溫度對不銹鋼擴(kuò)散連接的影響
2013-08-05 09:05:36王懷建趙柏森
電焊機(jī) 2013年7期
王懷建,白 莉,趙柏森
(1.重慶工業(yè)職業(yè)技術(shù)學(xué)院 汽車工程系,重慶 401120;2.重慶工業(yè)職業(yè)技術(shù)學(xué)院 機(jī)械工程系,重慶 401120)
0 前言
擴(kuò)散焊是將焊件緊密貼合,在一定溫度和壓力下保持一段時(shí)間,使接觸面之間的原子相互擴(kuò)散形成連接。影響擴(kuò)散焊焊接過程和接頭質(zhì)量的主要因素有溫度、壓力和擴(kuò)散時(shí)間等。由于擴(kuò)散焊具有對基體破壞性小、可焊接不同類型材料和變形小等優(yōu)點(diǎn),在航空、航天及電子工業(yè)等尖端科學(xué)技術(shù)領(lǐng)域應(yīng)用廣泛[1]。
不銹鋼已經(jīng)具有100多年的應(yīng)用和研究史,由于它具有強(qiáng)度高、易加工、價(jià)格便宜和可焊性強(qiáng)等優(yōu)點(diǎn),在過去及未來20年內(nèi),在汽車制造和船舶制造等領(lǐng)域具有其他金屬材料不可挑戰(zhàn)的地位[2-3]。隨著國內(nèi)外工業(yè)的進(jìn)步,對不銹鋼焊接件的要求也越來越高,這就要求國內(nèi)外學(xué)者針對需求,創(chuàng)新焊接工藝和質(zhì)量,以滿足時(shí)代發(fā)展的要求。
目前,關(guān)于不銹鋼的焊接研究相對較多,主要集中在熔化焊和攪拌摩擦焊等焊接方法。就目前國內(nèi)的研究狀況,尚沒有形成系統(tǒng)的研究框架,焊接工藝落后,焊接質(zhì)量較差。賈法勇[4]等人對SAF2205雙相不銹鋼縱向角接板焊接接頭的疲勞強(qiáng)度進(jìn)行了研究,試驗(yàn)表明,雙相不銹鋼的靜載強(qiáng)度級別對其疲勞強(qiáng)度設(shè)計(jì)級別沒有明顯的影響。何芬[5]等采用MAG焊和焊條電弧焊對316L不銹鋼進(jìn)行焊接,通過試驗(yàn)和觀察焊接接頭,結(jié)果表明,焊條電弧焊接頭的抗拉強(qiáng)度和顯微硬度比MAG焊高。劉政軍[6]等為了優(yōu)化不銹鋼焊接工藝,提高焊接質(zhì)量,減少不銹鋼焊接缺陷,在對奧氏體不銹鋼進(jìn)行鎢極氬弧焊時(shí)外加縱向磁場。試驗(yàn)結(jié)果表明,外加縱向磁場通過電磁攪拌作用改變了晶粒的結(jié)晶方向,使晶粒細(xì)化;焊接接頭的力學(xué)性能隨磁場的頻率變化而變化。本研究采用在不同溫度下擴(kuò)散連接的方法對304L不銹鋼進(jìn)行了試驗(yàn)研究。
1 試驗(yàn)材料和方法
試驗(yàn)所用材料為直徑15 mm的304L不銹鋼棒材和150μm純Nb片。304L的化學(xué)成分和力學(xué)性能見表1和表2。

表1 試驗(yàn)用304L化學(xué)成分Tab.1 Chemical composition of tested 304L %

表2 304L力學(xué)性能Tab.2 Mechanical property of 304L
將304L不銹鋼的連接端面用水砂紙打磨到2000#并進(jìn)行拋光處理,用酒精清理后放入酒精中。焊接前,將試樣放在丙酮中進(jìn)行超聲波清洗,除去試樣表面的雜質(zhì),經(jīng)酒精沖洗后,將Nb片放入兩段不銹鋼中間,將試樣裝入真空爐中進(jìn)行試驗(yàn)。連接溫度為650℃、700℃和750℃,擴(kuò)散時(shí)間20 min,焊接時(shí)施加軸向壓力10MPa,爐中真空度1.9×10-2。
將拉伸試樣在萬能拉伸試驗(yàn)機(jī)上進(jìn)行拉伸,加載速率1 mm/min;用電子掃描顯微鏡(SEM)觀察和分析接頭剖面組織,并利用EDS分析剖面成分。
2 試驗(yàn)結(jié)果和分析
2.1 接頭SEM及EDS分析
不同擴(kuò)散溫度下連接接頭的SEM及相對應(yīng)的線能譜掃描圖片如圖1所示。從三個(gè)不同溫度的接頭SEM可以看出,三個(gè)接頭的顯微組織基本上沒有差別,兩邊為不銹鋼,中間為殘余的中間層,中間層與兩邊的不銹鋼形成了致密的共同組織。由于受到焊接工藝和材料自身原子半徑等因素的影響,從接頭線能譜可以看出,接頭元素?cái)U(kuò)散趨勢不明顯,三個(gè)溫度的接頭均呈現(xiàn)“口“字狀。從線能譜圖中還可以得出,中間層的厚度隨擴(kuò)散溫度的升高,出現(xiàn)了輕微的減小趨勢,在650℃時(shí)的接頭中間層殘余厚度約為150 μm,基本上與實(shí)驗(yàn)前相同,而750℃時(shí)的接頭中間層殘余厚度約為145 μm。這主要是由于隨著溫度的升高,原子活躍度增大,擴(kuò)散能力加強(qiáng),促進(jìn)了不銹鋼和中間層之間的相互擴(kuò)散。
2.2 接頭的力學(xué)性能及斷口掃描
對不同溫度下的擴(kuò)散接頭進(jìn)行拉伸試驗(yàn),不同擴(kuò)散溫度下的抗拉強(qiáng)度如圖2所示。隨著溫度的升高,接頭強(qiáng)度隨之升高,在擴(kuò)散時(shí)間為20 min、施加壓力10MPa的工藝下,650℃時(shí)接頭強(qiáng)度只有82MPa,當(dāng)溫度升至700℃時(shí),接頭強(qiáng)度升至約170 MPa,比650℃時(shí)的強(qiáng)度要高出兩倍多,在750℃的工藝條件下,接頭強(qiáng)度繼續(xù)升高,但升高比例相對于前者大幅下降,接頭強(qiáng)度約185 MPa。

圖2 接頭的抗拉強(qiáng)度Fig.2 Tensile strength of joints
溫度700℃和750℃時(shí)接頭的拉伸斷口掃描圖片如圖3所示,斷口表面均具有層狀撕裂的形貌,結(jié)合拉伸試驗(yàn)時(shí)沒有看到明顯的塑性變形,由此判斷,焊接接頭的斷裂均屬于典型的脆性斷裂。針對圖3a中的1點(diǎn)和2點(diǎn)進(jìn)行了EDS點(diǎn)掃描分析。圖3a中的 1 點(diǎn)的成分為:w(Fe)=47%、w(Cr)=17.2%、w(Ni)=8.5%、w(Mn)=1.4%和 w(Nb)=25.7%,可以得出,圖3a中的1點(diǎn)為母材,2點(diǎn)的成分為99.6%的Nb。圖 3b中的 1點(diǎn)的成分為 w(Fe)=48.3%、w(Cr)=16.5%、w(Ni)=9.4%、w(Mn)=1.5%和w(Nb)=23.8%,2點(diǎn)的成分為99.7%的Nb,由此可知,中間層和母材不銹鋼只是局部牢固的連接在一起,部分區(qū)域結(jié)合較差,隨著溫度的升高,牢固結(jié)合的區(qū)域在增大,這也是接頭強(qiáng)度隨溫度升高而升高的直接原因。
3 結(jié)論
(1)三個(gè)不同溫度下接頭的顯微組織基本上沒有差別,兩邊為不銹鋼,中間為殘余的中間層,中間層與兩邊的不銹鋼形成了致密的共同組織。隨溫度的升高,中間層厚度逐漸減小。
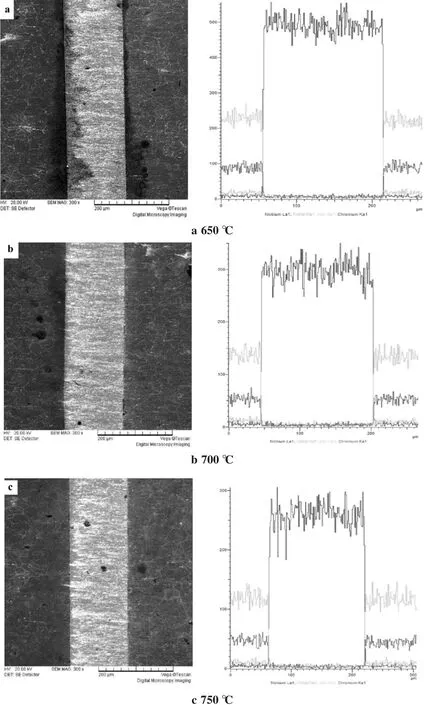
圖1 不同擴(kuò)散溫度下焊接接頭SEM及EDSFig.1 SEM and EDS of joint with differnt diffusion temperration
(2)隨著溫度的升高,接頭強(qiáng)度隨之升高,在擴(kuò)散時(shí)間20min、施加壓力10MPa的工藝下,650℃時(shí)接頭強(qiáng)度只有82MPa,當(dāng)溫度升至700℃時(shí),接頭強(qiáng)度升至約170 MPa,比650℃時(shí)的強(qiáng)度要高出兩倍多,在750℃的工藝條件下,接頭強(qiáng)度繼續(xù)升高,但升高比例相對于前者大幅下降,接頭強(qiáng)度約185MPa。焊接接頭的斷裂均屬于典型的脆性斷裂。

圖3 斷口掃描Fig.3 SEM of fracture
[1]崔忠圻.金屬學(xué)與熱處理[M].北京:機(jī)械工業(yè)出版社,2003.
[2]肖紀(jì)美.不銹鋼的金屬學(xué)問題[M].北京:冶金工業(yè)出版社,2006.
[3]林企曾,李 成.迅速發(fā)展的中國不銹鋼工業(yè)[J].鋼鐵,2006,41(12):1.
[4]賈法勇,霍立興,吳 冰,等.雙相不銹鋼焊接接頭疲勞強(qiáng)度[J].焊接學(xué)報(bào),2004(2):31-34.
[5]何 芬,屈金山,張德遠(yuǎn),等.不同焊接方法下316L不銹鋼焊接接頭組織性能研究[J].熱加工工藝,2010,39(23):179-182
[6]劉政軍,蘇 明,蘇允海.外加磁場對不銹鋼焊接接頭組織和性能的影響[J].沈陽工業(yè)大學(xué)學(xué)報(bào),2009,31(6):666-670.
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
焊接(2015年9期)2015-07-18 11:03:53
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00