初析精沖毛刺側凸邊的形成
2013-08-08 00:59:34盧險峰南昌大學
鍛造與沖壓 2013年24期
關鍵詞:變形
文/ 盧險峰·南昌大學
周開華·中國北方工業公司
初析精沖毛刺側凸邊的形成
文/ 盧險峰·南昌大學
周開華·中國北方工業公司
本文針對毛刺側凸邊——精沖件質量問題中的這個較精細的新問題,采用細觀力學的分析方法,探討了凸邊形成機理和過程,提出了它是在精沖變形最后階段的拉伸變形,和凸模端面于精沖變形過程中的彈性壓縮,兩種作用和兩種結果迭加而致的認識。此種新認識對精沖理論與實踐的發展具有參考價值。
本文探討精沖零件上的凸邊(凸起)問題。首先,提出關于對象范圍的兩個約定。
一是此精沖指強力齒圈壓邊的精沖,為精密沖裁工藝中最為基礎的型式。因為,迄今的文獻資料對精密沖裁有多種分類方法,比如:普通精沖、強力壓板精沖、對向凹模精沖、同步剪擠精沖、往復沖裁[1];整修、光潔沖裁、壓板精沖、對向凹模精沖、往復沖裁[2];光潔沖裁、負間隙沖裁、齒圈壓板沖裁、整俢[3];專指的(齒圈壓邊的)精沖(并列的有半精沖與整修)[4];齒圈壓邊精沖、對向凹模精沖(并列的有半精沖與精整)[5];專門定義的(為齒圈壓邊的 )精沖 (并行同位的有沖裁、整修與半精沖 )[6][7]等等。本文取最為基礎的且為公知的形式予以討論。
二是此種精沖模間隙范圍取為被沖材料厚度的(0.5~1.2)% 。因為,上述文獻資料中,給定的精沖間隙雖均在小范圍內,可仍有差異,有的為料厚的 0.5%[1][2][3][5],有的為料厚的 1.0%[4],有的為料厚的 (0.5 ~ 1.2)%[6][7]。
其中,按瑞士、徳囯著名精沖公司提出的精沖間隙計算方法,各種形狀精沖零件的間隙值均在1.2%之內[2],也有小于0.5%甚至為0的情況,但尚未查閱到超過1.2%的,更不要說達1.5%或2%了。亦就是說,精沖的重要工藝參數(如間隙及凹、凸模小圓角等)及具體取值是有規范或已被認定的。
此外,如眾所知,普通沖裁件斷面由塌角、剪切面、斷裂面與毛刺4部分組成,精密沖裁件斷面由塌角、剪切面與毛刺3部分組成(精細劃分應由塌角、光潔剪切面、斷裂面、撕裂面、端面凸邊與毛刺6部分組成);沖裁件的精度主要指有彎拱即平面撓度、尺寸精度及斜度3個方面,而精沖件的精度有平面撓度、尺寸精度、斜度及端面凸邊(凸起)4個方面(精細劃分可有平面撓度、尺寸精度、沖裁面質量、斜度、塌角、毛刺及端面凸邊7個方面)。
在上述對象與前提下,所討論的精沖毛刺側端面凸邊問題,在囯內是一個較新的問題,有很多方面值得探討并深入認識。
問題
其實,國外最晚在20年前就已渉足了這個精沖變形中的問題。
德國工程師協會于1994年制定的精沖技術規程VDI 2906-5中闡述:“精沖可能形成凸邊,這是100%光亮沖裁面的輪廓范圍內,橫向鐓壓材料所致。凸邊位于毛刺側,凸邊高度hw可達材料厚度的5%,凸邊寬度bw可達材料厚度的30%”[8]。顯然,它對凸邊的形成及特征作了歸納。2008年,中國鍛壓協會精沖技術委員會開始報道了這個精沖件質量指標值[9]。
端面凸邊(圖1)在精沖零件形狀精度中,可視其是較之平面撓度更為精細的一個問題。其形成的原因,先后出現有以下幾種觀點:⑴在100%光亮沖裁剪切面的輪廓范圍內的“橫向鐓壓材料所致”[8];⑵在高靜水壓下材料無法朝垂直只有朝水平方向流動的“由外向內流”[10];⑶在凸、凹模橫向力“共同擠壓作用下的堆積”等,至今仍在分析探討中,尚未見定論。
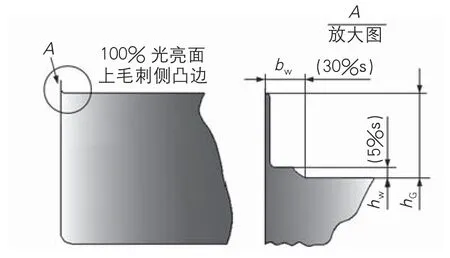
圖1 精沖毛刺側凸邊位置示意
這些對于精沖件毛刺側端面凸邊形成的認識與分析,均具有一定的道理,但仍存在有未能盡如人意之處。由于上述認識都是從宏觀的外力作用上著眼的,故本文擬從較為細觀的角度,進行細觀的力學分析,試圖能較為深入地探尋其形成機理。
變形機理與形成過程
⑴精沖是塑—剪變形。細觀工件與板料最后分離的一瞬間,即在精沖變形最后階段,變形區材料產生塑性分離或剪切分離,其前提條件是:處在凸模和凹模刃尖連線為中心,及鄰域變形區內部材料,必定存在一種拉應力場(圖2虛線);必定存在一個有裂縫產生、發展、相連通,并進而斷裂分離的過程。此種分析完全符合金屬學中斷裂分離的經典理論,盡管變形區仍處于高靜水壓這種實現塑性分離的大環境應力場內。
也就是說,精沖變形最后階段,于特定位置和環境里的變形區材料,在拉應力作用下,產生了拉伸變形并斷裂了。于是,這必然會有相順應的現象發生,那就是在凸模刃尖附近材料的端面,產生一定程度的拉伸凸邊(圖2),且于其側面產生初始毛刺。在往后推出工件的過程中,初始毛刺及其側面材料,在凸模和凹模間的小間隙空間內再度被擠光而呈現薄而高狀的最終毛刺[6][7](圖 3)。
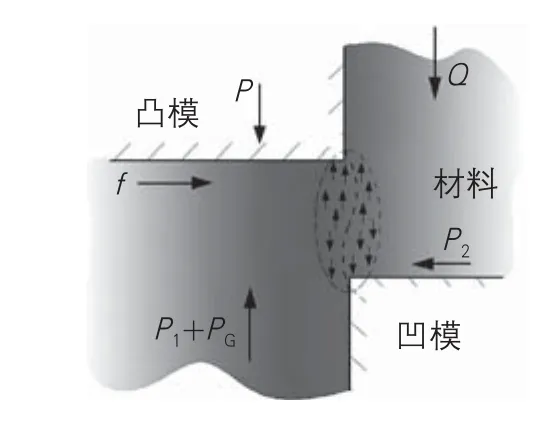
圖2 精沖斷離階段變形區拉應力場
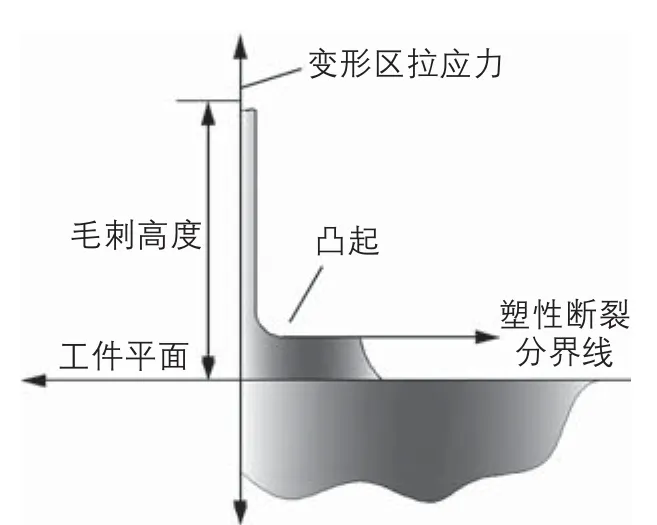
圖3 毛刺與凸邊形成示意圖
⑵在精沖變形的整個過程里,形成高靜水壓的外力(沖裁力、壓邊力及反頂力等)中,沖裁力P為最大,即凸模受到的反壓力P1為最大。而精沖中的凸模還應加上反頂力PG。進一步細觀精沖凸模這個最大的力,它并非均勻地分布在凸模的整個端面上,而是從凸模的外側緣向內中心逐漸減小,如圖4a所示。
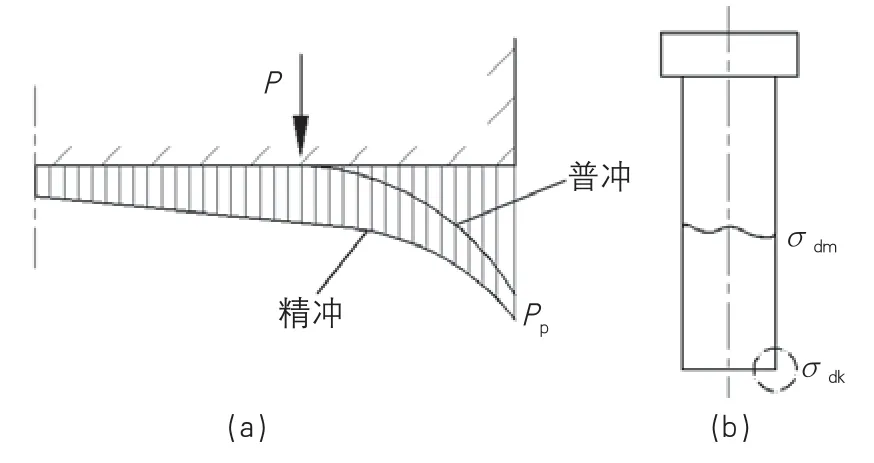
圖4 精沖變形過程中沖頭端面壓力分布

■ 表1 主要變形條件與現象粗略比較
于是,精沖進行時,在如圖2中所示的多種外力作用下,凸模上承載的平均壓應力(圖4b)的數學表達式為:
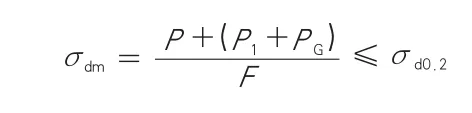
所以,凸模上此種不均勻載荷近似地按三角形規律分布,故刃口處最大的接觸壓應力,又是平均載荷的1.5~2倍。即:

顯然,這種處于高壓區作用的高反壓力,勢必使凸模外側緣的較大彈性壓縮空間,產生一定的彈性壓縮量(盡管它在模擬分析中假定為剛性體),且其外側緣端面的彈性壓縮量,更大于內中心端面處。而這種高壓區和高彈性壓縮量的位置,正好與處于拉力場內的精沖變形區(凸模與凹模刃尖連線為中心及鄰域變形區材料,實現了塑性分離)位置相對應。從而,使得在凸模外側緣容納塑性流動的材料高度,會高于內中心處的高度。最終,在工件外側緣部位,形成一定程度的凸邊。圖5為凸模在載荷作用下的受力狀態示意圖。
⑶對比分析普通沖裁未能在毛刺一側形成凸邊的原因,正是因為它不具備高靜水壓的變形條件或工藝措施,不存在形成凸邊的上述條件。上述條件中,尤為重要的是強力V形壓邊力、反頂力、小間隙及凹模或凸模的小圓角(還有不同倒角)等。通過表1所列項目的比較,可以對這一分析推斷作出明確而清楚的解釋。
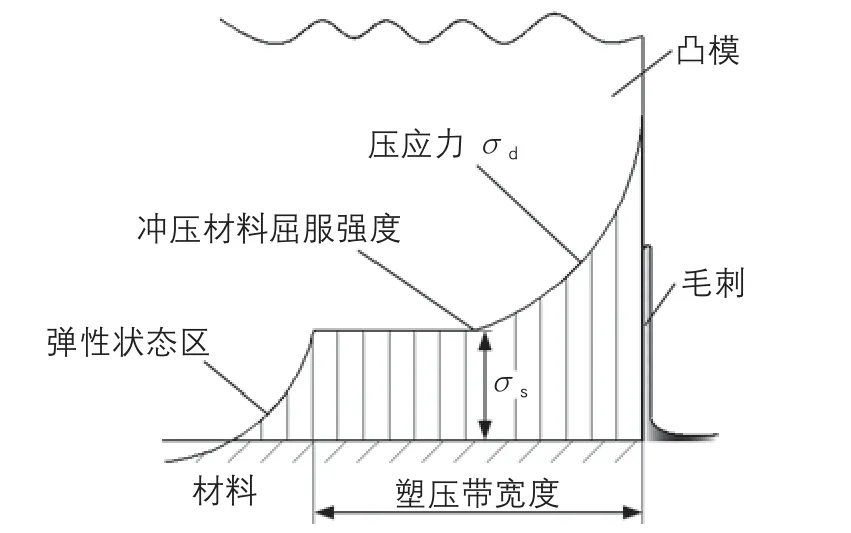
圖5 精沖凸模端面受力狀況
結束語
⑴精沖零件外側緣端面凸邊的形成,是由于在鐓壓應力場內,材料于精沖變形最后階段的拉伸變形和凸模端面于精沖變形整個過程中的彈性壓縮,二者的共同作用和兩種結果的迭加而產生的。也可以認為它貫穿于精沖變形的全過程。
⑵精沖零件的毛刺,產生于精沖變形的最后塑性分離階段,以及隨后的工件推(頂)出凹模階段。精沖毛刺的薄而高的特點,能使得后續去除它較沖裁件更容易。
⑶精沖零件的平面撓度、端面凸邊及側面毛刺,為精沖變形的必然結果,均不可能避免(欲消除定須后續加工)。且撓度、凸邊和毛刺三者為不同概念,有不同的成形機理,但有一定的聯系。
[1] 周開華,幺廷先,齊翔憲編.簡明精沖手冊.北京,國防工業出版社,1993
[2] 周開華主編.簡明精沖手冊(第2版).北京,國防工業出版社,2006
[3] 姜奎華主編.沖壓工藝與模具設計.北京,機械工業出版社,1997
[4] 涂光祺編著.精沖技術.北京,機械工業出版社,1990
[5] 李碩本主編.沖壓工藝學.北京,機械工業出版社,1982
[6] 盧險峰編著.沖壓工藝模具學.北京,機械工業出版社,1998
[7] 盧險峰編著.沖壓工藝模具學(第2版). 北京,機械工業出版社,2006
[8] VDI 2906 Part 5 May 1994 VDI-Association of German Engineers
[9] 周開華,陳幼琳主編.精沖技術圖解.北京,國防工業出版社,2008
[10] 高志生.精沖毛刺面凸起的形成機理.鍛造與沖壓,2011.9,48~50
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
