冷沖壓模具焊接修復技術
2013-08-08 00:59:34丁長鴻崔玉生姜守得李敬業優瑞卡大連焊接技術有限公司
鍛造與沖壓 2013年24期
文/丁長鴻,崔玉生,姜守得,李敬業·優瑞卡(大連)焊接技術有限公司
冷沖壓模具焊接修復技術
文/丁長鴻,崔玉生,姜守得,李敬業·優瑞卡(大連)焊接技術有限公司
冷沖壓模具焊接修復是一種功能性焊接,不僅是缺陷的簡單補修,還要使焊接的熔敷金屬(焊肉)有韌性、耐磨、耐裂、耐沖擊,表面光滑防拉毛。
冷沖壓模具尤其是大型汽車覆蓋件沖壓模具,制造工藝復雜、成本高,設計或使用過程中焊接修復很常見。冷沖壓模具焊接修復是一種功能性焊接,不單純是缺陷的簡單補修,還要使焊接的熔敷金屬(焊肉)有韌性、耐磨、耐裂、耐沖擊,表面光滑防拉毛。選擇匹配的焊材,采用正確的焊接工藝并控制焊接缺陷的產生能極大地降低模具制造、使用成本,提高企業效益。
焊材選擇
目前國內模具廠、沖壓廠采用的焊接材料優缺點很明顯,采用進口的焊接材料質量穩定可靠,但是價格高昂;采用國產的一些特焊廠的耐磨堆焊焊材,雖然價格低但是選材單一,質量差,達不到技術要求。優瑞卡公司引進國外先進的焊材配方及生產工藝,采用業內領先的生產加工設備,配以國內外優質原料,創造出質量一流的模具焊修專用焊材,并且量化細分焊材種類匹配母材,能夠有效提高焊件質量,降低生產成本。
焊接方式
手工電弧焊焊條、氬弧焊絲直接冷焊,焊后保溫緩冷。(母材包含鑄鐵、空冷鋼、工具鋼)
焊接工藝
根據要求不同選擇與母材匹配的焊接材料,采用小電流、短弧、直線焊接,控制焊道長度在50~80mm時,停止焊接進行敲擊去除焊接應力,焊后保溫緩冷。
優瑞卡沖壓模具焊材選材、焊接工藝見表1。
焊接缺陷控制
焊條使用前,應在250~300℃烘干30~60min除潮,焊前對母材徹底清潔,龜裂和裂紋清除干凈,大的裂紋開U形坡口并聯合打底焊材補焊,大面積焊接采用隔焊法、跳焊法,控制局部熱輸入量。
焊修實例展示
使用優瑞卡模具焊材進行焊修的實例見圖1~4。
結束語
在鍛壓行業中,由于模具費用約占整個沖壓件成本的10%~15%,通過增加每副模具所能生產的沖壓件數量就必定能降低模具的成本。目前鍛壓模具的修復方式主要是以局部焊修或整體下落兩種方法,前者經濟效益不高,后者造成模具基材的浪費,并且由于沖壓模基材質量的減少使機械性能降低,造成模具提前報廢。
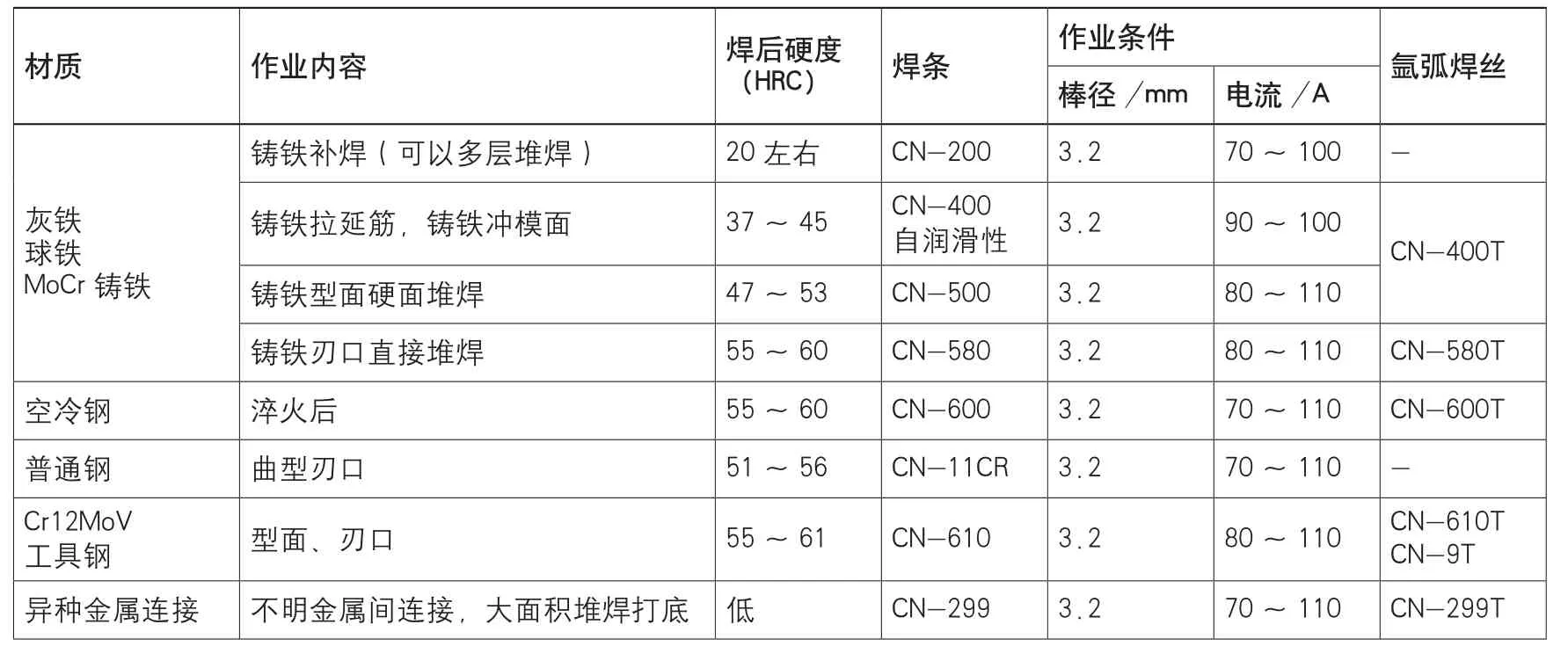
■ 表1 優瑞卡沖壓模具焊材選材、焊接工藝
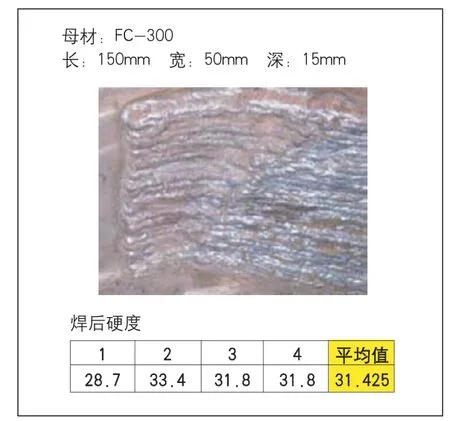
圖1 CN-200堆焊
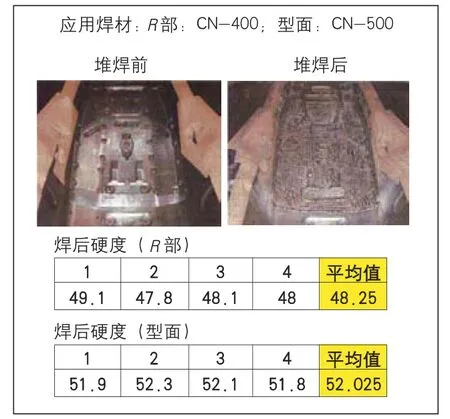
圖2 GM-241硬面堆焊
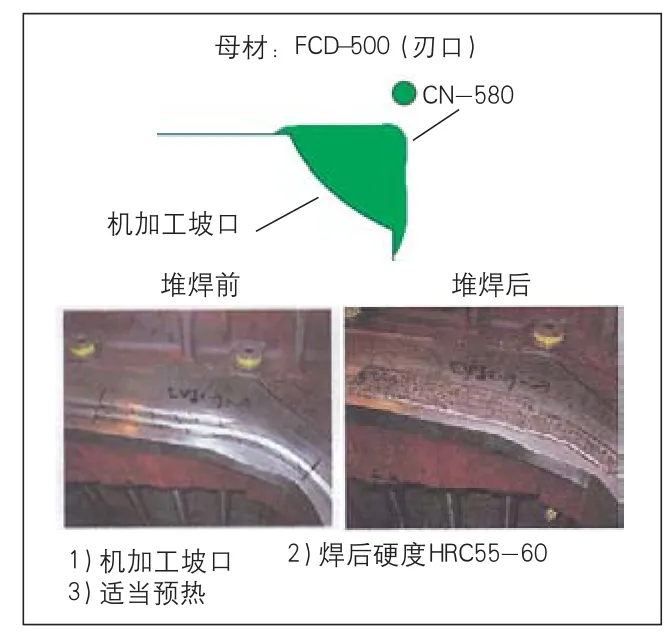
圖3 CN-580堆焊
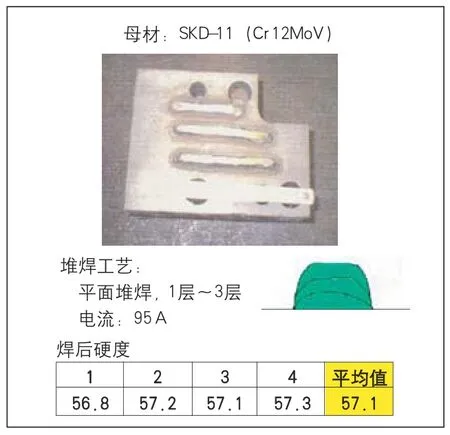
圖4 CN-610堆焊
優瑞卡沖壓模具系列焊材正是針對鍛壓模具和設備部件的焊接修復特點,成分配方合理、穩定性好、耐裂性強,能夠有效地增強模具和設備部件的抗磨損、抗高溫、防腐蝕等性能,可最大限度地增加模具和設備部件的使用壽命,為鍛壓企業持續節約成本,增加行業競爭優勢。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
河南電力(2021年5期)2021-05-29 02:10:00
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
電影(2018年12期)2018-12-23 02:18:48
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
石油化工應用(2014年8期)2014-03-11 17:40:03
