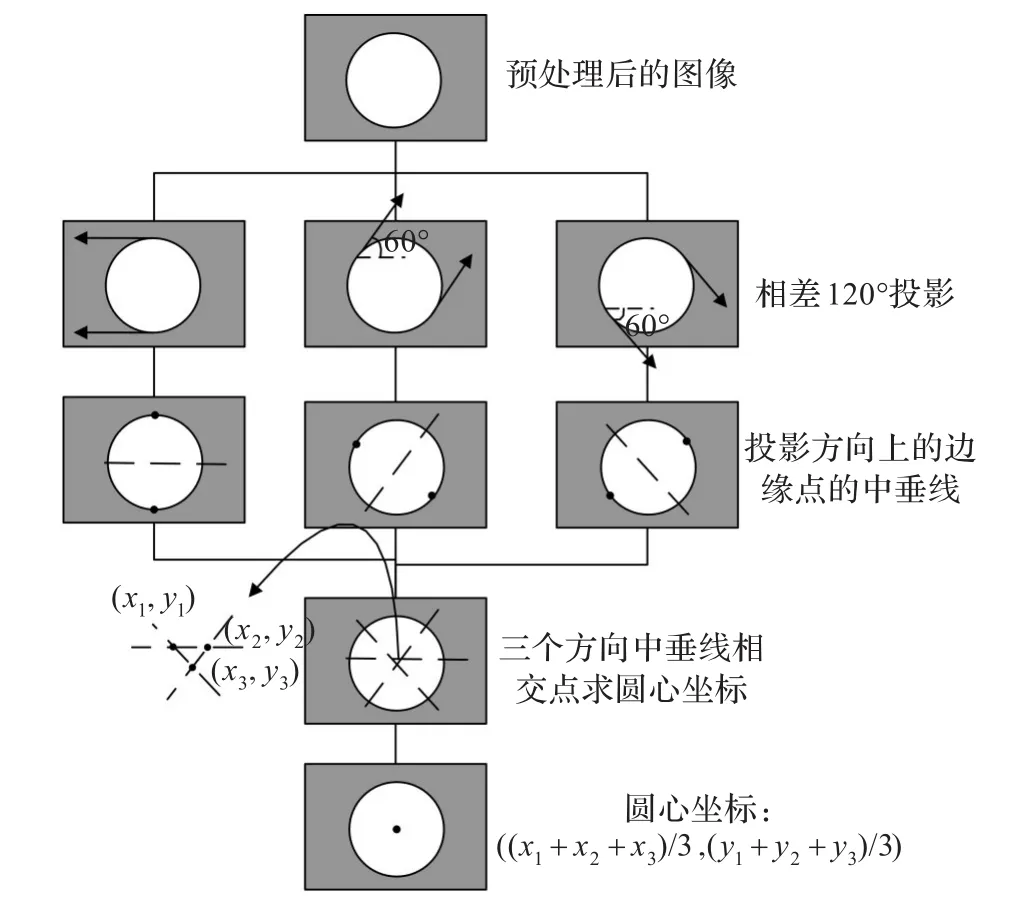
圖9120 °交叉投影中值法
2.3 特征提取
(1)平均灰度值Tˉ與給定閾值T0(正常生產環境下,合格品的平均灰度值)之差。

其中,D為定位檢測圓,(x0,y0)為圓心,r為半徑。
(2)相鄰像素點灰度值之差大于閾值T1的像素點為Ri,以3×3為模板包含5個像素點Ri的個數。
(3)以3×3為模板包含5個像素點的灰度值均小于閾值T2的區域數量。
閾值T1和T2的計算,根據污點與背景的灰度值分布情況來確定。為了適應污點面積小,分散分布的情況,且方便搜索污點與背景在直方圖中的變化規律,將標定的檢測圓形區,以圓心為中心點,垂直、水平劃分為4個區域,分別求直方圖,如圖10所示,圖10(b)中Xr為灰度值,H(Xr)為統計不同灰度值Xr的次數。
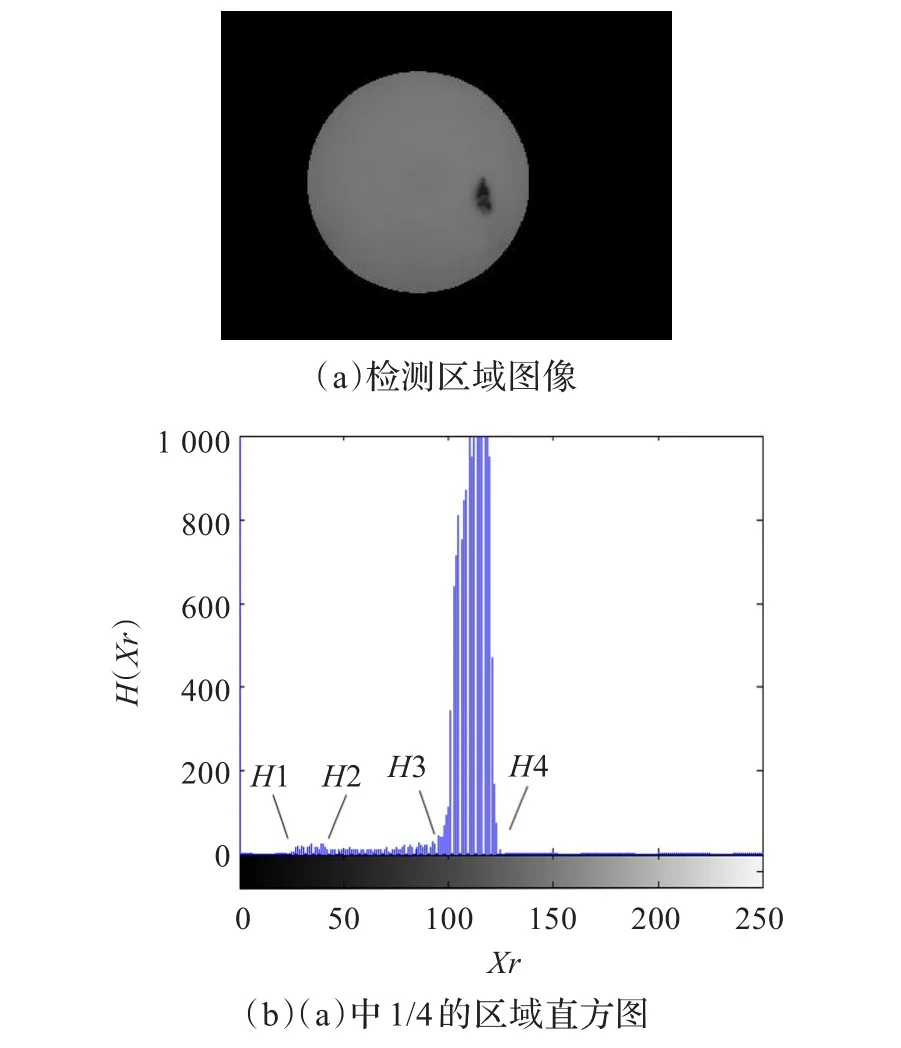
圖10 檢測區域中直方圖
自適應閾值算法步驟如下:
(1)圖10(b)中,背景區域灰度閾值在一定范圍內浮動,存在明顯的跳變特征。搜索得到背景區的灰度值變化范圍B0∈(H3,H4)。
(2)污點區相對于背景區,直方圖會有小波峰的特點,且在背景區的兩端。搜索得到污點區的灰度值變化范圍為B1∈(H1,H2)。
(3)避免污點的漏檢,閾值T1大于最小的背景區閾值與最大的污點區閾值之差即可。近似估算為T1=H3-H2,閾值T2=H3。
2.4 專家決策算法
不透明瓶質量檢測系統是工業工程應用,實際的檢測速度達160瓶/min,在時間上經典的復雜算法難以勝任,為此采取專家決策算法[9]檢測速度快,檢測效果好等優點。首先建立一套判定規則庫,污點特征量根據規則庫中的規則進行判定,然后與給定閾值進行對比,最終得到檢測結果,用于不透明瓶質量檢測專家決策算法,如圖11所示。
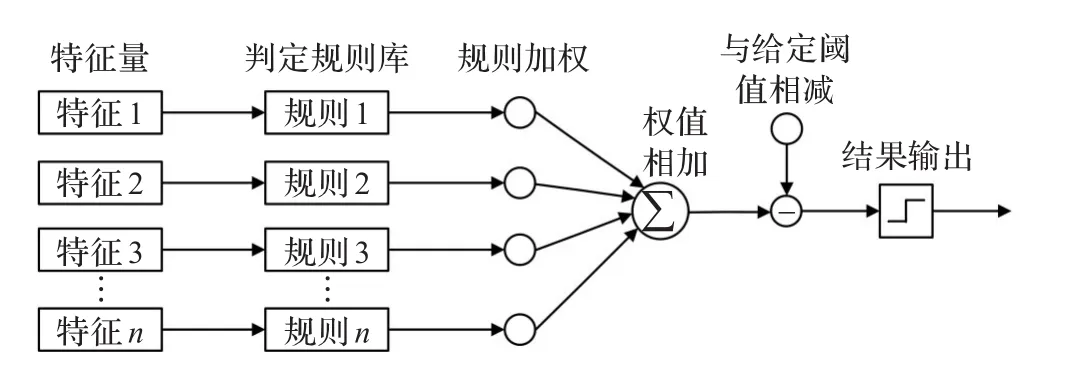
圖11 用于不透明瓶質量檢測的專家決策算法
本系統中,潔凈區為白色高灰度值,污點的灰度值低于潔凈區的灰度值;當光源不變,相機參數設定之后,所有檢測對象潔凈區的灰度值基本保持不變。根據以上特性,檢測過程中針對塊狀的污點,可以選擇特征(1),在污點區域內其平均灰度值低于正常情況下給定閾值;當污點對比不明顯時,根據特征(2)判斷污點區平均灰度值與給定的潔凈圖像平均灰度值之差,根據結果進行識別;對于污點面積很小且分散分布時,可選擇特征(3),其灰度值小于閾值T2的區域數量,統計小面積污點的個數。
3 實驗結果與分析
運行環境:工業相機MVC600DAM/C-GE60,IPC(Inter CORE i5 2430,4 GB內存),SIMATIC S7-300,千兆網卡,CCS環形光源和面光源。軟件系統在Window XP SP3系統中設計,利用C++開發環境,結合OpenCV機器視覺庫開發。以某灌裝瓶回收加工廠128 mL白色不透明瓶作為測試樣品,隨機挑選該樣品中的500個進行測試。視覺檢測系統與人工燈光驗瓶進行對比,得到的結果如表1所示。
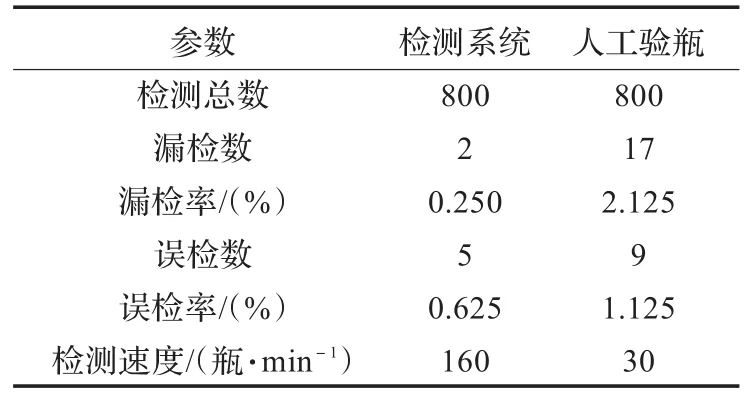
表1 測試結果
從表1中可以看出,視覺檢測系統的漏檢率0.25%低于人工驗瓶2.125%,誤檢率0.625%低于人工1.125%,得出機檢正確率為99.125%,人工驗瓶為96.75%,且在檢測速度上機檢速度遠高于人工驗瓶。所以,機器檢測效果優于人工驗瓶,可以取代人工驗瓶。本文設計的不透明回收瓶內壁檢測系統能夠滿足回收瓶生產廠家的要求,解放了勞動力。
漏檢數5個,主要的原因是在制作工藝的差異導致瓶壁不均勻,有些瓶壁薄厚不一,成像中灰度值有較大的差異,導致誤檢。因此,今后的研究方向主要是減少誤檢率,提高整體檢測性能。
4 結束語
目前,國內沒有關于不透明回收瓶內壁視覺檢測技術的研究,本文設計了基于機器視覺的不透明瓶內壁視覺檢測系統,從機械結構原理、自動控制系統的設計、光學成像系統、視覺檢測算法等方面進行了深入研究,解決了現有人工燈光驗瓶方法存在的檢測效率低,一致性差等問題,實現了回收瓶生產線上的高速檢測。最后,用實際的128 mL的樣品進行了大量的測試,結果表明該檢測系統的檢測效果明顯優越于人工燈檢,能夠滿足自動化生產的要求。
[1]段峰,王耀南,劉煥軍.基于機器視覺的智能空瓶檢測機器人研究[J].儀器儀表學報,2004,25(5):624-627.
[2]蔣慶,蔡晉輝,周澤魁.基于DSP的空瓶圖像檢測系統[J].科技通報,2003,19(5):424-427.
[3]倪曉東.我國食品用玻璃包裝行業質量問題及對策[J].中國包裝,2010,30(1):45-49.
[4]陳常祥.基于計算機視覺的玻璃瓶缺陷在線檢測系統的研究與實現[D].桂林:廣西師范大學,2007.
[5]張輝,王耀南,周博文.基于機器視覺的液體藥品異物檢測系統研究[J].儀器儀表學報,2009,30(3):548-553.
[6]張磊.關于LED新發展探討[J].電子質量,2011(1):68-70.
[7]孫亦南,劉偉軍,王越超,等.一種用于圓檢測的改進Hough變換方法[J].計算機工程與應用,2003,39(20):35-37.
[8]孔兵,王昭,譚玉山.基于圓擬合的激光光斑中心檢測算法[J].紅外與激光工程,2002,31(3):275-279.
[9]劉煥軍,王耀南,段峰.空瓶的智能檢測算法研究[J].湖南大學學報:自然科學版,2005,32(1):20-24.
PAN Xingyu,WANG Yaonan,ZHANG Hui,GONG Quanhua
School of Electrical and Information Engineering,Hunan University,Changsha 410082,China
With regard to the problems of low detection accuracy and high labor cost in the traditional detection of opaque bottles, automatic inspection system based on machine vision is studied.This paper researches the mechanical and electrical control system structure of the detection system for the inner wall,and develops the dynamic imaging system.It puts forward the middle-value positioning method based on the 120°cross-projection to make an identification by adopting an expert-deciding algorithm according to the inner wall stains,impurities gray value distribution characteristics.The 128 mL opaque white bottle is selected for testing the object.The correct detection rate at 99.125%is much higher than the artificial lighting inspection.
machine vision;quality detection of opaque bottles;stains identify
針對不透明玻璃瓶傳統燈檢方式檢測精度低,人力成本高的問題,研制了一套基于機器視覺的自動檢測系統。研究了內壁檢測系統的機械與機電控制系統結構,開發了動態成像系統;提出了基于120°交叉投影中值定位方法,根據內壁污跡、雜質灰度值的分布特征采取專家決策算法進行識別。選擇128 mL不透明白色回收瓶為對象進行測試,檢測的正確率在99.125%以上,遠高于人工燈光驗瓶。
機器視覺;不透明瓶質量檢測;污跡識別
A
TP391.4
10.3778/j.issn.1002-8331.1205-0362
PAN Xingyu,WANG Yaonan,ZHANG Hui,et al.Research on quality detection system for opaque glass bottles based on machine vision.Computer Engineering and Applications,2013,49(19):265-270.
國家自然科學基金重點項目(No.60835004);國家高技術研究發展計劃(863)(No.2007AA04Z244);湖南省研究生科研創新項目(No.CX2009B0703)。
潘星宇(1988—),男,碩士研究生,研究方向為機器視覺與圖像處理;王耀南(1957—),男,博士,教授,研究方向為智能控制,模式識別等;張輝(1983—),男,博士研究生,研究方向為工業機器視覺,數字圖像處理。E-mail:hn_pxy@126.com
2012-05-30
2012-07-28
1002-8331(2013)19-0265-06
CNKI出版日期:2012-08-16http://www.cnki.net/kcms/detail/11.2127.TP.20120816.1046.028.html
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
北京測繪(2020年12期)2020-12-29 01:33:58
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
