機器人焊接智能化技術(shù)與研究現(xiàn)狀
2013-08-06 01:23:28陳華斌黃紅雨張華軍陳善本
電焊機 2013年4期
陳華斌,黃紅雨,林 濤,張華軍,陳善本
(1.上海交通大學(xué) 材料科學(xué)與工程學(xué)院,上海 200240;2.上海振華重工(集團(tuán))股份有限公司,上海 200125)
0 前言
近年來,隨著我國勞動力成本的逐漸提升,以廉價勞動力為支撐的“中國制造”經(jīng)濟模式難以為繼,越來越多的加工制造企業(yè)關(guān)注以焊接機器人為代表的焊接自動化技術(shù)。機器人不再是工業(yè)界的奢侈品,如何用機器人代替人的焊接也是幾代焊接人的夢。以信息技術(shù)為牽引的智能化焊接技術(shù),是一類融合人的感官信息(焊接過程視覺、聽覺、觸覺)、經(jīng)驗知識(熔池行為、電弧聲音、焊縫外觀)、推理判斷(焊接經(jīng)驗知識學(xué)習(xí)、推理與決策)、焊接過程控制以及工藝優(yōu)化各方面專門知識的交叉學(xué)科。突破機器人焊接智能化關(guān)鍵技術(shù),在未來不僅是發(fā)展方向,已成為一種現(xiàn)實、迫切的需要[1]。
據(jù)國際機器人聯(lián)盟(IFR)估計,到2011年底全世界在役的焊接機器人安裝總量已接近109.5萬臺。而焊接機器人作為工業(yè)機器人應(yīng)用最為廣泛的一種類型,正經(jīng)歷著由單一的單機示教再現(xiàn)型向多傳感、智能化的柔性加工單元(系統(tǒng))方向發(fā)展[2]。
目前應(yīng)用中的焊接機器人仍然是“示教再現(xiàn)型”,其焊接路徑和工藝參數(shù)是預(yù)先設(shè)置的,對作業(yè)條件的一致性要求非常嚴(yán)格,并且在焊接過程中缺少對外部信息傳感反饋和實時調(diào)節(jié)的功能。然而,實際焊接過程中的環(huán)境和條件的變化無法避免,如焊接工件加工和裝配誤差造成接頭位置、焊縫間隙和尺寸分散,示教軌跡與實際焊縫的差異、焊接過程中熱變形、熔透及焊縫成形不穩(wěn)定等因素都會引起焊接質(zhì)量的波動,并導(dǎo)致焊接缺陷的產(chǎn)生。為了克服焊接過程中各種不確定性因素對精密焊接質(zhì)量的影響,迫切需要采用信息反饋、智能控制等技術(shù)提高現(xiàn)行焊接機器人的適應(yīng)性或智能化水平,使之能實現(xiàn)初始焊位識別與自主導(dǎo)引、焊縫實時糾偏與跟蹤,以及焊接熔池動態(tài)特征信息獲取、工藝參數(shù)自適應(yīng)調(diào)節(jié)和焊縫成形的實時控制,即實現(xiàn)機器人焊接過程的自主智能控制[3]。
本研究將智能化焊接技術(shù)集成于機器人平臺載體,從初始焊位導(dǎo)引與路徑規(guī)劃、焊縫跟蹤、焊縫成形及質(zhì)量智能控制等方面,并在航天、船舶以及海洋重工裝備等領(lǐng)域開展了智能化焊接技術(shù)的推廣和應(yīng)用。
1 弧焊機器人智能化關(guān)鍵技術(shù)
1.1 焊縫初始位置識別與導(dǎo)引
利用視覺CCD傳感獲取初始焊位信息并自主導(dǎo)引焊槍準(zhǔn)確移動到初始焊接位置,是局部自主智能焊接機器人的關(guān)鍵技術(shù)之一。圖1為基于視覺傳感的焊縫初始位置識別與導(dǎo)引流程。首先利用CCD宏觀識別整體焊縫;其次分離出實際焊縫視覺信息,通過數(shù)據(jù)擬合出焊縫曲線方程,計算初始焊位的初值;以初值坐標(biāo)為基準(zhǔn),建立搜索窗口,精確計算初始焊接位置坐標(biāo)值(x、y),圖像處理算法見文獻(xiàn)[4]。
圖2為一個空間曲線焊縫初始焊位定位導(dǎo)引和路徑規(guī)劃實例[5]。通過圖像處理計算空間焊縫特征點的位姿值并轉(zhuǎn)換到機器人世界坐標(biāo)系,并給出了其焊縫坐標(biāo)值重建的誤差圖,由圖2可知,最大平面距離誤差和最大高度誤差分別為1.2mm和1.6mm。
1.2 基于被動視覺的焊縫跟蹤
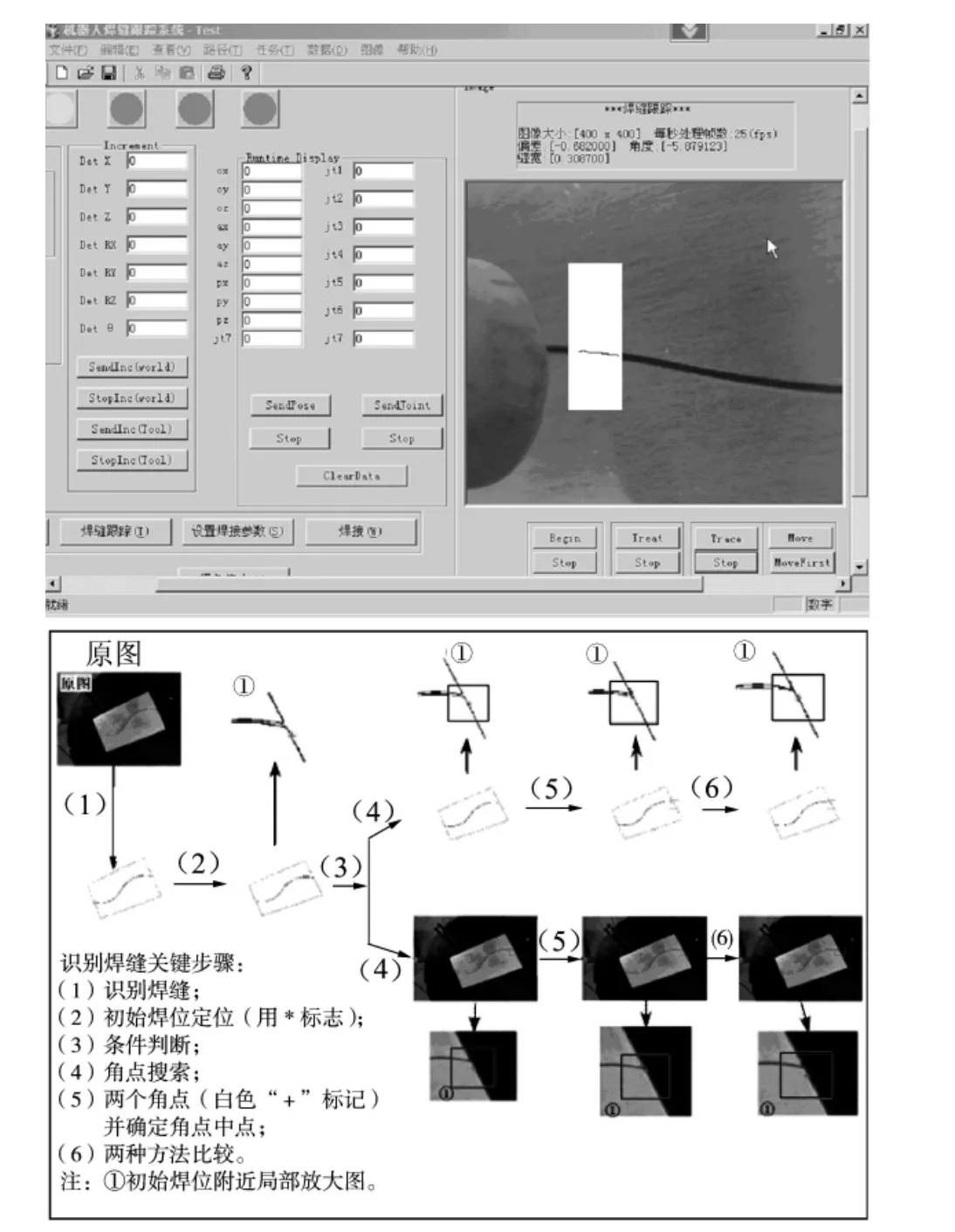
圖1 初始焊接位置識別流程
局部環(huán)境焊縫路徑自主規(guī)劃是在自然光或輔助光源條件下進(jìn)行計算,考慮到焊接過程熱變形、工藝等因素的影響,還需進(jìn)一步在焊接過程中實時糾偏先前規(guī)劃的焊縫路徑。利用復(fù)合濾光系統(tǒng)實時獲取MAG電弧及焊縫前端的圖像信息如圖3所示,通過圖像處理算法獲得焊縫和電弧輪廓信息,并據(jù)此計算偏差量,修改機器人的運動路徑,從而實現(xiàn)焊縫跟蹤。圖3a圖像處理流程為均值濾波,邊緣檢測,膨脹,腐蝕,面積濾波,類焊縫邊緣尋找,焊縫定位;圖3b處理流程為自適應(yīng)閾值分割,輪廓最寬處自適應(yīng)搜索。焊縫偏差定義為電弧輪廓中心到焊縫的距離。采用上述算法進(jìn)行平板對接焊縫跟蹤結(jié)果及誤差曲線如圖4所示。
結(jié)合機器人氬弧焊自動焊接需求,開發(fā)了一套基于被動視覺和弧壓復(fù)合傳感系統(tǒng)。通過被動視覺傳感部分完成左右方向的跟蹤、電弧弧壓實現(xiàn)高度方向偏差信息的實時調(diào)整,圖5為該系統(tǒng)自動獲取的視覺和電弧高度原始信息,各部分傳感信息的處理流程及算法見文獻(xiàn)[6]。
1.3 擺動電弧焊縫跟蹤
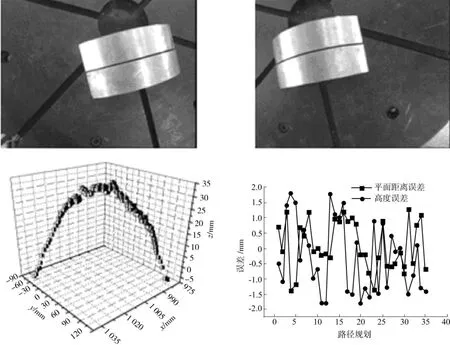
圖2 空間曲線焊縫圖像坐標(biāo)值及誤差結(jié)果

圖3 焊縫及電弧輪廓圖像處理結(jié)果
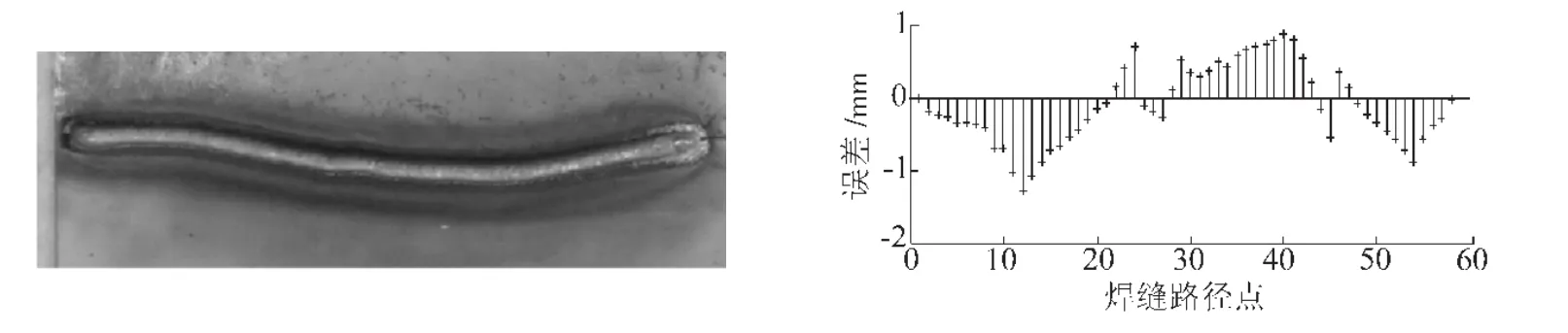
圖4 曲線焊縫跟蹤結(jié)果及誤差曲線
電弧傳感器作為一種實時傳感器件與其他類型傳感器相比,具有結(jié)構(gòu)簡單、成本低和響應(yīng)快等特點,也是目前弧焊機器人傳感器的一個重要發(fā)展方向。自主研發(fā)的一套能與ABB、KUKA和FANUC等機器人協(xié)調(diào)通訊的焊縫跟蹤系統(tǒng),可實現(xiàn)在一定焊接工藝裝配條件下的精度跟蹤。基于擺動電弧傳感的弧焊機器人跟蹤系統(tǒng)示意如圖6所示,其核心功能模塊主要包括:弧焊機器人、傳感器及信號采集、DSP控制器、通訊和仿真調(diào)試。

圖5 TIG焊縫圖像及電弧電壓信號
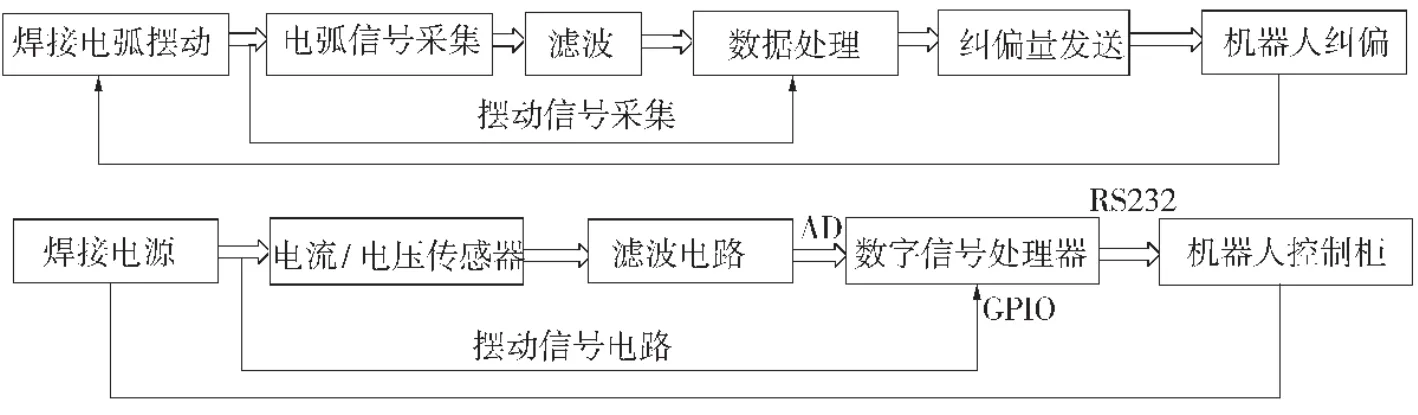
圖6 擺動電弧傳感的弧焊機器人焊縫跟蹤系統(tǒng)示意
該系統(tǒng)分別進(jìn)行了水平焊縫、角接焊縫、搭接焊縫及多層多道自適應(yīng)擺幅跟蹤試驗。信號采集頻率128 Hz,擺頻2 Hz。圖7a高度方向跟蹤的總糾偏量為 9.28 mm,誤差±0.72mm,完全可以保證焊接過程中焊槍在正常焊接范圍內(nèi);圖7b為示教偏差和跟蹤誤差值的變化曲線,平均誤差±0.27 mm。另外針對多層多道焊接過程,設(shè)計了焊縫起弧點、收弧點寬度分別為9 mm、18 mm,初始擺寬設(shè)置為10 mm,圖7c為擺幅自適應(yīng)調(diào)整曲線。
1.4 焊接動態(tài)過程建模和控制
1.4.1 焊接熔池動態(tài)特征視覺計算[6-7]
以鋁合金TIG焊接熔池動態(tài)特征視覺計算為例,開發(fā)了一套自適應(yīng)的圖像處理算法,通過該算法獲取了熔池幾何形狀參數(shù)。鋁合金熔池二維、三維動態(tài)特征視覺計算實例如圖8所示。
其中,圖8b采用陰影恢復(fù)形狀方法從單幅熔池圖像計算熔池表面的高度,并提出了脈沖TIG熔池表面通用反射圖模型
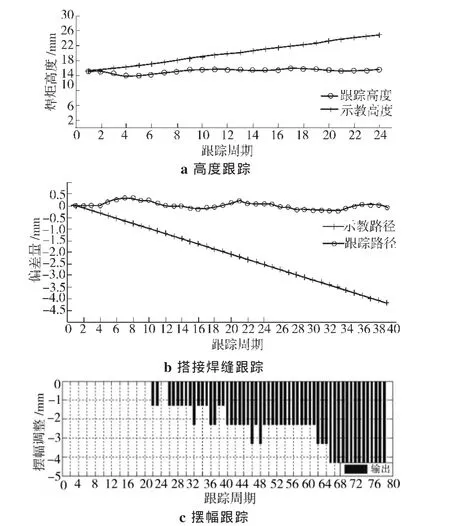
圖7 焊縫跟蹤試驗結(jié)果
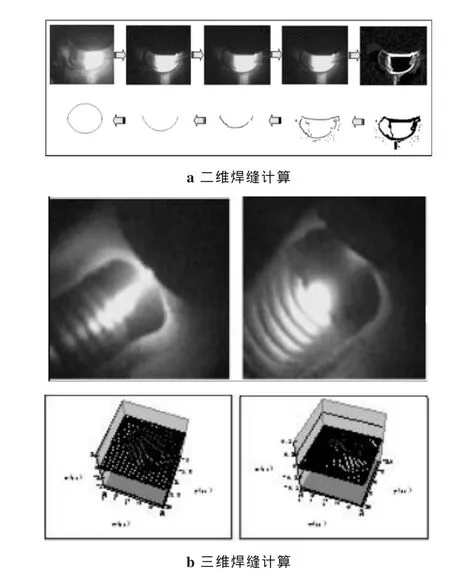
圖8 焊接熔池視覺計算
通過焊縫熔池視覺特征計算,可進(jìn)一步進(jìn)行焊接動態(tài)過程建模,實現(xiàn)鋁合金焊縫成形質(zhì)量魯棒控制。
1.4.2 焊接動態(tài)過程建模[8]
智能化焊接機器人系統(tǒng)實現(xiàn)對焊接質(zhì)量的有效控制需要對焊接動態(tài)過程的規(guī)律或模型進(jìn)行描述。由于電弧焊接動態(tài)過程是涉及大量不確定因素的復(fù)雜過程,獲取精確的數(shù)學(xué)模型極為困難。考慮從焊接過程傳感器測量的直接和間接實驗數(shù)據(jù),運用粗糙集知識獲取算法,建立焊接過程的知識模型,并作為機器人焊接過程智能控制器設(shè)計的重要依據(jù)。
以知識模型M為核心構(gòu)成的焊接過程粗糙集知識處理系統(tǒng)結(jié)構(gòu)如圖9所示,包括:系統(tǒng)的知識模型M、數(shù)據(jù)擴展方法、離散化方法、模型輸出形式的轉(zhuǎn)換方法、知識推理方法等部分,主要用于根據(jù)系統(tǒng)輸入預(yù)測系統(tǒng)輸出。
為了驗證焊接過程粗糙集知識建模方法有效性,用Visual C++6.0開發(fā)了焊接過程粗糙集建模軟件系統(tǒng),該軟件集成了如下功能:隨機決策表生成、模型復(fù)雜程度計算、模型檢驗、模型精度計算等。
1.4.3 焊接動態(tài)過程智能控制器設(shè)計

圖9 焊接過程粗糙集知識處理系統(tǒng)結(jié)構(gòu)
焊接過程是一個瞬時動態(tài)非平衡過程,焊縫成形質(zhì)量受焊接過程的熱、機、電等因素影響,使得焊接動態(tài)過程控制變得極為復(fù)雜。以焊接過程視覺信息反饋為切入點,實現(xiàn)鋁合金TIG焊背面熔寬和正面余高的控制。圖10為針對鋁合金TIG自動焊而設(shè)計的模糊監(jiān)督與自適應(yīng)復(fù)合智能控制器示意圖,包括焊接電流自適應(yīng)控制回路和基于模糊監(jiān)督補償?shù)乃徒z速度控制回路兩部分,相關(guān)焊縫成形結(jié)果見文獻(xiàn)[6]。
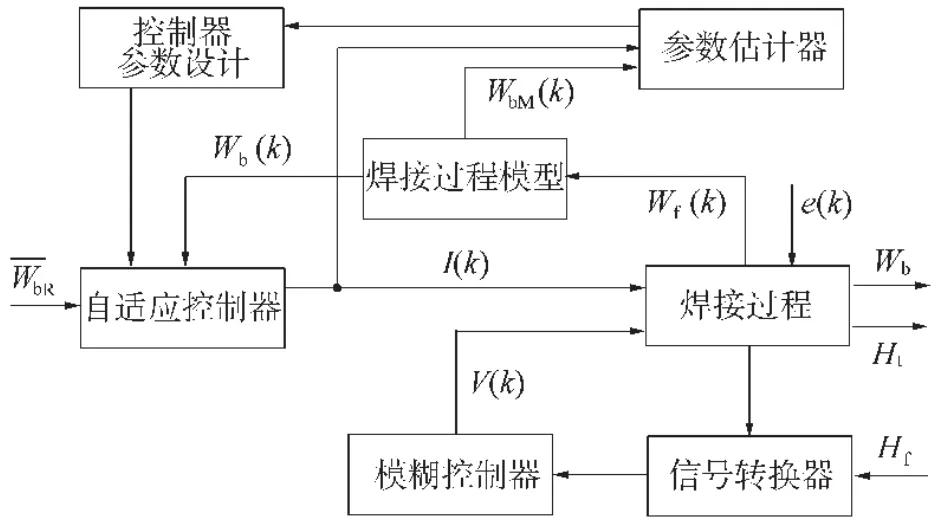
圖10 模糊監(jiān)督與自適應(yīng)復(fù)合智能控制系統(tǒng)
針對傳統(tǒng)方法是對鋁合金焊接過程模型的線性理想假設(shè),提出了非線性Hammerstein模型描述焊接熱過程,并設(shè)計了參數(shù)預(yù)置前饋的復(fù)合智能控制器,如圖11所示。通過模糊監(jiān)督加間隙前饋補償?shù)姆绞铰?lián)合調(diào)節(jié)焊接電流和送絲速度,并將人工經(jīng)驗結(jié)合熔池特征對焊接規(guī)范進(jìn)行在線調(diào)整,有效緩解了由于鋁合金大型結(jié)構(gòu)件焊接過程裝配、熱變形間隙等因素對焊縫成形造成的不利影響,相關(guān)實驗結(jié)果見文獻(xiàn)[7]。
2 工程應(yīng)用
船用管系雙機器人工作站系統(tǒng)如圖12所示,該系統(tǒng)能夠?qū)崿F(xiàn)管徑規(guī)格φ114~268 mm,壁厚δ=5~13 mm管系-法蘭的自動焊,采用頭尾架雙機器人結(jié)構(gòu)、自動上下料、定位和夾緊、同步焊接的自動化施焊方式。考慮到焊接現(xiàn)場裝配偏差,通過配備始端檢出、電弧跟蹤等傳感器,確保焊縫成形良好、接頭質(zhì)量穩(wěn)定可靠。

圖11 基于參數(shù)預(yù)置前饋的復(fù)合智能控制器
圖13為基于視覺傳感及過程控制等關(guān)鍵技術(shù)應(yīng)用在鋁合金復(fù)雜結(jié)構(gòu)件的焊裝領(lǐng)域,通過視覺傳感能夠?qū)崿F(xiàn)初始焊位識別、路徑規(guī)劃、焊縫實時糾偏以及焊縫成形智能控制。該系統(tǒng)特別適合于鋁合金大型結(jié)構(gòu)件的機器人TIG智能焊領(lǐng)域。
圖14為針對船體分段的曲面艕板設(shè)計的弧焊機器人工作站,涉及的關(guān)鍵技術(shù)有:始端檢出、電弧傳感跟蹤及機器人離線編程等。具體流程:通過人機對話軟件獲取艕板分段結(jié)構(gòu)件加工數(shù)據(jù)CAD信息進(jìn)行離線編程,經(jīng)由通信模塊導(dǎo)入機器人焊接程序,結(jié)合始端檢出結(jié)果修正焊接起始點位置,并在焊接過程中通過電弧跟蹤傳感器不斷調(diào)整焊槍,實現(xiàn)艕板自動焊接。
圖15為高效節(jié)能炊事車不銹鋼薄壁結(jié)構(gòu)件的弧焊機器人工作站,該系統(tǒng)采用激光傳感器進(jìn)行初始焊位識別、焊縫跟蹤。系統(tǒng)采用了遠(yuǎn)程監(jiān)控系統(tǒng),可通過視覺CCD傳感模塊遠(yuǎn)程監(jiān)控機器人連接狀態(tài)、伺服狀態(tài)、工作站報警記錄代碼、運行模式等。
圖16為一套面向大范圍作業(yè)的非接觸式磁吸附輪足組合式行走越障全位置自主焊接機器人系統(tǒng)實用樣機。該機器人系統(tǒng)具有輪式移動和升降式越障機構(gòu)、非接觸磁吸附裝置、5自由度機械臂、傳感系統(tǒng)和焊接系統(tǒng)。機器人能實現(xiàn)爬壁越障等全位置移動,能完成復(fù)雜焊縫的焊接作業(yè),通過宏觀視覺和障礙傳感系統(tǒng)實現(xiàn)對焊接環(huán)境和障礙物的檢測,通過CCD雙目視覺傳感器實現(xiàn)焊縫跟蹤等自主焊接功能。

圖12 船用管系雙機器人工作站系統(tǒng)
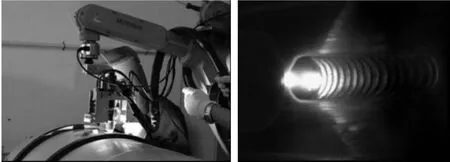
圖13 鋁合金結(jié)構(gòu)件弧焊機器人焊接工作站

圖14 船體分段曲面艕板弧焊機器人工作站
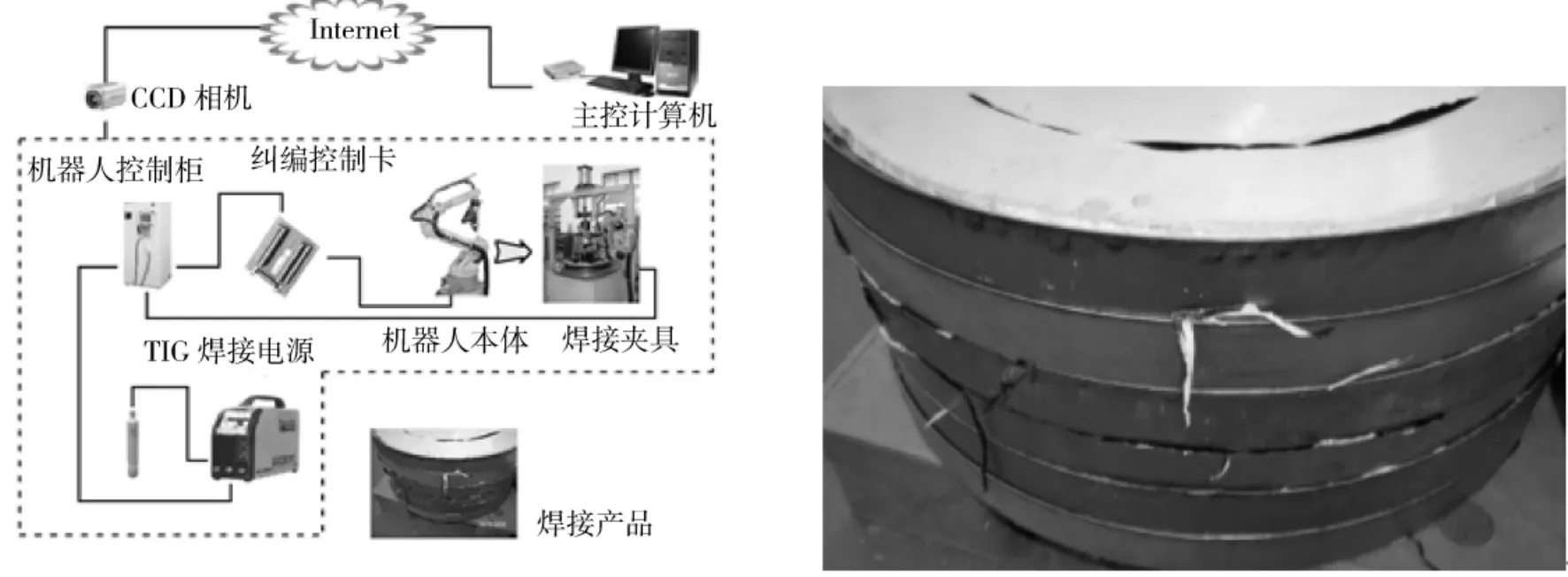
圖15 高效節(jié)能炊事車不銹鋼薄壁結(jié)構(gòu)件弧焊機器人工作站
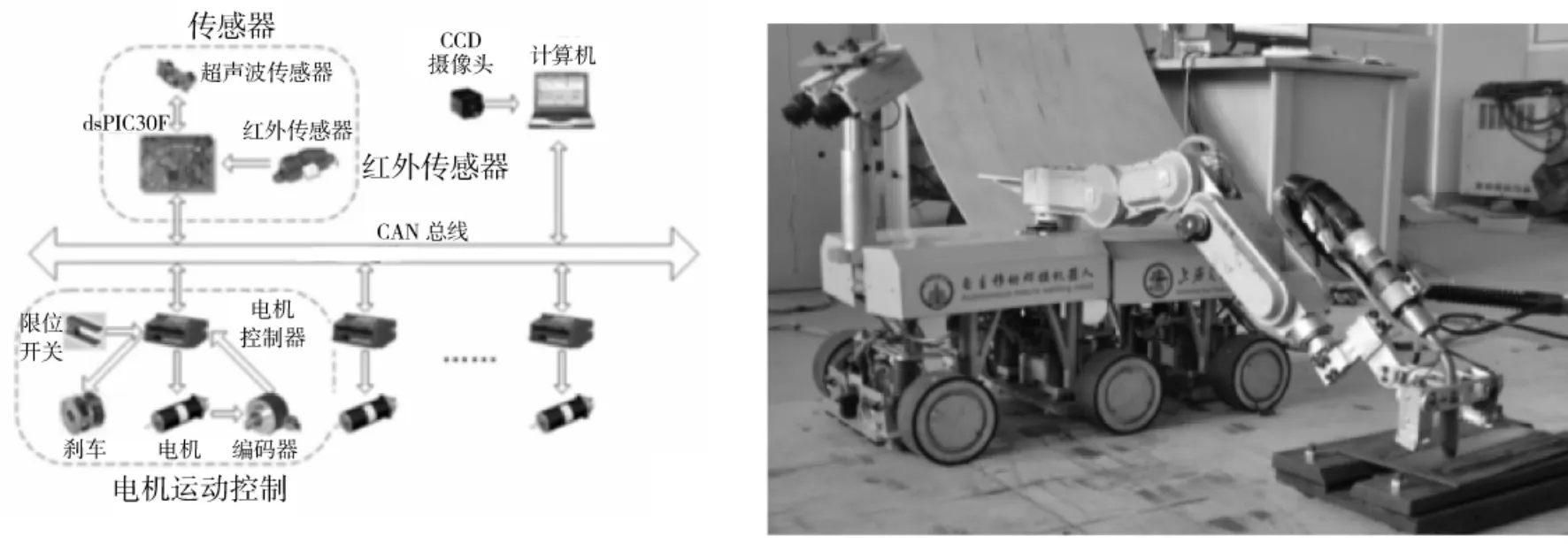
圖16 輪足組合式行走越障全位置自主焊接機器人系統(tǒng)樣機

圖17 齒條組對與雙機器人弧焊工作站
針對海洋重工領(lǐng)域,開發(fā)了Q690高強鋼厚板(最大厚度150 mm)的雙機器人雙弧立焊機器人工作站,如圖17所示。該系統(tǒng)能有效解決大厚板焊接過程生產(chǎn)效率低、焊接質(zhì)量不穩(wěn)定以及焊接熱變形等技術(shù)難題。
3 結(jié)論
隨著現(xiàn)代制造對性能、可靠性、效率、成本等方面要求愈來愈高,以信息和計算機技術(shù)為先導(dǎo)的智能化焊接制造,不僅是未來弧焊機器人發(fā)展方向,也是一種現(xiàn)實、迫切的需要。
[1]林尚揚,陳善本,李成桐,焊接機器人及其應(yīng)用[M].北京:機械工業(yè)出版社,2000:1-11.
[2]唐新華.焊接機器人的現(xiàn)狀及發(fā)展趨勢(一)[J].電焊機,2006,36(3):1-5.
[3]曾孔庚,李永剛.新一代焊接機器人的技術(shù)發(fā)展[J].電焊機,2009,39(4):14-17.
[4]周 律.基于視覺伺服的弧焊機器人焊接路徑獲取方法研究[D].上海:上海交通大學(xué),2006:29-45.
[5]Chen X Z,Chen SB,Lin T..Practical method to locate the initial weld position using visual technology[J].InternationalJournal of Advanced Manufacturing Technology,2006,30(7):663-668.
[6]王建軍.鋁合金脈沖TIG焊熔池動態(tài)特征的視覺信息獲取與自適應(yīng)控制[D].上海:上海交通大學(xué),2003:54-78.
[7]杜全營.填絲脈沖GTAW熔池三維特征實時提取與智能控制[D].上海:上海交通大學(xué),2006:30-43.
[8]王 兵.基于粗糙集理論的知識建模方法與焊接動態(tài)過程知識模型的研究[D].上海:上海交通大學(xué),2003:115-140.
猜你喜歡
工業(yè)設(shè)計(2022年8期)2022-09-09 07:43:20
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
